一种镍网电镀前表面处理装置
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及镍网处理技术领域,尤其涉及一种镍网电镀前表面处理装置。
背景技术
镍网由纯镍线材编制生产,对碳酸盐、硝酸盐、氯化物、醋化物等盐类的碱性、中性溶液介质,有优良的耐蚀性,同时耐脂肪酸腐蚀,并且在大气、淡水和海水中性能稳定。
为了提高镍网的抗腐蚀性,需要在生产中对镍网进行电镀处理,在电镀前,需要对镍网进行打磨除杂和酸洗(碱洗)等步骤,由于镍网是通过编织机编织而成,相互交错的镍丝之间接触点由于紧密接触,在进行打磨时无法有效的打磨,会造成接触点存在杂质影响后期的酸洗和电镀处理,造成整个镍网的抗腐蚀效果受到影响,目前的打磨工艺无法有效的解决该问题,为此现提出一种镍网电镀前表面处理装置。
发明内容
本发明的目的是为了解决现有相互交错的镍丝之间接触点由于紧密接触,在进行打磨时无法有效的打磨,会造成接触点存在杂质影响后期的酸洗和电镀处理,造成整个镍网的抗腐蚀效果受到影响的问题,而提出的一种镍网电镀前表面处理装置。
为了实现上述目的,本发明采用了如下技术方案:
一种镍网电镀前表面处理装置,包括循环座和处理室,所述循环座一侧设置有高压气体发生装置,所述循环座内开设有循环腔,所述处理室设置在循环腔顶部,且通过开设在底部的循环孔连通,所述处理室上开设有入料口,所述处理室内交错设置有多个转向辊,所述处理室底部设置有锁定辊,位于一侧的所述锁定辊通过位移驱动组件实现水平移动,所述处理室一侧开设有出料口,所述出料口与锁定辊之间设置有位移补偿辊组件;
所述处理室内部高于锁定辊处设置有高硬度的研磨颗粒,所述循环座一侧设置有高频振动器,所述高频振动器输出端连接有位于循环座内的振动柱;
所述循环座底部开设有中间高两边低的集料通道,所述集料通道顶部通过螺旋输送组件连接有集中输送管,所述处理室外侧壁设置有送料罩,所述送料罩外侧壁设置有多处输送管口,与输送管口相对的所述处理室侧壁设置有高压喷砂头。
优选地,所述送料罩底部向下延伸,并与循环座相连通,所述处理室内设置有对研磨颗粒进行过滤的过滤筛选网。
优选地,所述锁定辊由外筒体和内凸轮芯组成,所述外筒体外侧壁设置有驱动组件,所述外筒体外侧壁固定连接有锥形限位件,所述锥形限位件内为中空设置,且滑动设置有抵触柱,所述抵触柱端部设置有抵触球。
优选地,所述锥形限位件内固定连接有定位导柱,所述定位导柱上滑动连接有两个相对设置的限位环,所述限位环外侧壁转动连接有多个限位杆,相邻的所述限位杆通过转轴转动连接,所述抵触柱端部套设在定位导柱上,且与限位环相连接,所述抵触柱与定位导柱之间设置有抵触弹簧。
优选地,所述调整组件包括微调电机,所述外筒体两端均设置有外轴体,所述内凸轮芯两端均通过内轴体与外筒体连接,位于一端的所述内轴体贯穿外轴体向外延伸,并与微调电机输出端连接。
优选地,所述位移驱动组件包括设置在处理室一侧的电动推杆,所述电动推杆输出端两侧均设置有位移杆,所述位移杆端部呈矩形口设置,所述处理室侧壁设置有滑槽,所述外轴体外侧壁转动连接有位于滑槽内的矩形滑板。
优选地,所述位移补偿辊组件包括固定转辊和补偿转辊,所述处理室内侧壁开设有矩形限位口,所述矩形限位口内壁通过复位弹簧连接有矩形限位块,所述矩形限位块与补偿转辊的转轴端部转动连接。
优选地,所述螺旋输送组件包括设置在集料通道底部处的输送电机,所述集中输送管连接有竖直输送管,所述输送电机输出端连接有贯穿至竖直输送管内的竖直轴,所述竖直轴连接有输送螺旋叶片。
优选地,所述送料罩外侧壁设置有输气罩,所述输气罩与多个所述输送通道连接,所述高压气体发生装置与输气罩连通
相比现有技术,本发明的有益效果为:
1、本发明通过在处理室和循环室之间设置不断循环的研磨颗粒,通过设置在处理室内的转向辊、锁定辊和转辊之间的作用实现对镍网在处理室内的输送,在输送过程中循环中的研磨颗粒在高压气体作用下会高速与镍网进行接触,从而达到对输送中的镍网的研磨,并且不同输送角度下镍网与研磨颗粒的接触角度不同,能实现对镍网表面无死角的研磨。
2、本发明将循环中的研磨颗粒在底部进行沉积,并通过锁定辊实现对研磨中的镍网输送到研磨颗粒的内部,被包裹的研磨颗粒会被高频振动下的研磨颗粒进行充分研磨,从而再次实现对镍网的有效研。
3、本发明针对锁定辊进行设计,在微调电机作用下使得设置在锥形限位件上的限位杆展开,实现对锁定辊与镍网之间的相互锁定,锁定辊在电动推杆驱动下带动处在研磨颗粒内的镍网进行挤压,使得镍网上镍丝受力展开,裸露处镍丝之间的接触点,从而达到对镍网接触点处进行有效研磨,实现对整个镍网上无死角的研磨,保证研磨充分,提高后续的镍网电镀的电镀效果。
附图说明
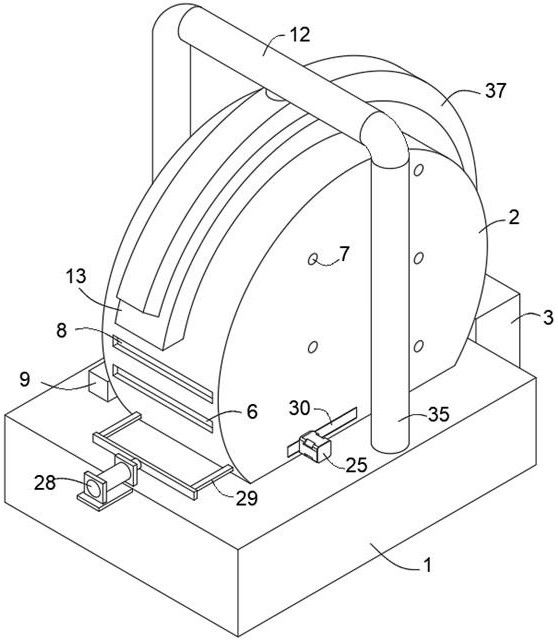
图1为本发明提出的一种镍网电镀前表面处理装置的立体结构示意图;
图2为本发明提出的一种镍网电镀前表面处理装置中位移驱动组件的立体结构示意图;
图3为本发明提出的一种镍网电镀前表面处理装置的主体截面结构示意图;
图4为图3中A处的放大结构示意图;
图5为本发明提出的一种镍网电镀前表面处理装置的侧视截面结构示意图;
图6为本发明提出的一种镍网电镀前表面处理装置中锁定辊的结构示意图;
图7为图6中B处的放大结构示意图;
图8为本发明提出的一种镍网电镀前表面处理装置中输送螺旋叶片的结构示意图。
图中:1、循环座;2、处理室;3、高压气体发生装置;4、循环腔;5、循环孔;6、入料口;7、转向辊;8、出料口;9、高频振动器;10、振动柱;11、集料通道;12、集中输送管;13、送料罩;14、输送管口;15、高压喷砂头;16、过滤筛选网;17、外筒体;18、内凸轮芯;19、锥形限位件;20、抵触柱;21、抵触球;22、定位导柱;23、限位环;24、限位杆;25、微调电机;26、外轴体;27、内轴体;28、电动推杆;29、位移杆;30、矩形滑板;31、固定转辊;32、补偿转辊;33、矩形限位块;34、矩形限位口;35、竖直输送管;36、输送螺旋叶片;37、输气罩。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
参照图1-8,一种镍网电镀前表面处理装置,包括循环座1和处理室2,循环座1一侧设置有高压气体发生装置3,高压气体发生装置3为现有技术,其能产生高压气体能实现对输送到输送管口14内的研磨颗粒进行高压喷出,循环座1内开设有循环腔4,处理室2设置在循环腔4顶部,且通过开设在底部的循环孔5连通,处理室2上开设有入料口6,处理室2内交错设置有多个转向辊7,转向辊7交错设置,且高度逐步降低,能实现对输送中的加工网的来回折返运输,在来回折返运输过程中达到被高压研磨颗粒多次打磨的效果;
处理室2底部设置有锁定辊,锁定辊由外筒体17和内凸轮芯18组成,外筒体17外侧壁设置有驱动组件,外筒体17外侧壁固定连接有锥形限位件19,锥形限位件19内为中空设置,且滑动设置有抵触柱20,抵触柱20外侧壁上设置有与外筒体17内壁通过弹簧连接的复位环,在不与内凸轮芯18接触时,能在弹簧的作用下实现抵触柱20的自动复位的效果,抵触柱20端部设置有抵触球21,设置抵触球21是为了减少抵触柱20与内凸轮芯18之间的摩擦力;
进一步地,锥形限位件19内固定连接有定位导柱22,定位导柱22上滑动连接有两个相对设置的限位环23,限位环23外侧壁转动连接有多个限位杆24,相邻的限位杆24通过转轴转动连接,抵触柱20端部套设在定位导柱22上,且与限位环23相连接,抵触柱20与定位导柱22之间设置有抵触弹簧。
再进一步地,调整组件包括微调电机25,微调电机25为现有技术,在此不做详细赘,外筒体17两端均设置有外轴体26,内凸轮芯18两端均通过内轴体27与外筒体17连接,位于一端的内轴体27贯穿外轴体26向外延伸,并与微调电机25输出端连接;
需要注意的是:内轴体27与外轴体26之间转动连接,相互之间不影响,内轴体27为带动内凸轮芯18转动,其驱动源为微调电机25。
位于一侧的锁定辊通过位移驱动组件实现水平移动,进一步地,位移驱动组件包括设置在处理室2一侧的电动推杆28,电动推杆28输出端两侧均设置有位移杆29,位移杆29端部呈矩形口设置,处理室2侧壁设置有滑槽,外轴体26外侧壁转动连接有位于滑槽内的矩形滑板30,其中为保证处理室2的密封,矩形滑板30与滑槽之间也设置为密封结构,滑槽两端设置有供矩形滑板30移动的矩形移动口;
其中需要注意的是矩形滑板30处在滑槽内,其中位于锁定辊上的微调电机25设置在矩形滑板30上,跟随矩形滑板30进行水平移动,另一端不进行移动的锁定辊上的微调电机25设置在处理室2侧壁上,两者微调电机25的安装方式不同。
处理室2一侧开设有出料口8,出料口8与锁定辊之间设置有位移补偿辊组件;进一步地,位移补偿辊组件包括固定转辊31和补偿转辊32,处理室2内侧壁开设有矩形限位口34,矩形限位口34内壁通过复位弹簧连接有矩形限位块33,矩形限位块33与补偿转辊32的转轴端部转动连接;
采用上述进一步的好处是:当两个锁定辊在相互靠近时,此时处在外部的收卷辊不需要进行停止,传输中的待加工镍网会施加压力到位移补偿辊上,压缩位移补偿辊进行移动,对时待加工镍网的输送进行长度补偿,从而确保打磨过程与收卷互不干扰。
需要进行说明的是,出料口8外部设置有对镍网进行收集的收卷辊,收卷辊设置有提供动力的收卷电机,在处理室2内镍网的传输均通过收卷电机驱动的收卷辊实现。
处理室2内部高于锁定辊处设置有高硬度的研磨颗粒,研磨颗粒在此泛指打磨骨料如石英砂类,根据需要打磨的效果可合理的选择不同硬度的打磨骨料;送料罩13底部向下延伸,并与循环座1相连通,处理室2内设置有对研磨颗粒进行过滤的过滤筛选网16,过滤筛选网16的作用能实现对研磨颗粒打磨过程中的大块的铁锈的过滤,进而避免出现堵塞高压喷砂头15的情况发生。
循环座1一侧设置有高频振动器9,高频振动器9为电磁振动器的一种,其型号可参考JVM-MS 30-50,高频振动器9输出端连接有位于循环座1内的振动柱10,其在开启时,会带动与之连接的振动柱10对沉积在处理室2底部的研磨颗粒进行振动,在振动中的研磨颗粒会实现对处在此处的镍网的有效打磨,被挤压后的镍网相互之间连接不紧密,处在其中的连接点会展开,被振动中的研磨颗粒有效打磨。
循环座1底部开设有中间高两边低的集料通道11,呈现中高边低的形态,可以实现集料通道11自动从中间向两侧输料的效果,集料通道11顶部通过螺旋输送组件连接有集中输送管12,处理室2外侧壁设置有送料罩13,送料罩13外侧壁设置有多处输送管口14,送料罩13外侧壁设置有输气罩37,输气罩37与多个输送管口14连接,高压气体发生装置3与输气罩37连通,通过输气罩37的设置,将高压气体发生装置3产生的高压气体输送到各个输送管口14内。
与输送管口14相对的处理室2侧壁设置有高压喷砂头15,高压喷砂头15喷出的砂均为进行高压气体混合后的高压喷砂,高速移动的喷砂会作用在不断输送的镍网上,实现对镍网表面的有效打磨清理。
进一步地,螺旋输送组件包括设置在集料通道11底部处的输送电机,集中输送管12连接有竖直输送管35,输送电机输出端连接有贯穿至竖直输送管35内的竖直轴,竖直轴连接有输送螺旋叶片36,其中输送螺旋叶片36为蛟龙叶片的一种,为现有技术,其作用是实现将处在集料通道11两侧的研磨颗粒向上输送的效果,被输送到顶部后的研磨颗粒会在重力作用下自动在集中输送管12内进行输送,并在经过输送管口14处时,在高压气体作用下混合后经高压喷砂头15喷出。
本发明在对待加工镍网进行打磨时,镍网经入料口6向内输送,并最终经出料口8向外出料进行收集,在处理室2内会经过多次循环式的喷砂打磨和振动研磨,其打磨过程具体如下:
设置在处理室2底部的研磨颗粒骨料,会在竖直输送管35内的输送螺旋叶片36作用下不断向上输送,输送到顶部的集中输送管12处,并最终输送到送料罩13内,此时开启在一侧的高压气体发生装置3会产生高压气体,气体在输气罩37输送下输送到输送管口14处,并带动被输送到送料罩13内的研磨颗粒骨料向前输送,研磨颗粒骨料在高压气体的作用下会被快速从高压喷砂头15喷出,高压状态下的研磨颗粒骨料会实现对处在输送中的待加工镍网的表面的充分打磨,在输送过程中的待加工镍网会被设置在处理室2内壁上的不同角度的高压喷砂头15实现不同角度的充分打磨,从而实现对待加工镍网无死角打磨的效果;
在对表面进行打磨后,待加工的镍网会被输送到锁定辊处,此时的镍网被不断输送的研磨颗粒骨料掩埋,设置在处理室2一侧的高频振动器9会对振动柱10进行高频振动,振动的作用带动此处的研磨颗粒骨料进行振动,振动中的研磨颗粒骨料会将移动过程中的待加工镍网进行有效振动打磨,与此同时,设置的微调电机25和电动推杆28会同时开启,微调电机25输出端连接的内轴体27会进行转动,内轴体27连接的多个内凸轮芯18会转动一定的角度,使得内凸轮芯18将凸出一侧转动到与待加工镍网接触一侧的外筒体17侧壁角度上;
在内凸轮芯18转动过程中会使得抵触柱20被抵触向外进行移动,抵触柱20端部连接的的限位环23会向前进行移动,从而使得与限位环23连接的多个限位杆24实现相互转动折叠,使得原先处在内部的限位杆24展开,展开后的限位杆24会与待加工镍网上的网孔进行卡接,从而达到相互之间无法脱离的效果,此时设置在一侧的电动推杆28会带动其端部设置的位移杆29进行移动,进而推动其端部设置的外轴体26进行移动,外轴体26连接的锁定辊会进行移动,此时相邻的两个锁定辊之间的间距会逐渐靠近,在靠近的过程中,会使得锁定在其上的待加工镍网两端受到向中间的压力,在两侧压力的作用下会使得原先被编制在一起紧密接触的镍网丝之间弯曲,相互弯曲状态下的镍网丝会使得原先交错的镍网上镍丝之间的接触点展开,展开后的接触点会被振动中的研磨颗粒骨料进行充分研磨,从而达到对镍网接触点处进行有效研磨,实现对整个镍网上无死角的研磨,保证研磨充分,提高后续的镍网电镀的电镀效果。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。