高压油泵柱塞组合式O形密封圈安装工装及安装方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及一种液压传动装置的组合式O形密封圈安装工装,特别涉及一种将组合式O形密封圈安装在高压油泵柱塞上的专用工具及方法,属于液压传动装置装配技术领域。
背景技术
目前,柴油机的高压油泵多采用柱塞式结构,实际使用中经常需要更换高压油泵柱塞(以下简称柱塞)和柱塞上的组合式O形密封圈。去除损坏的组合式O形密封圈十分容易,只要切断组合式O形密封圈就可以顺利拆除。而组合式O形密封圈安装时需要通过柱塞头部的锋利刃口,极易损伤组合式O形密封圈和柱塞本体;即使勉强将组合式O形密封圈装进柱塞中部的密封圈安装槽中,也极易出现组合式O形密封圈扭曲变形的情况,造成密封效果不好而难以建立高压,并且出现漏油。
发明内容
本发明的目的是提供一种结构简单、安装方便的组合式O形密封圈柱塞组合式O形密封圈安装工装及安装方法,确保组合式O形密封圈毫无损伤地装进柱塞中部的密封圈安装槽中。
本发明通过以下技术方案予以实现:
一种高压油泵柱塞组合式O形密封圈安装工装,包括外套筒、内锥形套、垫块和螺栓,所述外套筒一端的筒底中心设有螺栓穿过的通孔,外套筒另一端内的外套筒沉孔与内锥形套一端外圆间隙配合,外套筒另一端径向向内延伸出一圈环形压脚,外套筒外周面轴向均布数根一端与环形压脚贯通的弹性槽;内锥形套一端为锥台头,内锥形套另一端为筒形体,筒形体内孔与柱塞一端间隙配合,锥台头中心设有螺栓另一端端头拧入的螺纹孔,垫块嵌入所述筒形体内孔的底部,伸进筒形体内孔的柱塞一端端头抵靠在垫块上。
本发明的目的还可以通过以下技术措施来进一步实现。
进一步的,所述外套筒另一端设有径向环槽,紧固O形密封圈嵌入所述径向环槽中。
进一步的,垫块外径与筒形体内孔匹配,垫块一端设有与螺栓端头匹配的螺栓端头定位沉孔,垫块另一端设有与柱塞一端端头匹配的柱塞端头定位沉孔。
进一步的,所述环形压脚的宽度A=2.5~3.5mm。
进一步的,所述锥台头的锥度角包括彼此连接的顶端锥度角2α
一种高压油泵柱塞组合式O形密封圈安装工装的使用方法,包括以下步骤:
1)先将螺栓一端端头拧进内锥形套一端锥台头中心的螺纹孔中,并使螺栓一端端头伸出螺纹孔,然后将垫块装入内锥形套另一端的筒形体内孔中,直至螺栓一端端头伸进垫块一端的螺栓端头定位沉孔中;再将柱塞一端插进内锥形套另一端的筒形体内孔中,直至柱塞一端端头伸进垫块另一端中心的柱塞端头定位沉孔中;接着将紧固O形密封圈嵌入外套筒另一端的径向环槽中,完成安装工装的初步装配;然后将组合式O形密封圈的内圈套在内锥形套一端的锥台头上;
2)将初步装配好安装工装的螺栓一端先穿过外套筒另一端环形压脚中心孔中,然后从外套筒一端的通孔穿出;接着操作者一手推动柱塞另一端,另一手握住外套筒一端,通过垫块推动内锥形套向着外套筒沉孔底部方向移动;当内锥形套一端的锥台头伸进外套筒另一端的环形压脚中心孔中时,环形压脚反向推动组合式O形密封圈的内圈沿着锥台头向着外套筒另一端的筒形体方向移动,同时使得筒形体下端克服紧固O形密封圈的弹性向外张开;当内锥形套一端的锥台头完全进入外套筒另一端的外套筒沉孔中时,环形压脚推动内圈移到内锥形套另一端的筒形体上,内圈继续向着内锥形套的筒形体方向移动;在螺栓一端伸出外套筒一端的通孔时,即可拉动螺栓,使得内锥形套继续向着外套筒沉孔底部方向移动,直至内圈脱离筒形体端口移进柱塞中部密封圈槽中;最后拉出柱塞,并反向拉出外套筒,使螺栓、内锥形套和垫块脱离外套筒,完成组合式O形密封圈的内圈安装;
3)将组合式O形密封圈的外圈套在内锥形套一端的锥台头上后,重复步骤2)的过程,使得外圈移进柱塞中部密封圈槽中的内圈外侧,从而完成组合式O形密封圈的安装。
进一步的,当内锥形套一端的锥台头端面抵靠在外套筒沉孔底部上,且柱塞一端通过垫块抵靠在内锥形套的筒形体内孔底面时,环形压脚端面与相邻的柱塞中部密封圈槽环形面之间距离B=0.8~1.2mm。
本发明内锥形套伸进外套筒内时,通过外套筒另一端的一圈环形压脚推动套在内锥形套的锥台头上的组合式O形密封圈的内圈或外圈顺着内锥形套的外周面逐渐外移,直至落进柱塞中部密封圈槽中完成组合式O形密封圈相应的内圈或外圈的安装。结构简单、制造成本低,安装方法简便易行,安装好的组合式O形密封圈的内圈或外圈完好无损,确保高压油泵正常工作而不泄漏液压油,提高了高压油泵工作的可靠性。
本发明的优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释,这些实施例,是参照附图仅作为例子给出的。
附图说明
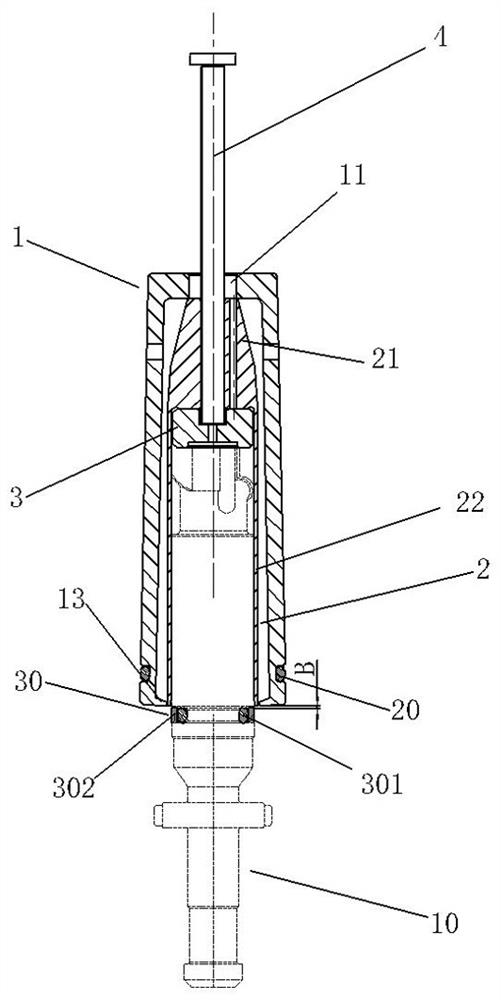
图1是使用本发明开始安装组合式O形密封圈的内圈时的结构示意图;
图2是组合式O形密封圈的内圈已装入柱塞密封圈槽中的示意图;
图3是使用本发明安装组合式O形密封圈的外圈时的示意图;
图4是使用本发明完成组合式O形密封圈安装的结构示意图。
具体实施方式
下面结合附图和组合式O形密封圈30的内圈301、外圈302先后套进柱塞中部密封圈槽101的实施例对本发明作进一步说明。
如图1和图2所示,本实施例柱塞组合式O形密封圈安装工装包括外套筒1、内锥形套2、垫块3和螺栓4,外套筒1一端的筒底中心设有螺栓4一端端头穿过的通孔11,外套筒1另一端内的外套筒沉孔12与内锥形套2一端外圆间隙配合,外套筒1另一端径向向内延伸出一圈环形压脚13,外套筒1外周面轴向均布6根一端与环形压脚13贯通的弹性槽14。外套筒另一端设有径向环槽15,紧固O形密封圈20嵌入所述径向环槽15中。
内锥形套2一端为锥台头21,内锥形套2另一端为筒形体22,筒形体内孔221与柱塞10一端间隙配合,锥台头21中心设有螺栓4另一端端头拧入的螺纹孔211。当内锥形套2一端的锥台头21伸进外套筒另一端的环形压脚中心孔131中时,外套筒1的6根弹性槽14可使外套筒1另一端张开后复位,紧固O形密封圈20对外套筒1的复位提供额外的箍紧力。
垫块3嵌入筒形体内孔221的底部,垫块3外径与筒形体内孔221匹配,垫块3一端设有与螺栓4端头匹配的螺栓端头定位沉孔31,垫块另一端设有与柱塞10一端端头匹配的柱塞端头定位沉孔32,伸进筒形体内孔221的柱塞10一端端头抵靠在垫块3的柱塞端头定位沉孔32上。
组合式O形密封圈30的内圈301或外圈302套在锥台头21上,本实施例环形压脚13的宽度A=3.0mm,锥台头21的锥度角包括彼此连接的顶端锥度角2α
一种柱塞组合式O形密封圈安装工装的使用方法,包括以下步骤:
1)先将螺栓4一端端头拧进内锥形套2一端锥台头21中心的螺纹孔211中,并使螺栓4一端端头伸出螺纹孔211,然后将垫块3装入内锥形套2另一端的筒形体内孔221中,直至螺栓4一端端头伸进垫块3一端的螺栓端头中心沉孔31中。再将柱塞10一端插进内锥形套2另一端的筒形体内孔221中,直至柱塞10一端端头伸进垫块3另一端中心的柱塞端头定位沉孔32中。接着将紧固O形密封圈20嵌入外套筒1另一端的径向环槽15中,完成安装工装的初步装配。然后将组合式O形密封圈30的内圈301套在内锥形套2一端的锥台头21上。
2)将初步装配好安装工装的螺栓4一端先穿过外套筒1另一端环形压脚中心孔131中,然后从外套筒1一端的通孔11穿出。接着操作者一手推动柱塞10另一端,另一手握住外套筒1一端,通过垫块3推动内锥形套2向着外套筒沉孔12底部方向移动。当内锥形套2一端的锥台头21伸进外套筒1另一端的环形压脚中心孔131中时,环形压脚13反向推动组合式O形密封圈30的内圈301沿着锥台头21向着内锥形套2另一端的筒形体22方向移动,同时使得筒形体22下端克服紧固O形密封圈20的弹性向外张开。当内锥形套2一端的锥台头21完全进入外套筒1另一端的外套筒沉孔12中时,环形压脚13推动内圈301移到内锥形套2另一端的筒形体22上,内圈301继续向着内锥形套2的筒形体22方向移动。在螺栓4一端伸出外套筒1一端的通孔11时,即可拉动螺栓4,使得内锥形套2继续向着外套筒沉孔12底部方向移动,直至内圈301脱离筒形体22端口移进柱塞中部密封圈槽101中。最后拉出柱塞10,并反向拉出外套筒1,使螺栓4、内锥形套2和垫块3脱离外套筒1,完成组合式O形密封圈30的内圈301安装。
3)如图3和图4所示,将组合式O形密封圈30的外圈302套在内锥形套2一端的锥台头21上后,重复步骤2)的过程,使得外圈302移进柱塞中部密封圈槽101中的内圈301外侧,从而完成组合式O形密封圈30的安装。
如图4所示,当内锥形套2一端的锥台头21端面抵靠在外套筒沉孔12底部上,且柱塞30一端通过垫块3抵靠在内锥形套2的筒形体内孔221底面时,环形压脚13端面与相邻的柱塞中部密封圈槽301环形面之间距离B=1.0mm,这样的结构使得内圈301或外圈302在脱离内锥形套2另一端的筒形体22后即落进柱塞中部密封圈槽301中,确保内圈301或外圈302毫无损伤地装进柱塞中部的组合式O形密封圈安装槽101中。
除上述实施例外,本发明还可以有其他实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。