一种铝板轧制机构
文献发布时间:2023-06-19 19:21:53
技术领域
本发明涉及轧制设备领域,尤其涉及一种铝板轧制机构。
背景技术
铝板是将铝块熔炼之后轧制而成的,铝板轧制之后再在铝板上冲压出铝圆片,铝圆片用于罐体的生产,例如:气雾罐。传统的冲压方法采用的是在单层铝板上进行冲压,所采用的铝板宽度较窄。但将铝板折叠后进行冲压,那么对于铝板的宽度要求就是传统宽度要求的两倍。
现有技术中,公开号为:CN201420788879.6的中国专利文献中提出了一种熔铸轧自动化生产线。采用熔炼炉将原料熔化成铝水,再通过铸造机将铝水凝固成铝板,最后铝板再依次进行热轧和冷轧。
由于铝板宽度更宽,使得铝板结构强度较弱,使得铝板在轧制的过程中容易出现弯曲、断裂和裂纹。这就对铝板的质量提出了更高的要求,如何保证铝板的轧制质量变得至关重要。
发明内容
针对上述现有技术的缺点,本发明的目的是提供一种铝板轧制机构,以解决现有技术中如何保证铝板的轧制质量的问题。
为实现上述目的,本发明的技术方案如下:
一种铝板轧制机构;
包括移动原料的移动机构、将原料熔炼为铝液的熔炼装置、保温铝液的保温装置、输送铝液的输送装置、将铝液凝固成铝板的铸造机构、冷轧铝板的第一轧制装置和热轧铝板的第二轧制装置;所述移动机构朝向所述熔炼装置进口;所述保温装置连通所述熔炼装置中间位置;所述输送装置的两端分别连通所述保温装置出口和所述铸造机构进口;所述第二轧制装置和所述第一轧制装置依次设置在所述铸造机构出口。
进一步的技术方案为:所述移动机构包括输送机、移动支架、夹持原料的夹头、移动所述夹头的第一驱动装置和扫描原料的第一摄像机构;所述输送机设置在所述熔炼装置与所述移动支架之间;所述第一驱动装置和所述第一摄像机构设置在所述移动支架上。
进一步的技术方案为:所述熔炼装置包括熔炼原料的熔炼炉、排出杂质的排渣口、回收杂质的收集槽、遮蔽所述排渣口的炉盖和压紧所述炉盖的压块;所述收集槽围绕所述熔炼炉底部设置;所述炉盖沿所述熔炼炉底部移动;所述压块旋转设置在所述熔炼炉上所述炉盖两侧。
进一步的技术方案为:所述输送装置包括输送铝液的输送通道、过滤杂质的滤板、向铝液流出方向倾斜的气孔和开闭所述输送通道靠近所述保温装置一端的阀门装置;所述滤板并列设置在所述输送通道内;所述气孔连通热气源;所述阀门装置旋转设置在所述输送通道上。
进一步的技术方案为:所述铸造机构包括铸造架、旋转设置在所述铸造架上的铸造轮、挤压铝液的成型块、移动铝液的入料板、驱动所述入料板振动的振动装置、冷却铝板的冷却槽和刮除所述铸造轮上残渣的刮板;所述成型块沿铸造轮旋转方向间隔设置在所述铸造架上;所述入料板向所述铸造轮延伸;所述入料板连接所述振动装置振动端;铝板移动穿过所述冷却槽;所述刮板贴合所述铸造轮。
进一步的技术方案为:所述第一轧制装置包括第一轧制架、轧制铝板的轮组、轧制铝板侧面的滚轮、驱动所述轮组旋转的第二驱动装置、驱动所述滚轮旋转的第三驱动装置和冷却铝板的冷却机构;所述轮组高低间隔旋转设置在所述第一轧制架上;一组所述滚轮旋转设置在所述第一轧制架上靠近所述轮组位置;另一组所述滚轮旋转设置在所述第一轧制架上所述轮组之间;所述轮组连接所述第二驱动装置驱动端;所述第三驱动装置设置在所述第一轧制架上;铝板移动穿过所述冷却机构。
进一步的技术方案为:所述轮组包括辊压铝板一面的主轴和辊压铝板另一面的副轴;所述主轴和所述副轴分别连接所述第二驱动装置驱动端;一组所述滚轮旋转设置在所述第一轧制架上所述副轴之间;
所述冷却机构包括储存液体的水槽、冷却液体的冷却装置和旋转设置在所述水槽上的输送轴;所述冷却装置沿铝板设置在所述水槽内;所述输送轴滚动接触铝板;所述水槽向铝板移入方向向下倾斜。
进一步的技术方案为:所述第二轧制装置包括第二轧制架、辊压铝板的第一辊轴、辊压铝板侧面的第二辊轴、驱动所述第一辊轴旋转的第四驱动装置和驱动所述第二辊轴旋转的第五驱动装置;所述第一辊轴水平倾斜旋转设置在所述第二轧制架上;所述第二辊轴旋转设置在所述第二轧制架上所述第一辊轴两端;所述第一辊轴连接所述第四驱动装置驱动端;所述第二辊轴连接所述第五驱动装置驱动端。
与现有技术相比,本发明的有益技术效果如下:(1)熔炼装置长时间熔炼原料后,原料中质量较重的杂质会沉入熔炼装置内的底部,由于保温装置连通的是熔炼装置底部的上方位置,随着时间的积累,铝液中质量较重的杂质越来越多,质量较重的杂质也会进入到保温装置内,并进入到输送装置内,从而减弱输送装置的过滤能力,通过定期的将排渣口打开,将熔炼装置内底部的杂质排出,避免质量较重的杂质进入保温装置内,从而完成铝液的粗过滤;(2)通过在输送通道内通入热气,通过热气将杂质吹起浮,通过滤板完成杂质的精过滤,避免杂质沉淀堆积在滤板左侧的下端,进而影响滤板的过滤效率,由于铝板的宽度较宽,铸造机构将铝液凝固成铝板的过程中,铝液的供应量较多,通过热气带动铝液快速的流动,保证了铝液的快速供应;(3)第九驱动装置驱动铸造轮旋转,通过先将铝液均匀聚集,轮槽内可以整个填满铝液,使得铝液在挤压过程中避免出现空档,保证了铝板的完整性;(4)当铝板移动至成型块和铸造轮之间,成型块和铸造轮对铝板进行挤压,铝板承受的摩擦力增大,当铝板移动至相邻成型块之间的空隙时,铝板承受的摩擦力得到释放,铝板再次移动至成型块和铸造轮之间,成型块和铸造轮重新对铝板进行挤压,通过多个成型块的设置避免铝板承受的摩擦力多大,避免铝板在挤压过程中发生挤压断裂;(5)由于铝板宽度较宽,当第二辊轴对铝板进行辊压时,会对铝板中间位置造成挤压,使得铝板中间位置向上或向下凸起,但本申请中由于将第一辊轴水平倾斜设置,当第二辊轴对铝板进行辊压时,第一辊轴也会对铝板的上下表面进行辊压,避免铝板出现凸起,铝板在同一时间同时承受第一辊轴的辊压力和第二辊轴的辊压力,铝板宽度较宽无法承受较大的辊压力,通过第五驱动装置驱动第二辊轴旋转,减轻了铝板承受的辊压力;(6)水槽内液体通过换热器可以降低温度,但此时液体无法实现铝板的快速降温,通过冷却装置将水槽内液体进一步降温,使得水槽内液体温度较低,同时水槽内液体是处于流动的状态,并不会发生凝结,水槽上温度传感器检测铝板温度,当检测到铝板温度过高时,水槽上温度传感器控制制冷片将冷却片的温度降低,使得水槽内液体温度降低;(7)铝板的宽度较宽,在对铝板前后两侧进行辊压时,容易造成铝板受挤压弯曲,通过轮组的高低差使得轮组在对铝板进行辊压的过程中,铝板可以进行弯曲,同时由于铝板处于弯曲状态时,可以增加铝板端面与滚轮的接触面积,通过增加接触面积,避免滚轮对铝板造成过大的挤压力。
附图说明
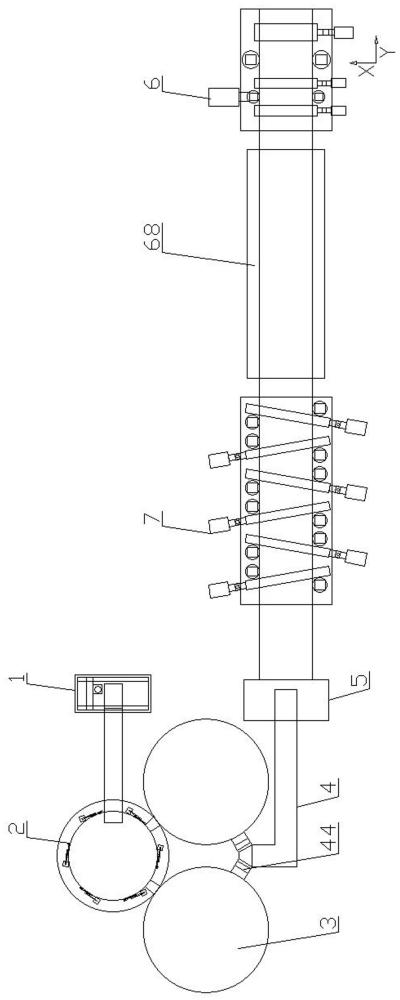
图1示出了本发明实施例铝板轧制机构的俯视结构图。
图2示出了本发明实施例移动机构的俯视结构图。
图3示出了图2中A处的主视结构图。
图4示出了本发明实施例熔炼装置的主视结构图。
图5示出了图4中B处的放大结构图。
图6示出了本发明实施例输送装置的主视结构图。
图7示出了本发明实施例铸造机构的主视结构图。
图8示出了本发明实施例第二轧制装置的俯视结构图。
图9示出了本发明实施例冷却机构的主视结构图。
图10示出了本发明实施例第一轧制装置的俯视结构图。
图11示出了本发明实施例第一轧制装置的主视结构图。
附图中标记:1、移动机构;11、输送机;12、移动支架;13、夹头;131、夹头架;132、夹块;133、夹头板;134、丝杆;135、第六驱动装置;136、活动位;137、导轨;138、滑块;14、第一驱动装置;141、直线模组;142、旋转平台;15、第一摄像机构;2、熔炼装置;21、熔炼炉;211、摆动架;212、第七驱动装置;213、第八驱动装置;22、排渣口;23、收集槽;24、炉盖;25、压块;3、保温装置;4、输送装置;41、输送通道;42、滤板;43、气孔;431、管道;44、阀门装置;5、铸造机构;51、铸造架;52、铸造轮;521、轮槽;522、第九驱动装置;53、成型块;54、入料板;55、振动装置;56、冷却槽;57、刮板;58、喷射头;59、测温机构;6、第一轧制装置;61、第一轧制架;62、轮组;63、滚轮;64、第二驱动装置;65、第三驱动装置;66、主轴;67、副轴;68、冷却机构;7、第二轧制装置;71、水槽;72、冷却装置;721、冷却片;722、制冷片;73、输送轴;74、第二轧制架;75、第一辊轴;76、第二辊轴;77、第四驱动装置;78、第五驱动装置。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的装置作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
图1示出了本发明实施例铝板轧制机构的俯视结构图。图2示出了本发明实施例移动机构的俯视结构图。图3示出了图2中A处的主视结构图。图4示出了本发明实施例熔炼装置的主视结构图。图5示出了图4中B处的放大结构图。图6示出了本发明实施例输送装置的主视结构图。图7示出了本发明实施例铸造机构的主视结构图。图8示出了本发明实施例第二轧制装置的俯视结构图。图9示出了本发明实施例冷却机构的主视结构图。图10示出了本发明实施例第一轧制装置的俯视结构图。图11示出了本发明实施例第一轧制装置的主视结构图。结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10和图11所示,本发明公开了一种铝板轧制机构。图中X的方向为本发明主视图的前端,图中Y的方向为本发明主视图的右端。
铝板轧制机构包括移动原料的移动机构1、将原料熔炼为铝液的熔炼装置2、保温铝液的保温装置3、输送铝液的输送装置4、将铝液凝固成铝板的铸造机构5、冷轧铝板的第一轧制装置6和热轧铝板的第二轧制装置7。移动机构1朝向熔炼装置2进口。保温装置3连通熔炼装置2中间位置。输送装置4的两端分别连通保温装置3出口和铸造机构5进口。第二轧制装置7和第一轧制装置6依次设置在铸造机构5出口。
原料包括铝块和铝板冲压后形成的铝废料。通过移动机构1将原料移动至熔炼装置2内进行熔炼。铝板在冲压之后将铝废料进行捆扎回收。铝废料和铝块的外观形状并不相同,通过移动机构1对铝废料和铝块进行区分,并将原料移动至熔炼装置2内。
若铝板中杂质较多,会造成铝板的变形,且铝板的宽度较宽,使得铝板极易变形,所以对铝板的质量要求较高。原料中包括铝废料通过二次利用避免材料的浪费,同时铝废料中杂质较多,原料熔炼为铝液后,熔炼装置2将带有杂质的铝液排出。
熔炼后的铝液进入保温装置3内进行保温。优选的,保温装置3为两组。铝板的宽度较宽,铸造机构5铸轧时铝液的需求量就高。通过保温装置3对铝液进行保温储存,保证充足的铝液供给量。
输送装置4将铝液中残留的杂质吹起伏后进行过滤,通过铸造机构5将铝液凝固成铝板,之后依次进行热轧和冷轧。保证了大宽度铝板的轧制质量。
移动机构1包括输送机11、移动支架12、夹持原料的夹头13、移动夹头13的第一驱动装置14和扫描原料的第一摄像机构15。输送机11设置在熔炼装置2与移动支架12之间。第一驱动装置14和第一摄像机构15设置在移动支架12上。
优选的,输送机11为网带输送机。优选的,第一摄像机构15为工业摄像头。
夹头13包括夹头架131、夹持原料的夹块132、滑动设置在夹头架131上的夹头板133、旋转设置在夹头架131上的丝杆134和驱动丝杆134旋转的第六驱动装置135。丝杆134旋转连接夹头板133。夹头板133上相对倾斜开设有活动位136。夹块132并列滑动设置在夹头架131上。夹块132沿活动位136内移动。
优选的,第六驱动装置135为电机。第六驱动装置135的驱动端设置第一皮带轮。丝杆134上设置第二皮带轮。第六驱动装置135通过皮带驱动丝杆134旋转。皮带分别绕设在第一皮带轮和第二皮带轮上。丝杆134通过螺母座旋转设置在夹头架131上。螺母座固定在夹头架131上。丝杆134上下贯穿螺母座。夹头板133的上端旋转设置旋转轮。旋转轮沿活动位136内滚动。
第六驱动装置135驱动丝杆134旋转,螺母座沿丝杆134上下移动带动夹头板133沿夹头架131上下滑动。旋转轮沿活动位136内滚动,带动夹块132相对靠近或远离,完成原料的夹持和松开。
原料的堆放较为密集,通过第一摄像机构15拍摄原料,对铝块和铝废料进行分辨,同时对第一驱动装置14驱动夹头13的移动路径做出规划。由于夹块132在相互靠近进行夹持时,是向下移动的。夹块132的两种运动状态是同时进行的,最大程度上减少了夹块132在夹持原料时其他原料的干涉。
由于铝块来料时是堆叠放置的,在夹持其中一个铝块时,有时会碰触到其他的铝块,使得夹持困难,通过夹块132同时相互靠近并向下移动,最大程度上减少了碰触到其他铝块的情况。铝废料同样也是堆叠放置的,也存在和铝块相同的情况,通过夹块132同时相互靠近并向下移动,最大程度上减少了碰触到其他铝废料的情况。
铝块和铝废料的堆放较为紧密交错,第一摄像机构15拍摄原料,第一摄像机构15将铝块和铝废料进行区分,第一摄像机构15根据和铝废料的分布情况,规划出第一驱动装置14驱动夹头13的移动路径,第一摄像机构15再将数据发送给第一驱动装置14,第一驱动装置14驱动夹头13完成规划路径的移动靠近原料,夹头13夹持住原料后,第一驱动装置14驱动夹头13完成规划路径的移动靠近输送机11,夹头13松开夹持原料,原料放置在输送机11上,输送机11将原料移入熔炼装置2。
夹头架131上设置导轨137。导轨137上滑动设置滑块138。滑块138一端左右方向开设第一滑槽。滑块138另一端上下方向开设第二滑槽。导轨137嵌入第一滑槽。夹块132上下方向置于第二滑槽。通过导轨137位置和活动位136对夹块132形成两点支撑。通过滑块138使得,夹块132沿导轨137左右滑动时,夹块132可以沿滑块138上下滑动,避免对活动位136形成干涉。
第一驱动装置14包括移动夹头13的直线模组141和旋转夹头13的旋转平台142。
直线模组141相互垂直交错设置。直线模组141带动夹头13左右移动、前后移动和上下移动。夹头13设置在旋转平台142的驱动端。
放置原料的料车推入移动支架12内,第一摄像机构15拍摄原料。直线模组141驱动旋转平台142和夹头13靠近原料,旋转平台142驱动夹头13旋转一定角度,方便夹头13夹持原料。夹头13夹持完原料后,直线模组141驱动旋转平台142、夹头13和原料靠近输送机11,夹头13松开夹持原料。
熔炼装置2包括熔炼原料的熔炼炉21、排出杂质的排渣口22、回收杂质的收集槽23、遮蔽排渣口22的炉盖24和压紧炉盖24压块25。收集槽23围绕熔炼炉21底部设置。炉盖24沿熔炼炉21底部移动。压块25旋转设置在熔炼炉21上炉盖24两侧。
优选的,排渣口22为多个。排渣口22围绕熔炼炉21的下端并列开设。收集槽23围绕熔炼炉21的下端设置。炉盖24滑动设置在熔炼炉21靠近排渣口22的位置。熔炼炉21上摆动设置有摆动架211。摆动架211的一端铰接炉盖24。摆动架211的另一端铰接有第七驱动装置212。第七驱动装置212的驱动端伸出或收缩带动摆动架211摆动,摆动架211摆动带动炉盖24上下移动,炉盖24将排渣口22打开或关闭。优选的,第七驱动装置212为气缸。
熔炼炉21上设置有第八驱动装置213。压块25向远离炉盖24的一端形成有延伸部。优选的,第八驱动装置213为气缸。第八驱动装置213的驱动端铰接延伸部。第八驱动装置213的驱动端伸出或收缩带动压块25往复转动。压块25旋转靠近炉盖24时,压块25压紧炉盖24。压块25旋转远离炉盖24时,压块25松开压紧炉盖24。
第八驱动装置213驱动压块25反向旋转一定角度,压块25不再压紧炉盖24,炉盖24将排渣口22打开后,熔炼炉21内底部的铝液流动到收集槽23内完成收集。炉盖24将排渣口22关闭后,第八驱动装置213驱动压块25转动一定角度,压块25重新压紧炉盖24。
收集槽23内收集的铝液经过过滤之后冷却,重新进入熔炼装置2内重新熔炼。
熔炼装置2长时间熔炼原料后,原料中质量较重的杂质会沉入熔炼装置2内的底部。由于保温装置3连通的是熔炼装置2底部的上方位置。随着时间的积累,铝液中质量较重的杂质越来越多,质量较重的杂质也会进入到保温装置3内,并进入到输送装置4内,从而减弱输送装置4的过滤能力。通过定期的将排渣口22打开,将熔炼装置2内底部的杂质排出,避免质量较重的杂质进入保温装置3内,从而完成铝液的粗过滤。
优选的,保温装置3为保温炉。保温装置3连通熔炼装置2底部的上方位置,熔炼装置2内铝液进入保温装置3时,避免底部的杂质进入保温装置3。
输送装置4包括输送铝液的输送通道41、过滤杂质的滤板42、向铝液流出方向倾斜的气孔43和开闭输送通道41靠近保温装置3一端的阀门装置44。滤板42并列设置在输送通道41内。气孔43连通热气源。阀门装置44旋转设置在输送通道41上。
输送通道41内滤板42相互间隔设置。输送通道41的左端连通保温装置3。输送通道41的右端连通铸造机构5。气孔43开设在输送通道41的下端。气孔43的上端向右倾斜。优选的,阀门装置44为电动蝶阀。通过阀门装置44可以完成两组保温装置3之间的切换。
保温装置3内铝液进入输送通道41内,铝液中的杂质通过滤板42进行过滤。气孔43上连通管道431。热气源的热气通过管道431进入输送通道41内。热气沿输送通道41自下而上流动,热气将铝液中的杂质吹起浮,避免铝液中的杂质的沉淀。由于气孔43的上端向右倾斜,热气会带动铝液从左向右流动。
管道431上设置温度传感器和流量传感器。输送通道41上设置温度传感器和流量传感器。管道431上温度传感器检测热气温度。管道431上流量传感器检测热气流量。考虑到热气温度的损耗,热气的温度需要高于输送通道41内铝液的温度3-5℃,热气在进入输送通道41内时,并不会造成铝液的凝固。输送通道41上设置温度传感器检测输送通道41内铝液温度,可以检测铝液的温度,当检测到铝液温度下降出现凝固时,调高热气源的温度。
保温装置3内铝液进入输送通道41内,保温装置3内铝液较多时,压差较大,铝液可以快速的进入输送通道41内,铝液沿输送通道41内快速流动进入铸造机构5。当保温装置3内铝液较少时,压差较小,输送通道41上流量传感器检测到铝液进入输送通道41内的速度减缓,此时加大热气的供应量,热气进入输送通道41内,热气带动铝液沿输送通道41内快速流动进入铸造机构5,热气从输送通道41的右端排出。
通过在输送通道41内通入热气,通过热气将杂质吹起浮,通过滤板42完成杂质的精过滤,避免杂质沉淀堆积在滤板42左侧的下端,进而影响滤板42的过滤效率。由于铝板的宽度较宽,铸造机构5将铝液凝固成铝板的过程中,铝液的供应量较多,通过热气带动铝液快速的流动,保证了铝液的快速供应。
铸造机构5包括铸造架51、旋转设置在铸造架51上的铸造轮52、挤压铝液的成型块53、移动铝液的入料板54、驱动入料板54振动的振动装置55、冷却铝板的冷却槽56和刮除铸造轮52上残渣的刮板57。成型块53沿铸造轮52旋转方向间隔设置在铸造架51上。入料板54向铸造轮52延伸。入料板54连接振动装置55振动端。铝板移动穿过冷却槽56。刮板57贴合铸造轮52。
铸造轮52围绕的外表面开设轮槽521。入料板54的一端朝向输送通道41。入料板54的另一端朝向轮槽521。入料板54上表面的右侧朝向输送通道41。入料板54左侧朝向轮槽521。优选的,振动装置55为振动器。入料板54位于铸造轮52右侧的上端。入料板54向铸造轮52方向倾斜,入料板54与铸造轮52之间形成夹角。输送通道41内铝液流出落在入料板54上,振动装置55驱动入料板54振动,铝液在入料板54上振动分散,铝液均匀聚集在入料板54与铸造轮52之间的夹角位置。
铸造架51上设置有第九驱动装置522。第九驱动装置522的驱动端连接铸造轮52。铝板宽度较窄时,输送通道41内铝液直接流出落在铸造轮52上,只要保证铝液流出的连续性,就能保证铝板的完整性。当铝板宽度较宽时,由于铝液的流动性,铝液落在铸造轮52上,无法在挤压之前流动到轮槽521的前后边缘,使得铝板的宽度无法达到要求。那么在铝板边缘就会形成缺口,这种缺口在挤压路径较短的时候还不会造成铝板的撕裂。在铝板挤压路径较长的时候,由于挤压的力较大,铝板会在缺口处形成撕裂。
第九驱动装置522驱动铸造轮52旋转,通过先将铝液均匀聚集,轮槽521内可以整个填满铝液,使得铝液在挤压过程中避免出现空档,保证了铝板的完整性。
由于铝板宽度较宽,成型块53需要挤压铝板的量较多,使得铝板的挤压路径较长,铝板的挤压路径大于铸造轮52周长的一半。铝板在挤压过程中需要承受的摩擦力较大,铝板断裂或是铝板表面出现裂纹的概率增加。铝板轧制机构中先通过将熔炼装置2内底部的杂质排出,在通过在输送装置4中通入热气并对铝液进行过滤,保证了铝液的质量,避免铝液出现杂质,提升了铝板抗变形的能力,但在通过成型块53和铸造轮52之间时,仍然存在挤压断裂的风险。
优选的,成型块53为多个。成型块53并列设置在铸造架51上铸造轮52的左侧。成型块53靠近铸造轮52一侧为圆弧形。成型块53靠近铸造轮52一侧与铸造轮52相互平行。相邻成型块53之间形成有间隙。
铝板轧制机构中采用多个成型块53间隔排列设置。当铝板移动至成型块53和铸造轮52之间,成型块53和铸造轮52对铝板进行挤压,铝板承受的摩擦力增大,当铝板移动至相邻成型块53之间的空隙时,铝板承受的摩擦力得到释放,铝板再次移动至成型块53和铸造轮52之间,成型块53和铸造轮52重新对铝板进行挤压,通过多个成型块53的设置避免铝板承受的摩擦力多大,避免铝板在挤压过程中发生挤压断裂。
冷却槽56内储存有冷却液,铝板移动穿过冷却槽56时,冷却液对铝板表面进行冷却。
刮板57分别向左侧的上端和左侧的下端延伸。刮板57的延伸抵靠轮槽521。刮板57位于铸造轮52的右侧。入料板54与铸造轮52之间聚集的铝液,有时会滴落在铸造轮52的右侧,刮板57将铝液刮除,避免铝液滴落在铝板上。铝板挤压过后在轮槽521上会粘连有铝残渣,铸造轮52旋转时会带动铝残渣与铝液接触,长时间的铝液挤压使得铝板的表面会产生缺陷。通过入料板54将铝残渣刮除。
铸造机构5还包括喷射冷却液的喷射头58和检测铝板温度的测温机构59。优选的,喷射头58为两组。一组喷射头58位于刮板57上两个延伸方向之间,喷射头58喷射冷却液,冷却液对铸造轮52进行冷却。另一组喷射头58位于成型块53的左侧,喷射头58喷射冷却液,冷却液对成型块53进行冷却。另一组喷射头58的喷射量沿铝板的移动方向逐渐增加。
优选的,测温机构59为测温传感器。测温机构59设置在铸造架51的右侧的上下两端。测温机构59分别检测铝板上下两面的温度。若检测铝板温度高于设定温度值则增加喷射头58喷射冷却液的量。若检测铝板温度低于设定温度值则减少喷射头58喷射冷却液的量,使得铝液经过铸造机构5的铸轧后可以成型为铝板,通过对铸造轮52和成型块53喷射冷却液,完成温度控制,保证了铝板铸轧的表面质量,提高了铝板的抗变形能力,使得后续铝板在进行热轧和冷轧时断裂和裂痕较难产生。
第二轧制装置7包括第二轧制架74、辊压铝板的第一辊轴75、辊压铝板侧面的第二辊轴76、驱动第一辊轴75旋转的第四驱动装置77和驱动第二辊轴76旋转的第五驱动装置78。第一辊轴75水平倾斜旋转设置在第二轧制架74上。第二辊轴76旋转设置在第二轧制架74上第一辊轴75两端。第一辊轴75连接第四驱动装置77驱动端。第二辊轴76连接第五驱动装置78驱动端。
优选的,第四驱动装置77为电机。优选的,第五驱动装置78为电机。第一辊轴75前后方向旋转设置在第二轧制架74上。第四驱动装置77通过联轴器连接第一辊轴75。第一辊轴75分别位于铝板的上下两侧。优选的,第一辊轴75为多组。左右相邻第一辊轴75相互交错水平倾斜。
第二辊轴76上下方向旋转设置在第二轧制架74上。第二辊轴76连接第五驱动装置78驱动端。第二辊轴76位于第一辊轴75的前后两端。
铝板通过第二轧制装置7时,第一辊轴75对铝板上下表面进行辊压,第二辊轴76对铝板前后表面进行辊压。由于第一辊轴75是水平倾斜的,当铝板通过第一辊轴75时,铝板先一侧辊压再过渡到整面辊压,使得铝板会向另一侧变形,通过第二辊轴76完成变形另一侧的端面辊压,并限制铝板向另一侧过渡变形。
当第一辊轴75的前端向左水平倾斜,铝板通过第一辊轴75时,铝板的前侧先接触第一辊轴75再过渡到整面的接触辊压,铝板受到第一辊轴75的挤压变形,之后通过第一辊轴75。铝板受辊压过程中向后侧变形,通过位于后侧的第二辊轴76对铝板的后端进行辊压,并限制铝板向后侧过渡变形。
当第一辊轴75的前端向右水平倾斜,铝板通过第一辊轴75时,铝板的后侧先接触第一辊轴75再过渡到整面的接触辊压,铝板受到第一辊轴75的挤压变形,之后通过第一辊轴75。铝板受辊压过程中向前侧变形,通过位于前侧的第二辊轴76对铝板的前端进行辊压,并限制铝板向前侧过渡变形。
由于铝板宽度较宽,当第二辊轴76对铝板进行辊压时,会对铝板中间位置造成挤压,使得铝板中间位置向上或向下凸起。但本申请中由于将第一辊轴75水平倾斜设置,当第二辊轴76对铝板进行辊压时,第一辊轴75也会对铝板的上下表面进行辊压,避免铝板出现凸起。铝板在同一时间同时承受第一辊轴75的辊压力和第二辊轴76的辊压力,铝板宽度较宽无法承受较大的辊压力,通过第五驱动装置78驱动第二辊轴76旋转,减轻了铝板承受的辊压力。
第一轧制装置6包括第一轧制架61、轧制铝板的轮组62、轧制铝板侧面的滚轮63、驱动轮组62旋转的第二驱动装置64、驱动滚轮63旋转的第三驱动装置65和冷却铝板的冷却机构68。轮组62高低间隔旋转设置在第一轧制架61上。一组滚轮63旋转设置在第一轧制架61上靠近轮组62位置。另一组滚轮63旋转设置在第一轧制架61上轮组62之间。轮组62连接第二驱动装置64驱动端。第三驱动装置65设置在第一轧制架61上。铝板移动穿过冷却机构68。
轮组62包括辊压铝板一面的主轴66和辊压铝板另一面的副轴67。主轴66和副轴67分别连接第二驱动装置64驱动端。一组滚轮63旋转设置在第一轧制架61上副轴67之间。
冷却机构68包括储存液体的水槽71、冷却液体的冷却装置72和旋转设置在水槽71上的输送轴73。冷却装置72沿铝板设置在水槽71内。输送轴73滚动接触铝板。水槽71向铝板移入方向向下倾斜。
水槽71为左右方向设置。铝板左右方向移动穿过水槽71。输送轴73前后方向旋转设置在水槽71上。冷却装置72左右方向设置在水槽71内。冷却装置72位于铝板的上下两侧。水槽71的右端为进水口,水槽71的左端为出水口。铝板从左至右穿过水槽71。液体从右至左沿水槽71流动。水槽71外接有换热器。水槽71的进水口连通换热器的出口。水槽71的出水口连通换热器的进口。
冷却装置72包括设置在水槽71上的冷却片721和设置在冷却片721上的制冷片722。
优选的,制冷片722为半导体制冷片。制冷片722设置在冷却片721的一端。冷却片721的另一端浸入水槽71内液体。
水槽71上还设置有温度传感器。水槽71上温度传感器检测铝板温度。铝板在冷轧之前需要进行快速的冷却。水槽71内液体通过换热器可以降低温度,但此时液体无法实现铝板的快速降温。通过冷却装置72将水槽71内液体进一步降温,使得水槽71内液体温度较低。同时水槽71内液体是处于流动的状态,并不会发生凝结。水槽71上温度传感器检测铝板温度,当检测到铝板温度过高时,水槽71上温度传感器控制制冷片722将冷却片721的温度降低,使得水槽71内液体温度降低。
铝板左右方向移动穿过第一轧制架61。优选的,轮组62为两组。优选的,第二驱动装置64为电机。优选的,第三驱动装置65为电机。两组轮组62之间存在高低差。位于左侧轮组62的高度高于位于右侧轮组62的高度。
位于左侧轮组62包括一组主轴66和两组副轴67。主轴66辊压铝板下表面。副轴67辊压铝板上表面。两组副轴67分别位于主轴66上端的左右两侧。
位于右侧轮组62包括一组主轴66和一组副轴67。主轴66辊压铝板下表面。副轴67辊压铝板上表面。副轴67位于主轴66上端。
滚轮63对位于左侧轮组62的副轴67之间铝板的端面进行辊压和对轮组62之间铝板的端面进行辊压。
铝板的宽度较宽,在对铝板前后两侧进行辊压时,容易造成铝板受挤压弯曲。通过轮组62的高低差使得轮组62在对铝板进行辊压的过程中,铝板可以进行弯曲。同时由于铝板处于弯曲状态时,可以增加铝板端面与滚轮63的接触面积。通过增加接触面积,避免滚轮63对铝板造成过大的挤压力。
铝板通过第一轧制装置6的冷轧之后通过收卷机完成回收。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。