一种铜制配件的加工设备及加工方法
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及配件加工技术领域,具体为一种铜制配件的加工设备及加工方法。
背景技术
五金配件指用五金制作成的机器零件或部件,以及一些小五金制品,可以单独用途,也可以做协助用具,作为工业制造的配套产品、半成品以及生产过程所用工具等等。五金配件中的大部分都是铜制品,其中又有一小部分由其他的常见金属制成;在完成了五金配件的初步加工后,为了提高精度,还需要进一步的进行打磨和在加工。
在由打磨机构对待加工件进行打磨时,会产生大量的碎屑,这些碎屑如果不及时清理,可能会对人体产生伤害,也可能会对待加工件加工造成影响,最终降低对待加工件(以铜制配件为例)的打磨效率。
为此,提供了一种铜制配件的加工设备及加工方法。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种铜制配件的加工设备及加工方法,通过将打磨箱体内的碎屑清理至打磨箱体内底端;调节组件的包括外套管,在外套管底端可拆卸连接有加工组件,加工组件包括可向筒状壳圆心处移动的打磨机构,打磨机构移动至待加工件的外部,并使打磨机构延伸至高速旋转的待加工件的表面;清理组件,清理组件包括底端向打磨箱体内底面延伸的第二毛刷,在打磨箱体的内底面存在碎屑时,将打磨箱体内底端碎屑或者粉尘清理至待加工件的下方;对打磨箱体的内部形成完全性的清理,减少碎屑对待加工件的打磨及对外部的环境的影响,减少用户的清理难度,也提高对待加工件的打磨效率,解决了背景技术中的问题。
(二)技术方案
为实现以上目的,本发明通过以下技术方案予以实现:一种铜制配件的加工设备,包括加工设备主体;所述加工设备主体包括加工设备机架,在加工设备机架的上方设置有第一电机,所述第一电机的输出端处同轴转动有第一传动杆,所述第一传动杆的输出端可拆卸连接有待加工件,所述待加工件的外部设置有两端开口的打磨箱体,与所述打磨箱体的相邻位置上设置有散热组件,散热组件包括清理结构,将打磨箱体内的碎屑清理至打磨箱体内底端;在所述打磨箱体的内顶端设置有调节组件,调节组件的包括有沿着打磨箱体的长度方向来回移动的外套管;
在外套管底端可拆卸连接有加工组件,所述加工组件包括筒状壳及第三电机,在第三电机输出端处通过联动件连接有可向筒状壳圆心处移动的打磨机构,通过外套管将打磨机构移动至待加工件的外部,并使打磨机构延伸至高速旋转的待加工件的表面;
在所述筒状壳底端设置有清理组件,所述清理组件包括底端向打磨箱体内底面延伸的第二毛刷,在打磨箱体的内底面存在碎屑时,所述第二毛刷底端沿着打磨箱体的底面移动,将打磨箱体内底端碎屑或者粉尘清理至待加工件的下方;
还包括:检测单元、分析处理单元、控制单元;在将打磨待加工件后产生碎屑清理至打磨箱体的内底面后,由检测单元对打磨箱体表面留存的碎屑进行检测,形成碎屑检测信息集;将碎屑检测信息发送至分析处理单元,由分析处理单元对获取的碎屑检测信息进行评估及判断;如果判断需要对打磨箱体内部的碎屑进行清理,则输出判断结果;由控制单元形成相应的控制指令,通过调节组件调整加工组件的位置,使清理组件对打磨箱体内的碎屑形成清理。
进一步的,所述散热组件包括输气泵、吸气泵、电动伸缩杆、第一毛刷;
在所述打磨箱体的两侧分别设置输气泵及吸气泵,所述输气泵与第一电机同侧并位于打磨箱体的上方,向打磨箱体的内部输入水蒸气,在打磨箱体的另一侧嵌合设置有吸气泵,所述吸气泵从打磨箱体的内部吸出气体;在所述输气泵输入水蒸气后,吸气泵从打磨箱体中吸入气流,引导空气穿入筒状壳,将空气中飘浮状态的碎屑从待加工件的表面及筒状壳的内部带走;在所述待加工件的下方设置有电动伸缩杆,所述电动伸缩杆的可拆卸设置有第一毛刷。
进一步的,所述调节组件包括位于打磨箱体内顶端的第二电机,在第二电机的输出端处同轴转动有外套筒,在外套筒的外部的开设有往复螺旋槽,在外套筒的外部还套设有外套管,外套管的顶端沿着打磨箱体顶端滑动,外套管底端可拆卸连接有加工组件;在外套管内一侧设置有限位滑动块,所述限位滑动块与往复螺旋槽相适配。
进一步的,所述联动件包括位于筒状壳输出端外部的第三电机,在第三电机的一侧转动设置有双面齿环,双面齿环的外圈与第三电机相啮合;所述打磨机构滑动设置于筒状壳的表面并位于双面齿环的一侧,在打磨机构的一侧表面紧密贴合有齿条,筒状壳相对于打磨机构的一侧转动设置有第一齿轮,第一齿轮的一侧与齿条啮合,而另一侧与双面齿环的内圈相啮合。
进一步的,所述清理组件包括可拆卸设置于筒状壳底端一侧的清理架,所述清理架的底端一侧设置有输出动力的第四电机,所述第二毛刷的上方可拆卸设置有第三连杆,在第四电机与第三连杆之间设置有传动件,在第四电机输出动力的时,使第二毛刷以水平的姿态向远离第四电机的一侧移动,并以竖直的姿态返回,将打磨箱体内底面的碎屑带动至待加工件的下方,从而完成对打磨箱体内底面的水分及碎屑的清理。
进一步的,所述传动件包括与第四电机的输出端同轴转动的第一连杆,第一连杆远离第四电机的一端铰接有第二连杆;在所述清理架的上表面开设有呈浅口U型的第一限位滑槽,所述第一限位滑槽内部滑动设置第一限位滑块,所述第一限位滑块在滑动至第一限位滑槽的两端时会形成调转;
在所述第一限位滑槽的下方设置有第二限位滑槽,第二限位滑槽内部滑动设置有第二限位滑块,所述第二连杆的端部与第二限位滑块表面活动连接;在所述第二限位滑块与第一限位滑块之间通过第四连杆活动连接;所述第三连杆的顶端与第四连杆在第二限位滑块表面的端部固定连接。
进一步的,所述检测单元包括位置检测模块及碎屑检测模块,其中,由所述碎屑检测模块对打磨箱体内部的碎屑进行检测,如果打磨箱体的内部存在碎屑,则依据碎屑的分布,由分类器将碎屑分割为若干个区域,形成碎屑群落信息;由位置检测模块确定各个碎屑群落的覆盖面积MJ,以及该区域面积内的碎屑量L;依据碎屑群落信息,由所述位置检测模块依据群落信息,对各个碎屑区域进行定位,形成位置信息;获取碎屑群落的覆盖面积MJ及碎屑量L,建立碎屑检测信息集。
进一步的,所述分析处理单元包括评估模块、判断模块及分析模块,其中;将碎屑检测信息集发送至评估模块,由评估模块获取覆盖面积MJ及碎屑量L,进行无量纲化处理后,关联形成碎屑影响系数SP,碎屑影响系数SP的形成方式符合如下公式:
进一步的,由判断模块获取碎屑影响系数SP,在碎屑影响系数SP大于相应的阈值时,将碎屑影响系数SP大于相应阈值的区域确定为异常区域;在对打磨箱体的内部进行清理时,优先对异常区域进行清理;
由判断模块输出判断结果,控制单元获取判断结果及异常区域的位置信息,形成相应控制指令,通过调节组件调整加工组件的位置,使清理组件对打磨箱体内异常区域的碎屑形成清理;
在异常区域的数量大于阈值且在清理时间低于预期时,将异常区域的碎屑影响系数SP发送至分析模块,由分析模块对若干个碎屑影响系数SP进行排序,形成排序结果并输出;
依据排序结果,由控制单元形成控制指令,依据异常区域的位置信息及排序结果,通过调节组件及加工组件依次将清理组件调整至预期的位置上,通过第二毛刷沿着打磨箱体的底面移动;依次的对若干个异常区域的碎屑进行清理。
一种铜制配件的加工方法,包括如下步骤:
步骤一、在打磨箱体内将待加工件安装在第一传动杆的输出端,调节组件的将向筒状壳调节至待加工件的外部,由打磨机构对待加工件进行打磨,直至打磨初步完成;
步骤二、由电动伸缩杆推动第一毛刷,对待加工件的外部进行清理;再由输气泵向打磨箱体内输入水蒸气,吸气泵从打磨箱体中吸入气流,引导空气穿入筒状壳,将空气中飘浮状态的碎屑从待加工件的表面及筒状壳的内部带走;
步骤三、由所述碎屑检测模块对打磨箱体内部的碎屑进行检测,如果打磨箱体的内部存在碎屑,获取碎屑群落的覆盖面积MJ及碎屑量L,建立碎屑检测信息集;将碎屑检测信息集发送至评估模块,形成碎屑影响系数SP;
步骤四、在碎屑影响系数SP大于相应的阈值时,将碎屑影响系数SP大于相应阈值的区域确定为异常区域;在对打磨箱体的内部进行清理时,优先对异常区域进行清理;
调整加工组件的位置,使清理组件对打磨箱体内异常区域的碎屑形成清理;
步骤五、在异常区域的数量大于阈值且在清理时间低于预期时,将异常区域的碎屑影响系数SP发送至分析模块,由分析模块对若干个碎屑影响系数SP进行排序,形成排序结果并输出;
依据排序结果,由控制单元形成控制指令,依据异常区域的位置信息及排序结果,依次将清理组件调整至预期的位置上,通过第二毛刷沿着打磨箱体的底面移动;依次的对若干个异常区域的碎屑进行清理。
(三)有益效果
本发明提供了一种铜制配件的加工设备及加工方法。具备以下有益效果:
由第一毛刷对待加工件进行清理,将待加工件表面的清理干净,减少碎屑对待加工件打磨时的干扰,提高待加工件的加工及打磨的效果;
利用吸气泵的辅助,水蒸气在打磨箱体的内部快速流动,将筒状壳内部的打磨后产生的碎屑吹出,而由于碎屑与水蒸气相结合形成水珠,水珠在自重的作用下,利用气流对待加工件表面及筒状壳内部的碎屑完成清理;由于水蒸气能够对打磨箱体内部处于漂浮状态下的碎屑形成凝结清理,避免碎屑散逸到空气中,引起空气污染或者对用户的身体造成损害,同时气流也能够对待加工件的表面及打磨机构的表面形成降温,避免打磨机构的表面形成回火,影响打磨机构的使用寿命。
通过对筒状壳的位置进行调整,使打磨机构对待加工件的不同位置进行打磨加工,提高对待加工件的打磨效率,通过调整加工组件的位置,使第二毛刷能够对打磨箱体不同的位置形成清理,确保对打磨箱体清理的更加全面;利用第二毛刷将碎屑推移到待加工件的下方位置,也方便整体性清理,提高碎屑的清理效率。
待加工件在被打磨并出现碎屑时,碎屑会停留在筒状壳的内部,不会向外部散逸,减少碎屑在外部环境的影响,在调节组件的配合下,利用筒状壳的移动,能够待加工件外部所有位置进行打磨,且打磨机构设置有多个,也能够实现对待加工件进行全方位的打磨;从而提高对待加工件的打磨效率。
使用时,在对待加工件表面进行清理,对筒状壳的内部进行清理,并对打磨箱体内漂浮状态的碎屑清理的基础上,继续将打磨箱体内底面的碎屑清理,从而对打磨箱体的内部形成完全性的清理,减少碎屑对待加工件的打磨及对外部的环境的影响,减少用户的清理难度,也提高对待加工件的打磨效率。
附图说明
图1为本发明配件的加工设备的正视结构示意图;
图2为本发明打磨箱体处剖视结构示意图;
图3为本发明图2中的A处结构放大示意图;
图4为本发明清理组件的剖视结构示意图;
图5为本发明图4中的B处结构放大示意图;
图6为本发明加工组件的剖视结构示意图;
图7为本发明图6中的C处结构放大示意图;
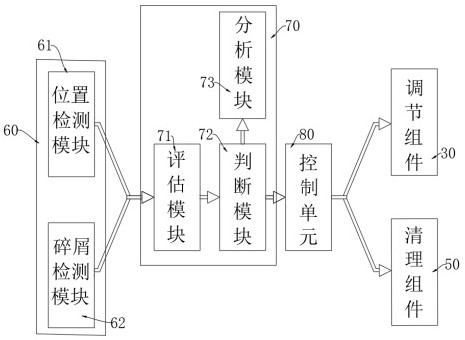
图8为本发明加工设备的工作流程示意图。
图中:
10、加工设备主体;11、加工设备机架;12、第一电机;13、第一传动杆;14、待加工件;15、打磨箱体;
20、散热组件;21、输气泵;22、吸气泵;23、电动伸缩杆;24、第一毛刷;
30、调节组件;31、第二电机;32、第二传动杆;33、外套筒;34、往复螺旋槽;35、外套管;36、限位动滑块;
40、加工组件;41、筒状壳;42、第三电机;43、打磨机构;44、双面齿环;45、第一齿轮;46、第二齿轮;47、齿条;
50、清理组件;51、清理架;52、第四电机;53、第一连杆;54、第二连杆;55、第三连杆;56、第一限位滑槽;57、第一限位滑块;58、第二限位滑槽;59、第二限位滑块;510、第二毛刷;511、第四连杆;
60、检测单元;61、位置检测模块;62、碎屑检测模块;70、分析处理单元;71、评估模块;72、判断模块;73、分析模块;80、控制单元。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
请参阅图1-8,本发明提供一种铜制配件的加工设备,包括加工设备主体10;所述加工设备主体10包括加工设备机架11,在加工设备机架11的上方设置有第一电机12,所述第一电机12的输出端处同轴转动有第一传动杆13,所述第一传动杆13的输出端可拆卸连接有待加工件14,所述待加工件14即为铜制配件,其中,铜制配件可能为各种形状,也正因此,需要铜制配件进行加工,而在对铜制配件进行加工时,会产生大量的金属碎屑,这些金属碎屑如果不及时清理,可能会对人体产生伤害,也可能会对待加工件14加工造成影响;当然,需要说明的是,加工设备通常不仅仅只用于加工铜配件,其他的金属或者非金属配件也可以加工;
因此,实施例的以下内容中,所述待加工件14不仅仅指代铜制配件,至少也指代其他的金属配件;在所述待加工件14的外部设置有两端开口的打磨箱体15,所述打磨箱体15用于在对待加工件14进行打磨时,隔绝产生的碎屑,避免产生粉尘,便于清理;与所述打磨箱体15的相邻位置上设置有散热组件20,所述散热组件20包括清理结构,对打磨前后的待加工件14进行清理,将打磨箱体15内的碎屑清理至打磨箱体15内底端;
在所述打磨箱体15的内顶端设置有调节组件30,调节组件30包括有沿着打磨箱体15的长度方向来回移动的外套管35;在外套管35底端可拆卸连接有加工组件40;
所述加工组件40包括筒状壳41及用于输出动力的第三电机42,在第三电机42输出端处通过联动件连接有可向筒状壳41圆心处移动的打磨机构43,在需要对待加工件14进行打磨时,通过外套管35将打磨机构43移动至待加工件14的外部,并使打磨机构43延伸至高速旋转的待加工件14的表面;
在所述筒状壳41底端设置有清理组件50,所述清理组件50包括底端向打磨箱体15内底面延伸的第二毛刷510,在打磨箱体15的内底面存在碎屑时,所述第二毛刷510底端沿着打磨箱体15的底面移动,将打磨箱体15内底端碎屑或者粉尘清理至待加工件14的下方;
参考图8,还包括所述检测单元60、分析处理单元70、控制单元80;
在将打磨待加工件14后产生碎屑清理至打磨箱体15的内底面后,由检测单元60对打磨箱体15表面留存的碎屑进行检测,形成碎屑检测信息集;将碎屑检测信息发送至分析处理单元70,由分析处理单元70对获取的碎屑检测信息进行评估及判断;如果判断需要对打磨箱体15内部的碎屑进行清理,则输出判断结果;由控制单元80形成相应的控制指令,通过调节组件30调整加工组件40的位置,使清理组件50对打磨箱体15内的碎屑形成清理。
参考图1及图2,所述散热组件20包括输气泵21、吸气泵22、电动伸缩杆23、第一毛刷24;其中,
在所述打磨箱体15的两侧分别设置输气泵21及吸气泵22,所述输气泵21与第一电机12同侧并位于打磨箱体15的上方,向打磨箱体15的内部输入水蒸气,在打磨箱体15的另一侧嵌合设置有吸气泵22,所述吸气泵22从打磨箱体15的内部吸出气体;
其中,在所述输气泵21输入水蒸气后,吸气泵22从打磨箱体15中吸入气流,引导空气穿入筒状壳41,将空气中飘浮状态的碎屑从待加工件14的表面及筒状壳41的内部带走;
在所述待加工件14的下方设置有电动伸缩杆23,所述电动伸缩杆23的可拆卸设置有第一毛刷24。
使用时,在需要对待加工件14表面进行清理时,启动第一电机12,使待加工件14处于旋转状态,利用电动伸缩杆23推动第一毛刷24,使第一毛刷24与待加工件14相接触,从而由第一毛刷24对待加工件14进行清理,将待加工件14表面的清理干净,减少碎屑对待加工件14打磨时的干扰,提高待加工件14的加工及打磨的效果;
由所述输气泵21向打磨箱体15的内部输入水蒸气后,利用吸气泵22的辅助,水蒸气在打磨箱体15的内部快速流动,将筒状壳41内部的打磨后产生的碎屑吹出,而由于碎屑与水蒸气相结合形成水珠,水珠在自重的作用下,利用气流对待加工件14表面及筒状壳41内部的碎屑完成清理;同时,由于水蒸气能够对打磨箱体15内部处于漂浮状态下的碎屑形成凝结清理,避免碎屑散逸到空气中,引起空气污染或者对用户的身体造成损害,同时气流也能够对待加工件14的表面及打磨机构43的表面形成降温,避免打磨机构43的表面形成回火,影响打磨机构43的使用寿命。
参考图2及图3,所述调节组件30包括第二电机31、第二传动杆32、外套筒33、往复螺旋槽34及外套管35;其中,
所述调节组件30包括位于打磨箱体15内顶端用于输出动力的第二电机31,在第二电机31的输出端处同轴转动有外套筒33,在外套筒33的外部的开设有往复螺旋槽34,在外套筒33的外部还套设有外套管35,外套管35的顶端沿着打磨箱体15顶端滑动,外套管35底端可拆卸连接有加工组件40;在外套管35内一侧设置有限位滑动块36,所述限位滑动块36与往复螺旋槽34相适配,也即是限位滑动块36沿着往复螺旋槽34的内部滑动,最终实现外套管35沿着外套筒33的长度方向来回移动。
使用时,当需要对待加工件14形成打磨的时候,依据对待加工件14的打磨位置,对加工组件40的位置形成调整时,启动第二电机31输出动力,使第二传动杆32及外套筒33处于旋转状态,基于往复螺旋槽34与限位滑动块36配合,能够对外套管35及筒状壳41的位置进行调整;
在使用时,一方面,通过对筒状壳41的位置进行调整,能够使打磨机构43对待加工件14的不同位置进行打磨加工,提高对待加工件14的打磨效率,另一方面,通过调整加工组件40的位置,也能够对清理组件50的位置形成调整,从而使第二毛刷510能够对打磨箱体15不同的位置形成清理,确保对打磨箱体15清理的更加全面;利用第二毛刷510将碎屑推移到待加工件14的下方位置,也方便整体性清理,提高碎屑的清理效率。
参考图6及图7,所述加工组件40包括筒状壳41、第三电机42、打磨机构43、双面齿环44及第一齿轮45、第二齿轮46、齿条47;其中,
所述联动件包括位于筒状壳41输出端外部的第三电机42,在第三电机42的一侧转动设置有双面齿环44,双面齿环44的外圈与第三电机42相啮合;
所述打磨机构43滑动设置于筒状壳41的表面并位于双面齿环44的一侧,在打磨机构43的一侧表面紧密贴合有齿条47,筒状壳41相对于打磨机构43的一侧转动设置有第一齿轮45,第一齿轮45的一侧与齿条47啮合,而另一侧与双面齿环44的内圈相啮合。
于是,需要打磨机构43对待加工件14进行打磨时,由第三电机42带动第二齿轮46旋转,利用第二齿轮46与双面齿环44的配合,第一齿轮45与双面齿环44的配合,及第一齿轮45与齿条47的配合,实现打磨机构43向筒状壳41内圈处移动,在打磨机构43与待加工件14接触,且待加工件14处于相对移动及旋转的状态时,形成打磨。
使用时,通过将待加工件14深入筒状壳41的内部,所述待加工件14在被打磨并出现碎屑时,碎屑会停留在筒状壳41的内部,不会向外部散逸,减少碎屑在外部环境的影响,在待加工件14被加工完毕后,配合输气泵21及吸气泵22的条件下,能够实现集中的清理;在调节组件30的配合下,利用筒状壳41的移动,能够待加工件14外部所有位置进行打磨,且打磨机构43设置有多个,也能够实现对待加工件14进行全方位的打磨;从而提高对待加工件14的打磨效率。
参考图2、图4及图5,所述清理组件50包括清理架51、第四电机52、第一连杆53、第二连杆54、第三连杆55及第一限位滑槽56、第一限位滑块57、第二限位滑槽58、第二限位滑块59、第二毛刷510及第四连杆511;其中,
所述清理组件50包括可拆卸设置于筒状壳41底端一侧的清理架51,所述清理架51的底端一侧设置有输出动力的第四电机52,所述第二毛刷510的上方可拆卸设置有第三连杆55,在第四电机52与第三连杆55之间设置有传动件,在第四电机52输出动力的时,使第二毛刷510以水平的姿态向远离第四电机52的一侧移动,并以竖直的姿态返回,将打磨箱体15内底面的碎屑带动至待加工件14的下方,从而完成对打磨箱体15内底面的水分及碎屑的清理。
其中,所述传动件包括与第四电机52的输出端同轴转动的第一连杆53,第一连杆53远离第四电机52的一端铰接有第二连杆54;在所述清理架51的上表面开设有呈浅口U型的第一限位滑槽56,所述第一限位滑槽56内部滑动设置第一限位滑块57,其中,所述第一限位滑块57在滑动至第一限位滑槽56的两端时会形成调转;在所述第一限位滑槽56的下方设置有第二限位滑槽58,第二限位滑槽58内部滑动设置有第二限位滑块59,所述第二连杆54的端部与第二限位滑块59表面活动连接;在所述第二限位滑块59与第一限位滑块57之间通过第四连杆511活动连接;所述第三连杆55的顶端与第四连杆511在第二限位滑块59表面的端部固定连接。
使用时,当需要对打磨箱体15内底面的碎屑及水分进行清理时,启动第四电机52输出动力,利用第二限位滑块59与第二限位滑槽58的配合,及第一限位滑槽56与第一限位滑块57的配合,对第二毛刷510的位置及姿态形成调整,使第二毛刷510以水平的姿态向远离第四电机52的一侧移动,并以竖直的姿态返回,将打磨箱体15内底面的碎屑带动至第四电机52的下方,完成对打磨箱体15内底面的水分及碎屑的清理;考虑到第二毛刷510的单一行程会比较短,因此通过加工组件40及调节组件30的配合,由第二毛刷510将打磨箱体15内底端的碎屑及水分清理至待加工件14的一侧,由此,将打磨箱体15内部所有的碎屑全部清理完毕。
使用时,在对待加工件14表面进行清理,对筒状壳41的内部进行清理,并对打磨箱体15内漂浮状态的碎屑清理的基础上,继续将打磨箱体15内底面的碎屑清理,从对打磨箱体15的内部形成完全性的清理,减少碎屑对待加工件14的打磨及对外部的环境的影响,减少用户的清理难度,也提高对待加工件14的打磨效率。
参考图5,所述检测单元60包括位置检测模块61及碎屑检测模块62,其中,
由所述碎屑检测模块62对打磨箱体15内部的碎屑进行检测,如果打磨箱体15的内部存在碎屑,则依据碎屑的分布,由分类器将碎屑分割为若干个区域,形成碎屑群落信息;由位置检测模块61确定各个碎屑群落的覆盖面积MJ,以及该区域面积内的碎屑量L;
依据碎屑群落信息,由所述位置检测模块61依据群落信息,对各个碎屑区域进行定位,形成位置信息;获取碎屑群落的覆盖面积MJ及碎屑量L,建立碎屑检测信息集。
使用时,依据形成的碎屑检测信息集,在打磨箱体15的内部有金属碎屑时,能够对打磨箱体15的内部是否做出清理做出判断。
参考图8,所述分析处理单元70包括评估模块71、判断模块72及分析模块73,其中;
将碎屑检测信息集发送至评估模块71,由评估模块71获取覆盖面积MJ及碎屑量L,进行无量纲化处理后,关联形成碎屑影响系数SP;
其中,碎屑影响系数SP的形成方式符合如下公式:
需要说明的是,由本领域技术人员采集多组样本数据并对每一组样本数据设定对应的预设比例系数;将设定的预设比例系数和采集的样本数据代入公式,任意两个公式构成二元一次方程组,将计算得到的系数进行筛选并取均值,得到
系数的大小是为了将各个参数进行量化得到的一个具体的数值,便于后续比较,关于系数的大小,取决于样本数据的多少及本领域技术人员对每一组样本数据初步设定对应的预设比例系数;只要不影响参数与量化后数值的比例关系即可。
参考图1至图8,由判断模块72获取碎屑影响系数SP,在碎屑影响系数SP大于相应的阈值时,说明打磨箱体15内部的碎屑可能会对待加工件14的打磨或者对周围的环境造成一定影响,需要及时进行清理;
将碎屑影响系数SP大于相应阈值的区域确定为异常区域;在对打磨箱体15的内部进行清理时,如果时间有限,则优先对异常区域进行清理;
此时,由判断模块72输出判断结果,控制单元80获取判断结果及异常区域的位置信息,形成相应控制指令,通过调节组件30调整加工组件40的位置,使清理组件50对打磨箱体15内异常区域的碎屑形成清理。
使用时,在时间足够的条件下,对打磨箱体15的内部进行完全性的清理,但是在清理时间低于预期时,只能对其中异常性较大的区域进行清理,从而能够尽快的完成清理,减少碎屑对待加工件14的打磨带来的干扰。
参考图1至图8,在异常区域的数量大于阈值且在清理时间低于预期时,将异常区域的碎屑影响系数SP发送至分析模块73,由分析模块73对若干个碎屑影响系数SP进行排序,形成排序结果并输出;
依据排序结果,由控制单元80形成控制指令,依据异常区域的位置信息及排序结果,通过调节组件30及加工组件40依次将清理组件50调整至预期的位置上,通过第二毛刷510沿着打磨箱体15的底面移动;依次的对若干个异常区域的碎屑进行清理。
使用时,如果清理的时间更加有限时,只能够对碎屑影响系数SP最大的一些异常区域进行清理,从而在调节组件30、加工组件40及清理组件50的配合下,对其中最需要清理的位置形成清理。
实施例
请参阅图1-8,本发明提供一种铜制配件的加工方法,包括如下步骤:
步骤一、在打磨箱体15内将待加工件14安装在第一传动杆13的输出端,调节组件30的将向筒状壳41调节至待加工件14的外部,由打磨机构43对待加工件14进行打磨,直至打磨初步完成;
步骤二、由电动伸缩杆23推动第一毛刷24,对待加工件14的外部进行清理;再由输气泵21向打磨箱体15内输入水蒸气,吸气泵22从打磨箱体15中吸入气流,引导空气穿入筒状壳41,将空气中飘浮状态的碎屑从待加工件14的表面及筒状壳41的内部带走;
步骤三、由所述碎屑检测模块62对打磨箱体15内部的碎屑进行检测,如果打磨箱体15的内部存在碎屑,获取碎屑群落的覆盖面积MJ及碎屑量L,建立碎屑检测信息集;将碎屑检测信息集发送至评估模块71,形成碎屑影响系数SP;
步骤四、在碎屑影响系数SP大于相应的阈值时,将碎屑影响系数SP大于相应阈值的区域确定为异常区域;在对打磨箱体15的内部进行清理时,优先对异常区域进行清理;
调整加工组件40的位置,使清理组件50对打磨箱体15内异常区域的碎屑形成清理;
步骤五、在异常区域的数量大于阈值且在清理时间低于预期时,将异常区域的碎屑影响系数SP发送至分析模块73,由分析模块73对若干个碎屑影响系数SP进行排序,形成排序结果并输出;
依据排序结果,由控制单元80形成控制指令,依据异常区域的位置信息及排序结果,依次将清理组件50调整至预期的位置上,通过第二毛刷510沿着打磨箱体15的底面移动;依次的对若干个异常区域的碎屑进行清理。
上述实施例,可以全部或部分地通过软件、硬件、固件或其他任意组合来实现。本领域普通技术人员可以意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、或者计算机软件和电子硬件的结合来实现。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本申请的范围。
在本申请所提供的几个实施例中,应该理解到,所揭露的系统、装置和方法,可以通过其它的方式实现。例如,以上所描述的装置实施例仅仅是示意性的,例如,所述单元的划分,仅仅为一些逻辑功能划分,实际实现时可以有另外的划分方式,例如多个单元或组件可以结合或者可以集成到另一个系统,或一些特征可以忽略,或不执行。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。因此,本申请的保护范围应以所述权利要求的保护范围为准。
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改等同替换、改进等,均应包含在本发明的保护范围之内。