一种智能制造用自动称重装置
文献发布时间:2023-06-19 12:24:27
技术领域
本发明涉及称量装置领域,具体是涉及一种智能制造用自动称重装置。
背景技术
在生产工程中对物料进行称量时,大多需要通过人力对称量装置进行操作,在称量完成后,也需要人力控制出料端口停止出料,称量效率较低,十分耗费人力,也极易导致物料洒落的现象,使用较为不便。
目前大多数的自动称量装置往往忽略了物料下料时的冲击力对称量装置的影响,往往导致称量不准确。
发明内容
为解决上述技术问题,提供一种智能制造用自动称重装置。
为达到以上目的,本发明采用的技术方案为:
一种智能制造用自动称重装置,包括,
底座;
上料装置,上料装置设置在底座的上方,上料装置用以对所需称量的装置进行上料;
称量装置,称量装置设置在上料装置出料端口的正下方,称量装置用以对从上料装置落下的物料进行称量;
出料控制装置,出料控制装置设置在底座与称量装置之间,出料控制装置用以对上量装置的出料端口的流速进行控制;
下料装置,下料装置设置在底座上方,下料装置用以对称量好的物料进行运输;
所述称量装置包括有,置料组件、电子秤以及弹性组件;所述置料组件处于上料装置的出料端口正下方,置料组件用以盛放待称量的物料;所述电子秤与置料组件的底部固定连接,电子秤用以称量置料组件内的物料进行称量;所述弹性组件设有若干个,若干弹性组件均布在电子秤底部,弹性组件用以吸收下落的物料对电子秤的冲击;
所述出料控制装置包括有,升降装置、支撑组件以及闭合组件;所述升降装置的工作端与弹性组件连接,升降装置用以带动称量装置在竖直方向上运动;所述支撑组件设有若干个,若干支撑组件均匀的固定在升降装置内,支撑组件用以对升降装置的输出端进行支撑;所述闭合组件与升降装置的工作端固定连接,闭合组件用以对上料装置的出料端口进行控制。
优选的,上料装置包括有,
自动上料机,自动上料机安装在底座上,自动上料机用以对所需称量的物料进行自动上料;
挡料板,挡料板可沿水平滑动的安装在自动上料机的出料端口处。
优选的,置料组件包括有,
称量斗,称量斗设置在自动上料装置的出料端口的正下方,称量斗用以对落下的物料进行收集盛放;
安装架,安装机设置在称量斗的下方,且安装架的底部与电子秤表面固定连接,安装架用以安装称量斗。
优选的,弹性组件包括有,
第一导向杆,第一导向杆的顶部与电子秤的底部固定连接,且第一导向杆穿过升降装置的工作端;
第一弹簧,第一弹簧套在第一导向杆,且第一弹簧处于电子秤与升降装置的工作端之间。
优选的,升降装置包括有,
安装箱,安装箱固定在底座上;
第一伺服电机,第一伺服电机安装在安装箱内,第一伺服电机用以提供驱动力;
蜗杆,蜗杆安装在安装箱内,且蜗杆的一端与第一伺服电机的输出端固定连接;
蜗轮,蜗轮可转动的安装在安装箱内,且蜗轮与蜗杆相适配,蜗轮的中间设置有螺纹孔;
丝杆,丝杆沿竖直方向穿过安装箱,且丝杆与蜗轮内的螺纹孔相适配;
升降板,升降板与丝杆的顶部固定连接,且升降板的上端与第一弹簧的底部箱抵接。
优选的,支撑组件包括有,
上管套,上管套固定在升降板的底部;
下管套,下管套固定在安装箱的上表面,且下管套与上管套同轴设置,下管套用以对上管套进行限位;
第二弹簧,第二弹簧安装在下管套内,且第二弹簧的顶部与上管套的底部固定连接。
优选的,闭合组件包括有,
第一支撑架,第一支撑架安装在自动上料机的一侧表面上;
第二支撑架,第二支撑架安装在自动上料机的另一侧面;
滑轮,滑轮设有一对,一对滑轮分别安装在第一支撑架和第二支撑架的底部位置;
连接杆,连接杆安装在升降板上,且连接杆与第二支撑架处于同一侧;
第一钢丝绳,第一钢丝绳的一端与挡料板上靠近通孔的一侧固定连接,第一钢丝绳的另一端与下方升降板固定连接;
第二钢丝绳,第二钢丝绳的一端与挡料板上的另一侧固定连接,且第二钢丝绳的另一端与连接杆的顶端固定连接。
优选的,下料装置包括有,
传送装置,传送装置安装在底座上,传送装置用以对已称量的物料进行输送;
下料组件,下料组件设置在传送装置上,下料组件用以放置物料;
翻转装置,翻转装置安装在安装架上,翻转装置用以将称量斗内的物料转送到下料组件内。
优选的,下料组件包括有,
料斗,料斗设置有若干个,若干料斗均布在传送装置上,料斗用以放置称量完成后的物料;
下料槽,下料槽安装在底座上,且下料槽较低的一端处于料斗的正上方。
优选的,翻转装置包括有,
第二伺服电机,第二伺服电机安装在安装架的侧面;
直角减速器,直角减速器与第二伺服电机安装在同一侧的安装架上,且直角减速器的输入端与第二伺服电机的输出端固定连接;
连杆,连杆的一端与直角减速器的输出端固定连接,连杆的另一端与称量斗转动连接。
本发明与现有技术相比具有的有益效果是:
1.本发明通过设置的称量装置,利用底部的弹性组件抵消物料下落的冲击力,最大程度上提高物料称量的精确度;
2.本发明通过设置的出料控制装置,利用升降装置带动闭合组件,从而实现对下料速率的进行控制,当电子秤上的数值达到设定的数值后,第一伺服电机启动,第一伺服电机带动蜗杆旋转,从而带动与蜗杆相适配的蜗轮旋转,当蜗轮旋转时,与蜗轮中间螺纹孔相配合的丝杆开始沿竖直方向向下移动,从而带动与丝杆连接的升降板竖直下降,当升降板下降时,升降板将会向下拉动第一钢丝绳,在第一支撑架底部的滑轮作用下,挡料板将会向外抽出,直至挡料板上的通孔完全被抽出,此时自动上料机的出料端口被完全遮挡。反之,当升降板上升时,升降板会带动连接杆上升,此时连接杆会向上拉动第二钢丝绳,在第二支撑架底部的滑轮的作用下,挡料板将被反向抽回,直至自动上料机的出料端口被完全打开,可以准确的把握物料的量,使物料称量准确;
3.本发明通过设置的下料装置,当物料称量完成后,第二伺服电机启动,在直角减速器与连杆的作用下,称量斗开始绕着安装架旋转,称量斗内的物料将会落到下料槽内,物料沿下料槽滑落到传送装置上的料斗内,再由传送装置带动料斗内的物料传送到下一工序内,实现了物料的自动称量及运输,减轻负担,提高工作效率。
附图说明
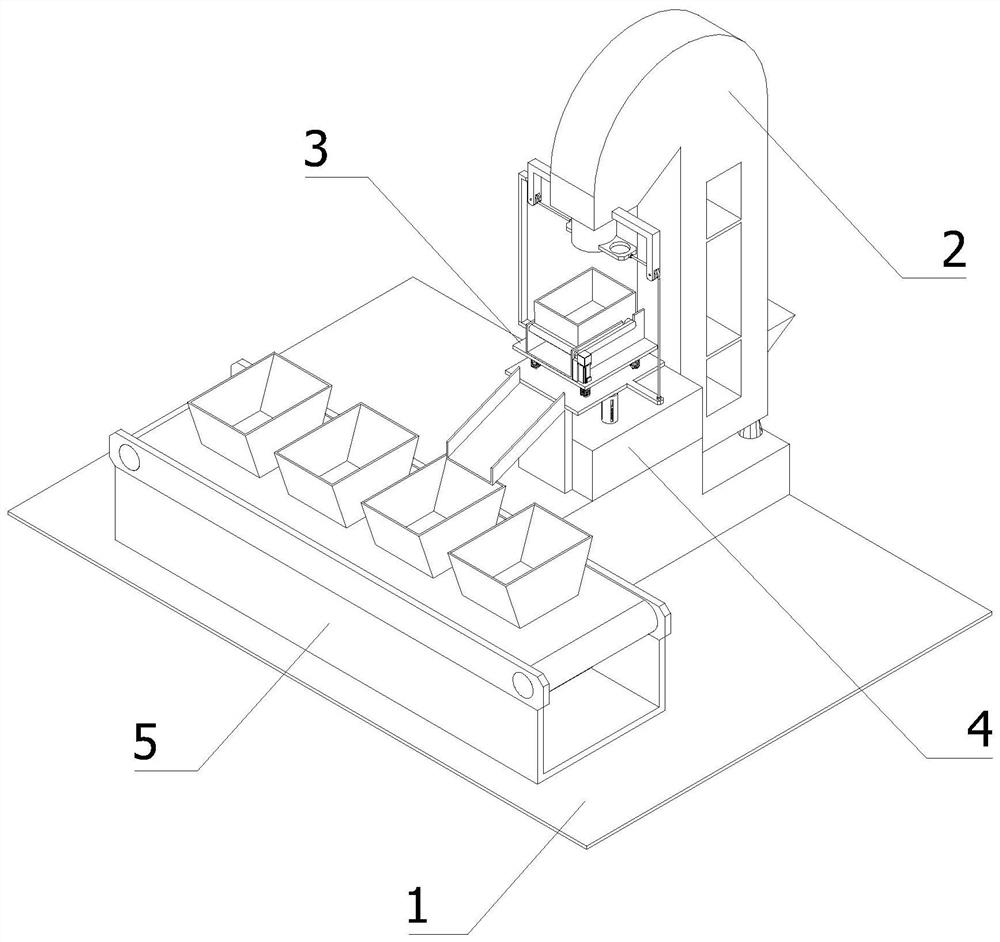
图1为本发明的立体图一;
图2为本发明的上料装置立体图;
图3为本发明的称量装置立体图;
图4为本发明的图3的立体分解图;
图5为本发明的出料装置立体图;
图6为本发明的升降装置立体图;
图7为本发明的图6的局部立体图;
图8为本发明的图7的立体分解图;
图9为本发明的支撑组件立体图;
图10为本发明的图9的立体分解图;
图11为本发明的闭合组件立体图;
图12为本发明的下料装置立体图;
图13为本发明的翻转装置立体图;
图14为本发明的下料组件立体图。
图中标号为:
1-底座;
2-上料装置;2a-自动上料机;2b-挡料板;2b1-通孔;
3-称量装置;3a-置料组件;3a1-称量斗;3a2-安装架;3a3-连接轴;3b-电子秤;3c-弹性组件;3c1-第一导向杆;3c2-第一弹簧;
4-出料控制装置;4a-升降装置;4a1-安装箱;4a2-第一伺服电机;4a3-蜗杆;4a4-蜗轮;4a41-螺纹孔;4a5-丝杆;4a6-升降板;4b-支撑组件;4b1-上套管;4b2-下套管;4b3-第二弹簧;4c-闭合组件;4c1-第一支撑架;4c2-第二支撑架;4c3-滑轮;4c4-第一钢丝绳;4c5-第二钢丝绳;4c6-连接杆;
5-下料装置;5a-传送装置;5b-下料组件;5b1-料斗;5b2-下料槽;5c-翻转装置;5c1-第二伺服电机;5c2-直角减速器;5c3-连杆。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
为了解决对物料自动称量后进行输送的技术问题,如图1、图3、图5所示,提供以下技术方案:
一种智能制造用自动称重装置,包括,
底座1;
上料装置2,上料装置2设置在底座1的上方,上料装置2用以对所需称量的装置进行上料;
称量装置3,称量装置3设置在上料装置2出料端口的正下方,称量装置3用以对从上料装置2落下的物料进行称量;
出料控制装置4,出料控制装置4设置在底座1与称量装置3之间,出料控制装置4用以对上量装置的出料端口的流速进行控制;
下料装置5,下料装置5设置在底座1上方,下料装置5用以对称量好的物料进行运输;
所述称量装置3包括有,置料组件3a、电子秤3b以及弹性组件3c;所述置料组件3a处于上料装置2的出料端口正下方,置料组件3a用以盛放待称量的物料;所述电子秤3b与置料组件3a的底部固定连接,电子秤3b用以称量置料组件3a内的物料进行称量;所述弹性组件3c设有若干个,若干弹性组件3c均布在电子秤3b底部,弹性组件3c用以吸收下落的物料对电子秤3b的冲击;
所述出料控制装置4包括有,升降装置4a、支撑组件4b以及闭合组件4c;所述升降装置4a的工作端与弹性组件3c连接,升降装置4a用以带动称量装置3在竖直方向上运动;所述支撑组件4b设有若干个,若干支撑组件4b均匀的固定在升降装置4a内,支撑组件4b用以对升降装置4a的输出端进行支撑;所述闭合组件4c与升降装置4a的工作端固定连接,闭合组件4c用以对上料装置2的出料端口进行控制。
具体的,电子秤3b、升降装置4a以及下料装置5均通过控电器电连接。工作人员启动自动称重装置,物料从上料装置2的出料端口落入到称量装置3的置料组件3a内。当物料从上料装置2的出料端口落入到置料组件3a内时,物料对下方的置料组件3a产生冲击力,从而影响固定在置料组件3a下方的电子秤3b的称量效果,因此设置在电子秤3b下方的弹性组件3c会吸收物料落下时产生的冲击力,最大程度上提高物料称量的精确度。当电子秤3b上的数值达到事先设定的数值时,控电器开始控制升降装置4a启动,升降装置4a带动固定在上方的称量装置3下降,直至到达下料装置5的工作范围内。在下降的过程中为了保持称量装置3的稳定性,升降装置4a的工作端下方安装有若干支撑组件4b,均布在升降装置4a底部的若干支撑组件4b会保持升降装置4a工作端的稳定性。同时升降装置4a的工作端在下降的时候,会为闭合组件4c提供动力,在升降装置4a的工作端下降的时候,闭合组件4c会拉动上料装置2的出料口阻挡物,直至出料口完全关闭。当物料称量好后,下料装置5的工作端会将置料组件3a内的物料翻到进下料装置5内,在由下料装置5将称量好的物料输送到下一工序内。完成上述称量工序后,升降装置4a会带动称量装置3复位,同时与升降装置4a工作端固定连接的闭合组件4c会反向拉动安装在上料装置2出料口的阻挡物,直至上料装置2的出料口被完全打开。
进一步的:
为了解决物料自动上料的技术问题,如图2、图5所示,提供以下技术方案:
上料装置2包括有,
自动上料机2a,自动上料机2a安装在底座1上,自动上料机2a用以对所需称量的物料进行自动上料;
挡料板2b,挡料板2b可沿水平滑动的安装在自动上料机2a的出料端口处。
具体的,挡料板2b上的一侧设有通孔2b1,当挡料上的通孔2b1处于自动上料机2a的出料端口内时,物料会通过挡料板2b上的通孔2b1落下,当升降装置4a带动闭合组件4c下降时,闭合组件4c会水平拉动挡料板2b,挡料板2b上的通孔2b1会逐渐从自动上料机2a的出料端口拉出,当挡料板2b上的通孔2b1被完全拉出时自动上料机2a的出料端口被封闭,此时物料被阻挡,无妨下落。
进一步的:
为了解决从自动上料机2a落下的物料放置的技术问题,如图4所示,提供以下技术方案:
置料组件3a包括有,
称量斗3a1,称量斗3a1设置在自动上料装置2的出料端口的正下方,称量斗3a1用以对落下的物料进行收集盛放;
安装架3a2,安装机设置在称量斗3a1的下方,且安装架3a2的底部与电子秤3b表面固定连接,安装架3a2用以安装称量斗3a1。
具体的,安装架3a2与称量斗3a1通过连接轴3a3转动连接,当落入到称量斗3a1内后的物料的质量达到设定的数值时,下料装置5的工作端将带动称量斗3a1绕安装架3a2旋转,以此将称量斗3a1内的物料翻倒进下料装置5内。
进一步的:
为了解决物料落下时产生的冲击力影响电子秤3b的称量效果的技术问题,如图4所示,提供以下技术方案:
弹性组件3c包括有,
第一导向杆3c1,第一导向杆3c1的顶部与电子秤3b的底部固定连接,且第一导向杆3c1穿过升降装置4a的工作端;
第一弹簧3c2,第一弹簧3c2套在第一导向杆3c1,且第一弹簧3c2处于电子秤3b与升降装置4a的工作端之间。
具体的,当物料落下时,处于电子秤3b和升降装置4a工作端之间的第一弹簧3c2会吸收置料组件3a对电子秤3b的冲击力,同时电子秤3b对第一弹簧3c2挤压的过程中,第一导向杆3c1会提高电子秤3b的稳定性。
进一步的:
为了解决置料组件3a升降的技术问题,如图6、图7、图8所示,提供以下技术方案:
升降装置4a包括有,
安装箱4a1,安装箱4a1固定在底座1上;
第一伺服电机4a2,第一伺服电机4a2安装在安装箱4a1内,第一伺服电机4a2用以提供驱动力;
蜗杆4a3,蜗杆4a3安装在安装箱4a1内,且蜗杆4a3的一端与第一伺服电机4a2的输出端固定连接;
蜗轮4a4,蜗轮4a4可转动的安装在安装箱4a1内,且蜗轮4a4与蜗杆4a3相适配,蜗轮4a4的中间设置有螺纹孔4a41;
丝杆4a5,丝杆4a5沿竖直方向穿过安装箱4a1,且丝杆4a5与蜗轮4a4内的螺纹孔4a41相适配;
升降板4a6,升降板4a6与丝杆4a5的顶部固定连接,且升降板4a6的上端与第一弹簧3c2的底部箱抵接。
具体的,当电子秤3b上的数值达到设定的数值后,第一伺服电机4a2启动,第一伺服电机4a2带动蜗杆4a3旋转,从而带动与蜗杆4a3相适配的蜗轮4a4旋转,当蜗轮4a4旋转时,与蜗轮4a4中间螺纹孔4a41相配合的丝杆4a5开始沿竖直方向向下移动,从而带动与丝杆4a5连接的升降板4a6竖直下降,以此实现安装在升降板4a6上方的称量装置3下降。
进一步的:
为了解决升降板4a6稳定移动的技术问题,如图9、图10所示,提供以下技术方案:
支撑组件4b包括有,
上管套,上管套固定在升降板4a6的底部;
下管套,下管套固定在安装箱4a1的上表面,且下管套与上管套同轴设置,下管套用以对上管套进行限位;
第二弹簧4b3,第二弹簧4b3安装在下管套内,且第二弹簧4b3的顶部与上管套的底部固定连接。
具体的,下管套中间的通孔2b1与上管套的外径相适配,当升降板4a6下降时,升降板4a6会同时带动上管套下降,此时上管套会对第二弹簧4b3进行压缩,在上管套下降的时候,下管套周边的凹槽会对上管套进行限位。
进一步的:
为了解决自动上料机2a出料可控制的技术问题,如图11所示,提供以下技术方案:
闭合组件4c包括有,
第一支撑架4c1,第一支撑架4c1安装在自动上料机2a的一侧表面上;
第二支撑架4c2,第二支撑架4c2安装在自动上料机2a的另一侧面;
滑轮4c3,滑轮4c3设有一对,一对滑轮4c3分别安装在第一支撑架4c1和第二支撑架4c2的底部位置;
连接杆4c6,连接杆4c6安装在升降板4a6上,且连接杆4c6与第二支撑架4c2处于同一侧;
第一钢丝绳4c4,第一钢丝绳4c4的一端与挡料板2b上靠近通孔2b1的一侧固定连接,第一钢丝绳4c4的另一端与下方升降板4a6固定连接;
第二钢丝绳4c5,第二钢丝绳4c5的一端与挡料板2b上的另一侧固定连接,且第二钢丝绳4c5的另一端与连接杆4c6的顶端固定连接。
具体的,第一钢丝绳4c4穿过第一支撑架4c1底部的滑轮4c3,第二钢丝绳4c5穿过第二支撑架4c2底部的滑轮4c3,当升降板4a6下降时,升降板4a6将会向下拉动第一钢丝绳4c4,在第一支撑架4c1底部的滑轮4c3作用下,挡料板2b将会向外抽出,直至挡料板2b上的通孔2b1完全被抽出,此时自动上料机2a的出料端口被完全遮挡。反之,当升降板4a6上升时,升降板4a6会带动连接杆4c6上升,此时连接杆4c6会向上拉动第二钢丝绳4c5,在第二支撑架4c2底部的滑轮4c3的作用下,挡料板2b将被反向抽回,直至自动上料机2a的出料端口被完全打开。
进一步的:
为了解决称量好后的物料自动下料的技术问题,如图12所示,提供以下技术方案:
下料装置5包括有,
传送装置5a,传送装置5a安装在底座1上,传送装置5a用以对已称量的物料进行输送;
下料组件5b,下料组件5b设置在传送装置5a上,下料组件5b用以放置物料;
翻转装置5c,翻转装置5c安装在安装架3a2上,翻转装置5c用以将称量斗3a1内的物料转送到下料组件5b内。
具体的,传送装置5a为普通传送带,当物料称量完成后,翻转装置5c会带动称量斗3a1旋转,在旋转的过程中称量斗3a1内的物料将会落入到下料组件5b内,再由传送装置5a带动下料组件5b内的物料输送到下一工序内。
进一步的:
为了解决称量完成后的物料放置的技术问题,如图14所示,提供以下技术方案:
下料组件5b包括有,
料斗5b1,料斗5b1设置有若干个,若干料斗5b1均布在传送装置5a上,料斗5b1用以放置称量完成后的物料;
下料槽5b2,下料槽5b2安装在底座1上,且下料槽5b2较低的一端处于料斗5b1的正上方。
具体的,当翻转装置5c带动称量斗3a1旋转时,称量斗3a1内的物料将会落到下料槽5b2内,物料将会沿着下料槽5b2滑落到传送装置5a上的料斗5b1内,再由传送装置5a带动料斗5b1内的物料传送到下一工序内,同时翻转装置5c带动称量斗3a1复位。
进一步的:
为了解决称量斗3a1下料时翻转的技术问题,如图13所示,提供以下技术方案:
翻转装置5c包括有,
第二伺服电机5c1,第二伺服电机5c1安装在安装架3a2的侧面;
直角减速器5c2,直角减速器5c2与第二伺服电机5c1安装在同一侧的安装架3a2上,且直角减速器5c2的输入端与第二伺服电机5c1的输出端固定连接;
连杆5c3,连杆5c3的一端与直角减速器5c2的输出端固定连接,连杆5c3的另一端与称量斗3a1转动连接。
具体的,当对称量斗3a1内的物料进行下料时,第二伺服电机5c1启动,在直角减速器5c2与连杆5c3的作用下,称量斗3a1开始绕着安装架3a2旋转,直至称量斗3a1内的物料全部落入到下料槽5b2上。
本发明的工作原理:
步骤一、工作人员启动自动称重装置,物料从上料装置2的出料端口落入到称量装置3的置料组件3a内。
步骤二、当物料从上料装置2的出料端口落入到置料组件3a内时,物料对下方的置料组件3a产生冲击力,从而影响固定在置料组件3a下方的电子秤3b的称量效果,因此设置在电子秤3b下方的弹性组件3c会吸收物料落下时产生的冲击力,最大程度上提高物料称量的精确度。
步骤三、当电子秤3b上的数值达到事先设定的数值时,控电器开始控制升降装置4a启动,升降装置4a带动固定在上方的称量装置3下降,直至到达下料装置5的工作范围内。
步骤四、在下降的过程中为了保持称量装置3的稳定性,升降装置4a的工作端下方安装有若干支撑组件4b,均布在升降装置4a底部的若干支撑组件4b会保持升降装置4a工作端的稳定性。
步骤五、同时升降装置4a的工作端在下降的时候,会为闭合组件4c提供动力,在升降装置4a的工作端下降的时候,闭合组件4c会拉动上料装置2的出料口阻挡物,直至出料口完全关闭。
步骤六、当物料称量好后,下料装置5的工作端会将置料组件3a内的物料翻到进下料装置5内,在由下料装置5将称量好的物料输送到下一工序内。完成上述称量工序后,升降装置4a会带动称量装置3复位,同时与升降装置4a工作端固定连接的闭合组件4c会反向拉动安装在上料装置2出料口的阻挡物,直至上料装置2的出料口被完全打开。
以上描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种智能制造用自动称重装置
- 一种自动称重装置及带自动称重装置的喷墨设备