一种机器人分拣打磨系统及其控制方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及自动生产线技术领域,尤其是一种机器人分拣打磨系统及其控制方法。
背景技术
在高自动化的工件打磨加工线中,为了提高加工线的加工节拍,通常采用工件自动分拣、识别和打磨的方式进行工件打磨加工。由于工件在打磨前后在外部形状上会出现变化,这就导致在工件打磨前后的识别过程中需要重复的对工件进行三维建模,运算量大。
发明内容
本发明要解决的技术问题是提供一种机器人分拣打磨系统及其控制方法,能够解决现有技术的不足,降低工件识别的运算量。
为解决上述技术问题,本发明所采取的技术方案如下。
一种机器人分拣打磨系统,包括,
打磨工作台,用于安放待打磨工件;
第一工件暂存区,用于暂存待打磨工件;
第二工件暂存区,用于暂存打磨完毕的工件;
机器手,用于对工件进行夹持,将工件从第一工件暂存区转移至打磨工作台,再将工件从打磨工作台转移至第二工件暂存区;
机器手上安装有摄像头,用于对工件进行视觉识别;
打磨工作台上安装有磨具,用于对工件进行打磨。
一种上述的机器人分拣打磨系统的控制方法,包括以下步骤:
A、机器手从第一工件暂存区件待打磨工件转移至打磨工作台;
B、摄像头对工件进行视觉识别,机器手根据识别结果对待打磨工件进行精确定位;
C、磨具对待打磨工件进行打磨加工;
D、摄像头再次对工件进行视觉识别,判断工件是否打磨完毕;
E、若工件未打磨完毕,则磨具继续对待打磨工件进行打磨加工;若工件打磨完毕,则机器手将工件从打磨工作台转移至第二工件暂存区。
作为优选,步骤B中,对待打磨工件的加工面进行三维建模,在三维模型中标记若干个特征点,全部特征点不共面,以特征点为参考点,对待打磨工件进行位置调整,使全部特征点处于预设坐标位置。
作为优选,步骤D中,在加工面上划定若干个特征条带,全部特征点均位于特征条带范围内,全部特征条带之间存在交叉重合部位,交叉重合部位的面积占全部特征条带总面积的5%~10%,计算特征条带范围内的加工面形状和粗糙度,若加工面的形状与预设标准面的形状相似度超过设定阈值,且加工面的粗糙度超过设定阈值,则判定工件打磨完毕,否则判定工件未打磨完毕。
作为优选,计算特征条带范围内的加工面形状包括以下步骤,
D11、在特征条带内划定若干个计算线段,不同计算线段之间至少存在一个交点,当特征条带内包含特征点时,特征点均位于不同计算线段的交点上;
D12、对计算线段的三维形状进行计算,然后根据计算线段的三维形状对特征条带的形状进行拟合。
作为优选,计算特征条带范围内的粗糙度包括以下步骤,
D21、计算每个计算线段的灰度值集合;
D22、根据计算线段的三维形状和照明光源的照射角度,计算理想光滑表面状态下每个计算线段的灰度值集合;
D23、对每个计算线段建立对应的灰度值-粗糙度转换函数,将步骤D21和D22的计算结果代入灰度值-粗糙度转换函数得出计算线段的粗糙度;
D24、当不同计算线段之间的交点的粗糙度在不同计算线段的粗糙度结果中存在偏差时,对包含上述交点的计算线段的粗糙度进行修正;
D25、使用特征条带范围内全部的计算线段的粗糙度进行加权平均,得到特征条带的粗糙度集合。
作为优选,步骤D24中,对计算线段的粗糙度进行修正包括以下步骤,
将不同计算线段的粗糙度函数的导数进行线性调整,使不同计算线段之间的交点的粗糙度在不同计算线段的粗糙度结果中保持一致,且不同导数线性调整的绝对值之和最小。
作为优选,步骤D25中,特征条带范围内任意一个不在计算线段上的像素点的加权对象至少包括3个,且每个计算线段上至少有一个加权对象,加权对象优先选择与待计算像素点距离最近的点,加权系数与加权对象和待计算像素点的距离成反比。
采用上述技术方案所带来的有益效果在于:本发明通过在已建立的三维模型中标记特征点,利用特征点划定特征条带,使用特征条带的识别结果对整个加工面进行判定。由于特征条带的划定最大程度的保留了加工面的特征信息,从而不需要重复对打磨之后的加工面进行重新三维建模。在获取特征条带的形状特征时,通过使用计算线段进行拟合,可以进一步降低运算量。
附图说明
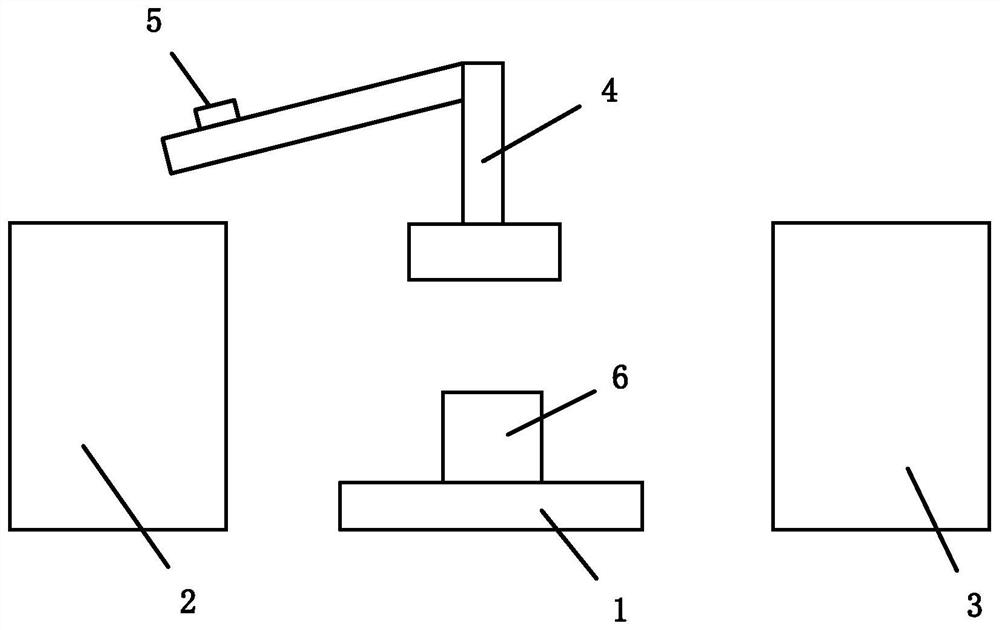
图1是本发明一个具体实施方式的原理图。
图中:1、打磨工作台;2、第一工件暂存区;3、第二工件暂存区;4、机器手;5、摄像头;6、磨具。
具体实施方式
本发明中使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓、铆钉、焊接、粘贴等常规手段,在此不再详述。
参照图1,一种缸体识别系统,包括,
打磨工作台1,用于安放待打磨工件;
第一工件暂存区2,用于暂存待打磨工件;
第二工件暂存区3,用于暂存打磨完毕的工件;
机器手4,用于对工件进行夹持,将工件从第一工件暂存区2转移至打磨工作台1,再将工件从打磨工作台1转移至第二工件暂存区3;
机器手4上安装有摄像头5,用于对工件进行视觉识别;
打磨工作台1上安装有磨具6,用于对工件进行打磨。
一种上述的机器人分拣打磨系统的控制方法,包括以下步骤:
A、机器手4从第一工件暂存区2件待打磨工件转移至打磨工作台1;
B、摄像头5对工件进行视觉识别,机器手4根据识别结果对待打磨工件进行精确定位;
C、磨具6对待打磨工件进行打磨加工;
D、摄像头5再次对工件进行视觉识别,判断工件是否打磨完毕;
E、若工件未打磨完毕,则磨具继续对待打磨工件进行打磨加工;若工件打磨完毕,则机器手4将工件从打磨工作台1转移至第二工件暂存区3。
步骤B中,对待打磨工件的加工面进行三维建模,在三维模型中标记若干个特征点,全部特征点不共面,以特征点为参考点,对待打磨工件进行位置调整,使全部特征点处于预设坐标位置。
步骤D中,在加工面上划定若干个特征条带,全部特征点均位于特征条带范围内,全部特征条带之间存在交叉重合部位,交叉重合部位的面积占全部特征条带总面积的5%~10%,计算特征条带范围内的加工面形状和粗糙度,若加工面的形状与预设标准面的形状相似度超过设定阈值,且加工面的粗糙度超过设定阈值,则判定工件打磨完毕,否则判定工件未打磨完毕。
计算特征条带范围内的加工面形状包括以下步骤,
D11、在特征条带内划定若干个计算线段,不同计算线段之间至少存在一个交点,当特征条带内包含特征点时,特征点均位于不同计算线段的交点上;
D12、对计算线段的三维形状进行计算,然后根据计算线段的三维形状对特征条带的形状进行拟合。
计算特征条带范围内的粗糙度包括以下步骤,
D21、计算每个计算线段的灰度值集合;
D22、根据计算线段的三维形状和照明光源的照射角度,计算理想光滑表面状态下每个计算线段的灰度值集合;
D23、对每个计算线段建立对应的灰度值-粗糙度转换函数,将步骤D21和D22的计算结果代入灰度值-粗糙度转换函数得出计算线段的粗糙度;
D24、当不同计算线段之间的交点的粗糙度在不同计算线段的粗糙度结果中存在偏差时,对包含上述交点的计算线段的粗糙度进行修正;
D25、使用特征条带范围内全部的计算线段的粗糙度进行加权平均,得到特征条带的粗糙度集合。
步骤D24中,对计算线段的粗糙度进行修正包括以下步骤,
将不同计算线段的粗糙度函数的导数进行线性调整,使不同计算线段之间的交点的粗糙度在不同计算线段的粗糙度结果中保持一致,且不同导数线性调整的绝对值之和最小。
步骤D25中,特征条带范围内任意一个不在计算线段上的像素点的加权对象至少包括3个,且每个计算线段上至少有一个加权对象,加权对象优先选择与待计算像素点距离最近的点,加权系数与加权对象和待计算像素点的距离成反比。
本发明简化了工件打磨后的识别运算过程,避免在工件加工面识别环节出现加工节拍瓶颈。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种机器人分拣打磨系统及其控制方法
- 一种基于深度学习的机器人恒力打磨系统及打磨控制方法