一种用于多种类天窗玻璃的密封条自动压装设备
文献发布时间:2023-06-19 09:23:00
技术领域
本发明属于密封条压装领域,具体涉及一种用于多种类天窗玻璃的密封条自动压装设备。
背景技术
天窗广泛地应用于日常的生产生活中,它能够提供更好的采光和能提供更广阔的视野,为了使得天窗在应用中具有更好的防渗漏能力,需要在天窗的边缘压装密封条,密封条一般采用柔性比较好的塑料或者是橡胶制成(如PVC或PU等),而为了结构需要及外形观感需求,在很多情况下天窗的外形都是呈弧面结构的。
目前,天窗玻璃的密封方法是在密封条与天窗玻璃的压装过程中,在天窗玻璃周边注塑一圈作为密封条装配基体的塑料,再将密封条与该塑料基体胶接或者卡接,密封条在塑料基体与车框之间挤压产生变形来实现密封,而针对于弧形面的天窗,现有的密封方法还是采用手工方式进行密封条的压装,具体为:两个人协调合作,一个人撕扯掉密封条上的保护膜,另外一个人进行压装。
但是,这种密封条的压装方式存在如下缺陷:一、因为天窗玻璃边缘的注塑塑料材料硬度较大,操作人员在将密封条压装到天窗玻璃周边注塑塑料体上需要耗费的力气大,从而装配的劳动强度高,导致生产效率低下,二、装配工程中操作人员在压装密封条时施力不均,导致密封条拉伸不一致,同时密封条条易发生扭转使装配后轮廓尺寸波动大,增加密封失效概率,三、压装效果与操作人员的技术密切相关,即因为人的技术因素会直接影响压装的效果。
说明内容
针对现有技术的不足,本发明提供一种用于多种类天窗玻璃的密封条自动压装设备,该发明通过自动控制对弧形结构的天窗的边缘进行密封条的恒压力压装操作,使得在密封条的压装过程中,始终保持压力相同,从而大大提高了压装质量的稳定性和压装效率,并且使得一个操作人员几乎不需要耗费体力即可进行弧面天窗的密封条压装操作。
为实现上述目的,本发明提供了如下技术方案为:
一种用于多种类天窗玻璃的密封条自动压装设备,其特征在于,包括:基座,包括沿第一水平方向延伸的第一水平导轨;固定单元,设置在基座上,用于将天窗玻璃板固定在基座上;第一水平移动单元,设置在第一水平导轨上,第一水平移动单元用于沿第一水平导轨进行移动,包括沿第二水平方向延伸的第二水平导轨;第二水平移动单元,设置在第二水平导轨上,第二水平移动单元用于沿第二水平导轨进行移动,包括固定支架;压装单元,设置在固定支架的下端;以及处理单元,包括压装压力传感器、处理器以及存储器,存储器用于存储处理程序,处理器用于执行处理程序,其中,压装单元包括竖直驱动汽缸和设置在竖直驱动汽缸的活塞端的压装组件,压装组件包括水平驱动汽缸、设置在水平驱动汽缸的活塞端的安装板、以及安装在安装板上的仿形轮和压紧轮,仿形轮和压紧轮均竖直设置,仿形轮与天窗玻璃板的板面滚动接触,压紧轮与天窗玻璃板的边缘面滚动接触,压装压力传感器用于实时采集压紧轮与天窗玻璃板的边缘面的压装压力值,作为实时压装压力值,处理程序包括压力差值计算程序和压力调整程序,压力差值计算程序用于计算压装压力值与预定压力值的实时差值,作为压装压力差值,压力调整程序用于根据压装压力差值对实时压装压力值进行调整,使得实时压装压力值与预定压力值相同。
优选地,压装单元还包括电机基座、安装在电机基座上的第三驱动电机以及安装在第三驱动电机的输出轴的旋转支架,电机基座安装在竖直驱动汽缸的活塞端的端部,安装板安装在旋转支架上。
优选地,压装单元还包括零位传感器和零点定位件,零位传感器安装在电机基座上,零点定位件安装在旋转支架上,一旦零点定位件位于零位传感器的正下方时,零位传感器发出压装信号。
优选地,旋转支架上具有导靴部,安装板上具有与导靴部相配合的导轨部。
优选地,仿形轮可转动地安装在安装板的侧面,压紧轮可转动地安装在安装板的底面,并且仿形轮的轴线与压紧轮的轴线相互垂直。
优选地,第二水平移动单元还包括第三液压阻尼器,第三液压阻尼器设置在固定支架的上端。
优选地,基座具有多个安装螺孔,固定单元具有移动手柄、多个固定螺孔、多个定位吸盘以及多个定位凸台,定位凸台具有与天窗玻璃板相配合的凹槽。
优选地,第一水平导轨的数量为两个,相互平行设置且均为空心结构,第一水平移动单元包括第一驱动电机、安装在一个第一水平导轨内的主动侧移动组件、联动轴、第一蜗轮蜗杆模块以及安装在另一个第一水平导轨内的从动侧移动组件,主动侧移动组件包括主动侧驱动轮、主动侧同步带轮、主动侧传动皮带、主动侧滑块以及主动侧导滑轮,主动侧驱动轮安装在第一驱动电机的输出轴,主动侧传动皮带套接在主动侧驱动轮和主动侧同步带轮上,主动侧滑块安装在主动侧传动皮带上,并且主动侧滑块通过主动侧导滑轮与第一水平导轨接触,从动侧移动组件包括从动侧驱动轮、从动侧同步带轮、从动侧传动皮带、从动侧滑块以及从动侧导滑轮,从动侧驱动轮安装在第一蜗轮蜗杆模块的输出端,从动侧传动皮带套接在从动侧驱动轮和从动侧同步带轮上,从动侧滑块安装在从动侧传动皮带上,并且从动侧滑块通过从动侧导滑轮与第一水平导轨接触,第二水平导轨的两端分别安装在主动侧滑块和从动侧滑块上,联动轴的一端安装在第一驱动电机的输出轴,并且联动轴的另一端安装在第一蜗轮蜗杆模块的输入端。
优选地,第二水平导轨为空心结构,第二水平移动单元包括第二驱动电机、第二蜗轮蜗杆模块以及安装在第二水平导轨内的压装侧移动组件,第二蜗轮蜗杆模块的输入端安装在第二驱动电机的输出轴上,压装侧移动组件包括压装侧驱动轮、压装侧同步带轮以及压装侧传动皮带,压装侧驱动轮安装在第二蜗轮蜗杆的输出端上,压装侧传动皮带套接在压装侧驱动轮和压装侧同步带轮上,固定支架安装在压装侧传动皮带上。
优选地,处理程序还包括复位程序,一旦实时压装压力值为0,复位程序控制竖直驱动汽缸提起压装组件至预定高度后控制压装单元移动至基座上的预定初始点的正上方。
与现有技术相比,本发明的有益效果是:
1.因为本发明的仿形轮和压紧轮均竖直设置,仿形轮与天窗玻璃板的板面滚动接触,压紧轮与天窗玻璃板的边缘面滚动接触,压装压力传感器用于实时采集压紧轮与天窗玻璃板的边缘面的实时压装压力值,压力差值计算程序用于计算压装压力值与预定压力值的压装压力差值,压力调整程序用于根据压装压力差值对实时压装压力值进行调整,使得实时压装压力值与预定压力值相同,因此,该发明通过自动控制对弧形结构的天窗的边缘进行密封条的恒压力压装操作,使得在密封条的压装过程中,始终保持压力相同,从而大大提高了压装质量的稳定性和压装效率,并且使得一个操作人员几乎不需要耗费体力即可进行弧面天窗的密封条压装操作。
2.因为本发明的仿形轮的轴线与压紧轮的轴线相互垂直,因此,能够使得仿形轮随天窗玻璃弧面表面滚动运动时,压紧轮能够始终贴紧天窗玻璃边缘面滚动运动。
3.因为本发明的基座多个安装螺孔,固定单元具有移动手柄、多个固定螺孔、多个定位吸盘以及多个定位凸台,定位凸台具有与天窗玻璃板相配合的凹槽,因此,固定单元通过螺纹安装在基座上的不同的预定位置,而且能够通过定位吸盘和定位凸台更好地将天窗玻璃固定在固定单元上,从而更好更灵活地定位在基座上。
附图说明
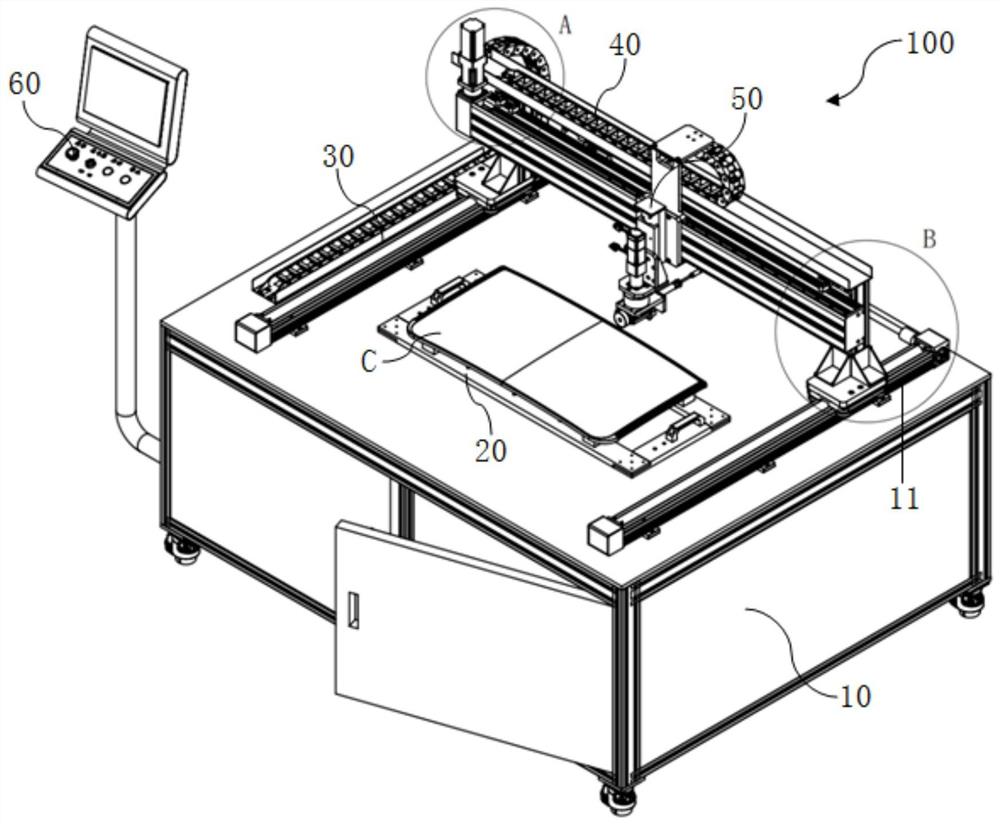
图1为本发明的实施例的用于多种类天窗玻璃的密封条自动压装设备的示意图;
图2为本发明的实施例的固定单元的示意图;
图3为本发明的实施例的定位凸台的局部放大图;
图4为本发明的实施例的第一水平移动单元和第二水平移动单元的示意图;
图5为本发明的实施例的第一水平移动单元和第二水平移动单元的局部示意图;
图6为本发明的实施例的主动侧移动组件的局部示意图;
图7为本发明的实施例的图1的A部分的局部放大图;
图8为本发明的实施例的图1的B部分的局部放大图;
图9为本发明的实施例的压装单元的示意图一;
图10为本发明的实施例的压装单元的示意图二;以及
图11为本发明的实施例的压装单元的示意图三。
图中:100、用于多种类天窗玻璃的密封条自动压装设备,C、天窗玻璃板,C1、连接架,C12、弯曲连接部,10、基座,11、第一水平导轨,20、固定单元,21、固定板体,22、移动手柄,23、定位吸盘,24、定位凸台,24a、定位部,30、第一水平移动单元,30a、第一极限限位开关,30b、第一零点开关,30c、第一液压阻尼器,31、第一驱动电机,32、主动侧移动组件,321、主动侧驱动轮,322、主动侧传动皮带,323、主动侧滑块,324、主动侧导滑轮,33、联动轴,34、第一蜗轮蜗杆模块,35、从动侧移动组件,351、从动侧滑块,352、从动侧导滑轮,36、第二水平导轨,40、第二水平移动单元,40a、第二极限限位开关,40b、第二零点开关,40c、第三液压阻尼器,41、第二驱动电机,42、第二蜗轮蜗杆模块,43、压装侧移动组件,44、固定支架,44a、防护板通孔,44b、引导部,D、防护板,50、压装单元,51、电机基座,51a、凸出连接部,52、第三驱动电机,53、旋转支架,53a、导靴部,54、压装组件,541、水平驱动汽缸,542、安装板,542a、零点定位件,5421、仿形轮,5422、压紧轮,60、处理单元,611、压装压力传感器,612、零位传感器。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本发明的一种用于多种类天窗玻璃的密封条自动压装设备作具体阐述,需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。
如图1和图3所示,本实施例中的用于多种类天窗玻璃的密封条自动压装设备100,用于在弧形的天窗玻璃板C的边缘压装密封条。
在本实施例中,天窗玻璃板C的边缘具有用于连接固定的的连接架C1,该连接架C1位于天窗玻璃板C的凹面的边缘,具有朝向天窗玻璃板C外部凸出的弯曲连接部C12。
用于多种类天窗玻璃的密封条自动压装设备100包括基座10、固定单元20、第一水平移动单元30、第二水平移动单元40、压装单元50以及处理单元60。
基座10具有多个安装螺孔(附图上未标出),包括第一水平导轨11,在本实施例中,基座10为一个设备台柜。
第一水平导轨11的数量为两个,相互平行设置且均为空心结构,并且均沿第一水平方向延伸,在本实施例中,第一水平导轨11为固定安装在基座10上表面的金属直线型材。
如图1和图2所示,固定单元20设置在基座10上,用于将天窗玻璃板C固定在基座10上,具有固定板体21、移动手柄22、多个固定螺孔(附图中未标出)、定位吸盘23以及定位凸台24。
在本实施例中,固定板体21为以一块金属板,多个固定螺孔均匀地分布在固定板体21的边缘近旁,且固定螺孔的数量少于安装螺孔的数量,通过固定螺孔和安装螺孔,能够将固定板体21固定安装在基座上的多个预定位置,移动手柄22的数量为两个,分别安装在固定板体21上表面的两端,通过移动手柄22,能够便捷地对固定板体进行移动。
定位吸盘23和定位凸台24的数量均为多个。
在本实施例中,定位吸盘23的数量为4个,均匀地安装在固定板体21的上表面,用于对天窗玻璃板C的凹面进行吸附,从而将天窗玻璃板C相对于固定板体21固定。
在本实施例中,定位凸台24的数量为4个,均匀地安装在固定板体21的上表面的边缘,具有与天窗玻璃板相配合的凹槽,将该凹槽作为定位部24a,定位部24a与连接架C1的弯曲连接部C12相配合,用于使得天窗玻璃板C相对于固定板体21位于预定定位位置。
如图1、图4-8所示,第一水平移动单元30设置在第一水平导轨11上,第一水平移动单元30用于沿第一水平导轨11进行移动,包括第一驱动电机31、主动侧移动组件32、联动轴33、第一蜗轮蜗杆模块34、从动侧移动组件35以及第二水平导轨36。
主动侧移动组件32安装在一个第一水平导轨11内,包括主动侧驱动轮321、主动侧同步带轮(附图中未标出)、主动侧传动皮带322、主动侧滑块323以及主动侧导滑轮324,在本实施例中,第一驱动电机31安装在该第一水平导轨11的一端。
主动侧驱动轮321安装在第一驱动电机31的输出轴上,主动侧传动皮带322套接在主动侧驱动轮321和主动侧同步带轮上,主动侧滑块323安装在主动侧传动皮带322上,并且主动侧滑块323通过主动侧导滑轮324与该第一水平导轨11滚动接触,在本实施例中,主动侧导滑轮324位于主动侧滑块323的底部,均匀地位于该第一水平导轨11的两侧,主动侧导滑轮324的轮面用于在该第一水平导轨11的侧表面滚动。
联动轴33的一端通过联轴器(附图中未标出)以齿轮啮合传动方式安装在第一驱动电机31的输出轴上,并且联动轴31的另一端安装在第一蜗轮蜗杆模块34的输入端,在本实施例中,联动轴33位于第一水平导轨11的一端,并且联动轴33位于第一驱动电机31的正下方,其一端以齿轮啮合传动方式安装在第一驱动电机31的输出轴上。
在本实施例中,第一蜗轮蜗杆模块34为蜗轮蜗杆结构。
从动侧移动组件35安装在另一个第一水平导轨11内,包括从动侧驱动轮(附图中未标出)、从动侧同步带轮(附图中未标出)、从动侧传动皮带(附图中未标出)、从动侧滑块351以及从动侧导滑轮352,在本实施例中,第一蜗轮蜗杆模块34安装在该第一水平导轨11的一端。
从动侧驱动轮安装在第一蜗轮蜗杆模块34的输出端,从动侧传动皮带套接在从动侧驱动轮和从动侧同步带轮上,从动侧滑块351安装在从动侧传动皮带上,并且从动侧滑块351通过从动侧导滑轮352与该第一水平导轨11接触,在本实施例中,从动侧导滑轮352位于从动侧滑块351的底部,均匀地位于该第一水平导轨11的两侧,从动侧导滑轮352的轮面用于在该第一水平导轨11的侧表面滚动。
在本实施例中,第一水平导轨11上具有第一零点开关30b,并且第一水平导轨11的两端近旁均安装有第一极限限位开关30a和第一液压阻尼器30c,第一零点开关30b用于识别主动侧滑块323或者从动侧滑块351是否位于预定的初始点,第一极限限位开关30a和第一液压阻尼器30c用于在主动侧滑块323或者从动侧滑块351的运动超出预定范围时作为第一重及第二重保护装置。
第二水平导轨36为空心结构,两端分别安装在主动侧滑块323和从动侧滑块351上,第二水平导轨36沿第二水平方向延伸,在本实施例中,第二水平导轨36通过立柱结构撑起预定高度,第二水平方向与第一水平方向相互垂直。
第二水平移动单元40设置在第二水平导轨36上,第二水平移动单元40用于沿第二水平导轨36进行移动,包括第二驱动电机41、第二蜗轮蜗杆模块42、安装在第二水平导轨内的压装侧移动组件43、固定支架44以及第三液压阻尼器40c。
在本实施例中,第二驱动电机41位于第二水平导轨36的一端,第二蜗轮蜗杆模块42的输入端安装在第二驱动电机41的输出轴上,第二蜗轮蜗杆模块42为蜗轮蜗杆结构,其输出端输出的转矩方向与其输入端输入的转矩方向相互垂直。
压装侧移动组件43包括压装侧驱动轮(附图中为标出)、压装侧同步带轮(附图中为标出)以及压装侧传动皮带(附图中为标出),压装侧驱动轮安装在第二蜗轮蜗杆模块42的输出端上,压装侧传动皮带套接在压装侧驱动轮和压装侧同步带轮上。
在本实施例中,第二水平导轨36上具有第二零点开关40b,并且第二水平导轨36的两端近旁均安装有第二极限限位开关40a和第二液压阻尼器(附图中未标出),第二零点开关40b用于识别固定支架44是否位于预定的初始点,第二极限限位开关40a和第二液压阻尼器用于在固定支架44的运动超出预定范围时作为第一重及第二重保护装置。
固定支架44安装在压装侧传动皮带上,并且第三液压阻尼器40c设置在固定支架44的上端部,在本实施例中,固定支架44具有防护板通孔44a、在第二水平导轨36上还设置有防护板D,防护板D的两端分别安装在第二水平导轨36的两端,防护板D穿过防护板通孔44a,并且防护板D用于对压装侧移动组件43相对于外部进行阻隔,从而不仅可以防止操作人员误触设备而引起人身或者设备的损伤,还能防尘及防其他细小颗粒物飘入设备而造成设备的损耗。
在本实施例中,固定支架44还具有凸出的引导部44b,引导部44b竖直设置。
如图9-11所示,压装单元50设置在固定支架44的下端,包括竖直驱动汽缸(附图中未标出)、电机基座51、第三驱动电机52、旋转支架53、压装组件54以及零点定位件542a。
电机基座51安装在竖直驱动汽缸的活塞端的端部,并且电机基座51具有能够与引导部44b相配合的凹槽部,竖直驱动汽缸能够驱动电机基座51沿引导部44b进行移动。
第三驱动电机52安装在电机基座51上,旋转支架53安装在第三驱动电机52的输出轴上,压装组件54通过旋转支架53和第三驱动电机52设置在竖直驱动汽缸的活塞端,零点定位件542a安装在旋转支架53上,并且旋转支架53上具有凸出的导靴部53a,导靴部53a水平设置,在本实施例中,零点定位件542a为凸出的螺丝帽。
压装组件54包括水平驱动汽缸541、安装板542、以及安装在安装板542上的仿形轮5421和压紧轮5422。
安装板542安装在旋转支架53上,并且安装板542设置在水平驱动汽缸541的活塞端,具体地,安装板542上具有与导靴部53a相配合的导轨部(附图中未标出),水平驱动汽缸541能够驱动安装板542沿导靴部53a进行移动。
仿形轮5421可转动地安装在安装板54的侧面,压紧轮5422可转动地安装在安装板54的底面,并且仿形轮5421的轴线与压紧轮5422的轴线相互垂直,仿形轮5421和压紧轮5422均竖直设置,仿形轮5421与天窗玻璃板C的板面滚动接触,压紧轮5422与天窗玻璃板C的边缘面滚动接触。
处理单元60包括压装压力传感器611、零位传感器612、处理器(附图中未标出)以及存储器(附图中未标出)。
压装压力传感器611设置在水平驱动汽缸541和安装板542之间,用于实时采集压紧轮5422与天窗玻璃板C的边缘面的压装压力值,作为实时压装压力值。
零位传感器612安装在电机基座51上,并且当导靴部53a的长度方向与所述第二水平方向垂直时,零点定位件542a位于零位传感器612的正下方,一旦零点定位件542a位于零位传感器612的正下方时,零位传感器612发出压装信号,在本实施例中,零位传感器612为霍尔传感器。
存储器用于存储处理程序,处理器用于执行处理程序。
处理程序包括定位程序、压装程序、压力差值计算程序、压力调整程序、复位程序以及零位检测程序,在本实施中,定位程序用于驱动定位吸盘23将待压装的天窗玻璃板C吸附固定在定位凸台24上,压装程序用于控制压紧轮5422以天窗玻璃板C边缘上的一点为起始点对天窗玻璃板C的边缘压装密封条,处理单元60还包括可以输入操作参数的操作面板,通过输入对应不同规格天窗玻璃板C的操作参数,以使得压装程序能适用于多种不同规格天窗玻璃板C的密封条的压装。
根据不同规格的天窗玻璃板C的密封条的压装在操作面板中设定对应的预定压力值,压力差值计算程序用于计算压装压力值与预定压力值的实时差值,作为压装压力差值,压力调整程序用于根据压装压力差值必须对实时压装压力值进行调整,使得实时压装压力值与预定压力值相同,如此处理的必要性在于因为:一、压装要求的密封条挤压力误差仅允许在0.2公斤力以内,而生产时间中现有的供气气压提供的挤压里误差基本都在1公斤力的范围左右,因此设备上汽缸的供气稳定程度并不能满足天窗玻璃板C的密封条压装的挤压力的误差要求。二、在进行天窗玻璃板C角部的压装时,由于压装方向的变化相对较大,使得为天窗玻璃板C的边缘压装提供挤压力的水平驱动汽缸541的活塞端在此阶段发生较大的振动,从而导致这一阶段的挤压压力差值相对变化也较大。
处理程序还包括复位程序,一旦实时压装压力值为0,复位程序首先控制水平驱动汽缸541将压装组件54远离天窗玻璃板C的边缘,再控制竖直驱动汽缸提起压装组件54至预定高度后控制压装单元移动至基座10上的预定初始点的正上方,即压装程序完成,此时,实时压装压力值为0,压装单元50移动至基座10上的预定初始点的正上方,结束压装操作,并待零位检测程序接收到第一零点开关30b、第二零点开关40b以及压装信号后,多种类天窗玻璃的密封条自动压装设备100进入待机状态,即可进入可进行压装操作状态,否则,多种类天窗玻璃的密封条自动压装设备100将不受压装程序的控制。
本发明的用于多种类天窗玻璃的密封条自动压装设备100在使用操作时,首先操作人员将密封条围绕在天窗玻璃板C的边缘放置,接着将天窗玻璃板C放置在定位凸台24上,并使天窗玻璃板C的弯曲连接部C12和定位凸台24的定位部24a紧密接触,以确保天窗玻璃板C的正确放置,然后在操作面板上人工设定好与天窗玻璃板C的规格相对应的操作参数,确认定位及设置正确后,运行压装程序,压装程序控制压紧轮5422沿着天窗玻璃板C的边缘移动,在天窗玻璃板C的边部及转角的压装过程中,压紧轮5422始终与密封条保持恒定压力的接触,并以这个力恒定稳定的将密封条压紧在天窗玻璃板C的边缘上。待密封条均压在天窗玻璃边缘后,复位程序启动。
在本发明的用于多种类天窗玻璃的密封条自动压装设备100中,仿形轮5421可根据天窗玻璃板C的不同种曲面进行可高可低的运动。仿形轮5421的重要作用是保证压紧轮5422始终和天窗玻璃板C的边缘保持正确压装的相对位置。
上述实施方式为本说明的优选案例,并不用来限制本发明的保护范围,本领域普通技术人员在所附权利要求范围内不需要创造性劳动就能做出的各种变形或修改仍属本专利的保护范围。