一种超轻高强韧铸造镁锂合金及其制备方法
文献发布时间:2024-01-17 01:19:37
技术领域
本发明属于有色金属制备技术领域,具体涉及一种超轻高强韧铸造镁锂合金及其制备方法。
背景技术
超轻镁锂合金是密度最小的金属结构材料,具有密度低(一般为1.35~1.65g/cm
在β-Li单相镁锂合金(Li≥10.3wt.%)研制方面,典型的LA141(Mg-14Li-1Al)铸态镁锂合金,密度(ρ)为1.35g/cm
上述即使通过添加价格昂贵的稀土、Sc、Yb等合金元素的β-Li单相铸造镁锂合金绝对强度仍然偏低,热处理、塑性变形虽在一定程度上提高了其强度,但制备工艺复杂、合金成本大幅增加。因此,开发新型的低密度、高强度、满足工程结构应用需求的低成本铸造镁锂合金尤为重要。
发明内容
针对目前β-Li单相镁锂合金绝对强度低、制备工艺复杂、成本高的问题,本发明提供了一种低成本超轻高强韧β-Li单相铸造镁锂合金及其制备方法。
为了达到上述目的,本发明采用了下列技术方案:
本发明提供了一种低成本超轻高强韧铸造镁锂合金,所述低成本超轻高强韧铸造镁锂合金中各元素质量百分比为Li11~15%,Al1~4%,Cu0.5~1.5%,Zr0.05~0.15%,余量为Mg和不可避免的杂质;其中:Zr元素的含量选择不能为0。
进一步,所述杂质中Si、Fe、Ni和Ca的总量小于0.03wt.%。
进一步,所述低成本超轻高强韧铸造镁锂合金的力学性能为:极限抗拉强度为200~235MPa、拉伸屈服强度为180~190MPa、伸长率为5~7%;极限抗压强度为400~460MPa、压缩屈服强度为225~235MPa。
一种低成本超轻高强韧铸造镁锂合金的制备方法,所述制备方法包括如下步骤:
(1)准备Mg锭、纯Li、Al-50Cu中间合金、Al-5Zr中间合金作为原料,各原料的化学成分按质量百分比控制为:Li11~15%,Al1~4%,Cu0.5~1.5%,Zr0.05~0.15%,余量为Mg;其中,纯Li用纯铝箔包裹;除Li外所有原料均在干燥炉中预热;
(2)将坩埚预热至480℃,将预热Mg锭投入石墨坩埚中,置于真空感应加热熔炼炉内,关闭炉盖;抽真空至真空压力表显示达到5~10Pa时关闭真空泵;通入氩气保护气体,充至0.08~0.15MPa为止;升温至Mg锭完全熔化;
(3)熔体温度升至700~750℃时依次加入上述预热的Al-50Cu中间合金、Al-5Zr中间合金;
(4)待中间合金完全熔化,熔体温度降至650~710℃时加入上述纯Li,快速搅拌5~10分钟;
(5)将熔液浇铸到提前预热好的模具中,等待30分钟后从模具中取出合金锭。
进一步,采用氩气保护,防止镁液氧化燃烧。
与现有技术相比本发明具有以下优点:
本发明超轻高强韧铸造镁锂合金的力学性能为:极限抗拉强度为200~235MPa、拉伸屈服强度为180~190MPa、伸长率为5~7%;极限抗压强度为400~460MPa、压缩屈服强度为225~235MPa。
本发明制备的镁锂合金拉伸、压缩强度远高于其他现有LA14系铸造镁锂合金甚至AZ系铸造镁合金,且压缩屈服强度高于拉伸屈服强度,克服了常规AZ系镁合金严重的拉压不对称性(压缩屈服强度远低于拉伸屈服强度)所造成的成形性能差问题。
本发明采用添加微量低成本Al、Cu、Zr合金元素形成高熔点AlMgCu、Al
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
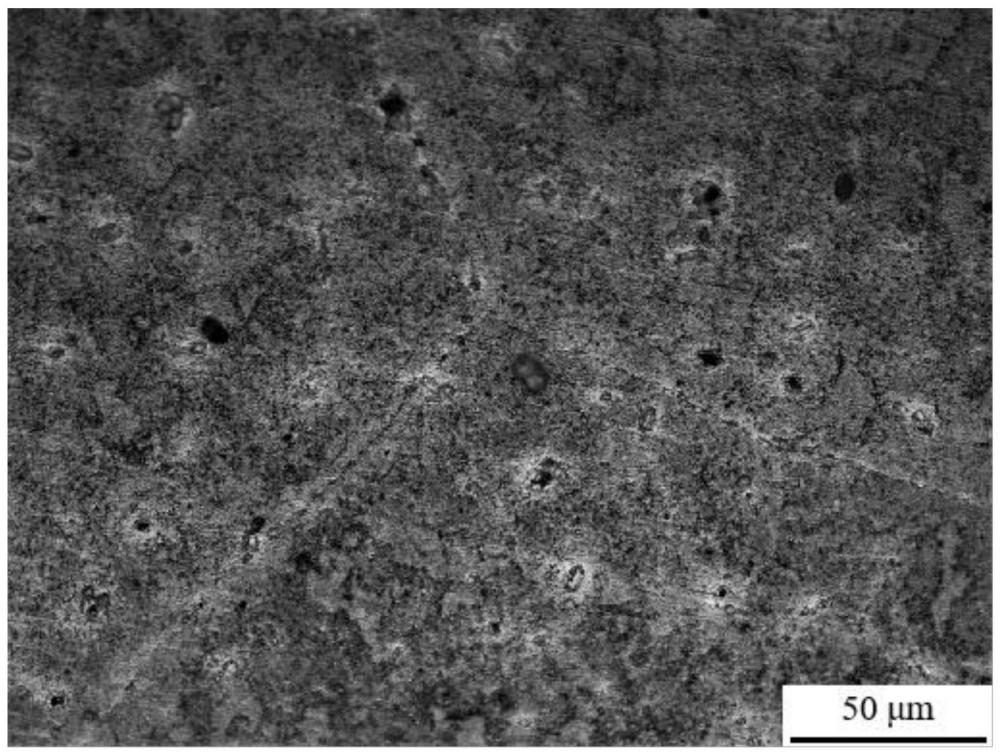
图1是本发明实施例的超轻高强韧铸造镁锂合金的显微组织图;
图2是本发明实施例的超轻高强韧铸造镁锂合金的室温拉伸曲线;
图3是本发明实施例的超轻高强韧铸造镁锂合金的室温压缩曲线。
具体实施方式
为使本发明目的、工艺方案及优点更为清晰,现结合附图和具体实施例对本发明进行详细解释。应当理解,所述的具体实施例仅是对本发明的某些特殊方面、特定性和实施方案的解释,并不用于限制本发明。
实施例1
(1)准备Mg锭、纯Li、Al-50Cu中间合金、Al-5Zr中间合金作为原料,各原料的化学成分按质量百分比控制为:Li14%,Al2.59%,Cu0.5%,Zr0.11%,余量为Mg;其中,纯Li用纯铝箔包裹;除Li外所有原料均在干燥炉中预热。
(2)将坩埚预热至480℃,将预热Mg锭投入石墨坩埚中,置于真空感应加热熔炼炉内,关闭炉盖;抽真空至真空压力表显示达到7Pa时关闭真空泵;通入氩气保护气体,充至0.1MPa为止;升温至Mg锭完全熔化。
(3)熔体温度升至720℃时依次加入上述预热的Al-50Cu中间合金、Al-5Zr中间合金;
(4)待中间合金完全熔化,熔体温度降至680℃时加入上述纯Li,快速搅拌5分钟。
(5)将熔液浇铸到提前预热好的模具中,等待30分钟后从模具中取出合金锭。
所得合金的显微组织如图1所示,铸态镁锂合金由β-Li基体及大量细小弥散的AlCuMg、Al
实施例2
(1)准备Mg锭、纯Li、Al-50Cu中间合金、Al-5Zr中间合金作为原料,各原料的化学成分按质量百分比控制为:Li12%,Al3.09%,Cu1%,Zr0.11%,余量为Mg;其中,纯Li用纯铝箔包裹;除Li外所有原料均在干燥炉中预热。
(2)将坩埚预热至480℃,将预热Mg锭投入石墨坩埚中,置于真空感应加热熔炼炉内,关闭炉盖;抽真空至真空压力表显示达到8Pa时关闭真空泵;通入氩气保护气体,充至0.12MPa为止;升温至Mg锭完全熔化。
(3)熔体温度升至750℃时依次加入上述预热的Al-50Cu中间合金、Al-5Zr中间合金;
(4)待中间合金完全熔化,熔体温度降至700℃时加入上述纯Li,快速搅拌8分钟。
(5)将熔液浇铸到提前预热好的模具中,等待30分钟后从模具中取出合金锭。
所得超轻高强韧铸造镁锂合金的力学性能为:极限抗拉强度为210MPa、拉伸屈服强度为183MPa、伸长率为6%;极限抗压强度为430MPa、压缩屈服强度为227MPa。
实施例3
(1)准备Mg锭、纯Li、Al-50Cu中间合金、Al-5Zr中间合金作为原料,各原料的化学成分按质量百分比控制为:Li15%,Al3.59%,Cu1.5%,Zr0.11%,余量为Mg;其中,纯Li用纯铝箔包裹;除Li外所有原料均在干燥炉中预热。
(2)将坩埚预热至480℃,将预热Mg锭投入石墨坩埚中,置于真空感应加热熔炼炉内,关闭炉盖;抽真空至真空压力表显示达到6Pa时关闭真空泵;通入氩气保护气体,充至0.15MPa为止;升温至Mg锭完全熔化。
(3)熔体温度升至730℃时依次加入上述预热的Al-50Cu中间合金、Al-5Zr中间合金;
(4)待中间合金完全熔化,熔体温度降至690℃时加入上述纯Li,快速搅拌10分钟。
(5)将熔液浇铸到提前预热好的模具中,等待30分钟后从模具中取出合金锭。
所得超轻高强韧铸造镁锂合金的力学性能为:极限抗拉强度为220MPa、拉伸屈服强度为185MPa、伸长率为7%;极限抗压强度为445MPa、压缩屈服强度为232MPa。
除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
本发明说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,对本发明的技术方案做出的各种修改、等同替换和改进,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
- 一种超轻高强镁锂合金的制备方法
- 一种高强韧挤压铸造铝镁硅合金及其制备方法
- 一种通过低温等离子体制备的镁锂合金高耐蚀无机膜层及方法
- 一种含Nd的铸造超轻高强镁锂合金及其制备方法
- 一种含Nd的铸造超轻高强镁锂合金及其制备方法