一种单髁膝关节假体及其制造方法
文献发布时间:2023-06-19 10:14:56
技术领域
本发明涉及膝关节假体置换技术领域,具体为一种单髁膝关节假体及其制造方法。
背景技术
目前单髁膝关节假体大多为骨水泥型假体,对于骨水泥型单髁膝关节假体,由于骨水泥固定不良导致的无菌性松动是其常见的失败原因。而非骨水泥单髁假体固定为螺钉固定或粗糙面固定,可以增加膝关节假体固定的可靠性、减少无菌性松动的发生率及误诊率,但是由于使用松动造成早期到中期翻修率高达20%。
已有的单髁膝关节假体存在以下问题:
一、非骨水泥假体大多为涂层,初始稳定性差,摩擦系数低;
二、骨水泥型单髁膝关节假体翻修率高;
三、增材制造的膝关节假体,虽然能够制造出多孔结构,骨组织能够长入到假体微孔内,有利于假体的长期稳定性,但增材制造的单髁膝关节假体,受制于增材制造技术的影响,其致密性难以达到100%,从而影响其疲劳性能;
四、增材制造的单髁膝关节假体与宿主骨接触面为多孔结构,但材质本身仍为生物惰性材料,不能实现骨诱导和骨整合的功能,不具有生物活性。
本发明公开的一种单髁膝关节假体及其制造方法,用于解决上述问题。
发明内容
本发明的目的在于提供一种单髁膝关节假体及其制造方法,以解决上述背景技术中提出的问题。
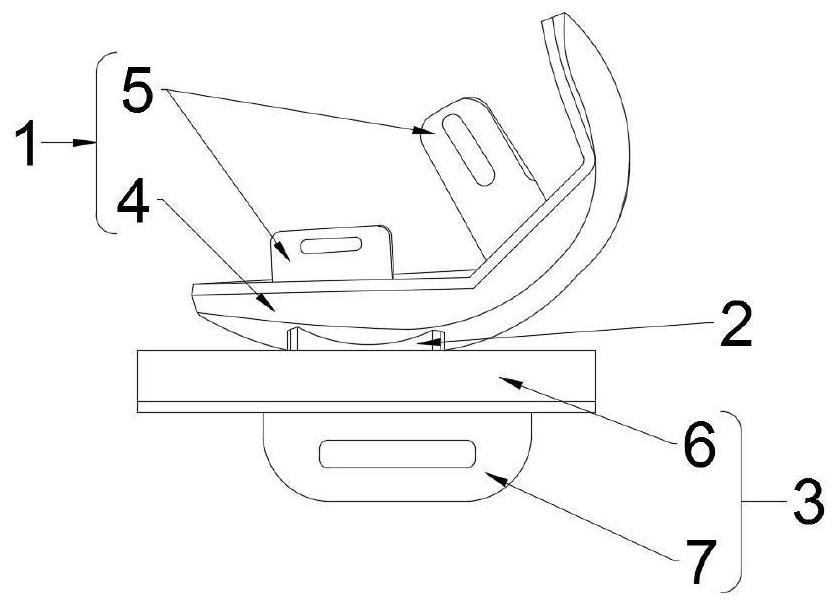
为了解决上述技术问题,本发明提供如下技术方案:一种单髁膝关节假体,包括股骨髁、垫片、胫骨平台,所述垫片位于股骨髁和胫骨平台之间,所述股骨髁和胫骨平台由增材制造的方法制备,使用增材制造的方法能够制造出符合人体解剖结构的股骨髁和胫骨平台,所述股骨髁包括股骨髁本体和股骨连接柱,所述股骨髁本体和股骨连接柱一体成型,所述股骨连接柱用于和宿主股骨连接,股骨髁本体和垫片接触,所述胫骨平台包括胫骨平台本体和胫骨连接柱,所述胫骨平台本体和胫骨连接柱一体成型,所述胫骨连接柱用于和宿主股骨连接,所述胫骨平台本体用于和垫片连接,所述股骨连接柱、股骨髁本体与宿主骨接触的内表面设置有一号多孔结构,即如图2中所示a所指的阴影部分,所述胫骨连接柱、胫骨平台本体与宿主骨接触面设置有二号多孔结构,即如图2中所示b所指的阴影部分,一号多孔结构和二号多孔结构为人体骨组织的长入提供空间,提高假体的稳定性能,同时增大假体的比表面积,所述胫骨平台表面有原位生长膜层,原位膜层赋予胫骨平台生物活性功能,使得胫骨平台在植入早期能够快速实现骨诱导和骨长入,避免使用骨水泥,避免骨水泥引起的排异反应、过敏、中毒、血压改变等情况。
优选的,所述一号多孔结构的厚度为1~3mm,所述二号多孔结构的厚度为1~2mm。
优选的,所述股骨髁的制造方法为激光立体成形、选择性激光烧结和电子束熔融技术中的一种或几种,所述股骨髁的材质为钴铬钼合金,所述胫骨平台的材质为钛合金,所述钛合金为Ti-6Al-4V、Ti-6Al-17Nb、Ti-13Nb-13Zr或Ti-5Zr-3Mo-15Nb中的一种。
优选的,所述一号多孔结构和二号多孔结构为不定形孔结构、立方结构、六棱柱结构、金刚石结构、菱形十二面体结构、截角八面体结构、骨小梁结构中的一种或几种,所述一号多孔结构和二号多孔结构的孔隙率为50~70%,丝径200~500μm,孔径为400~600μm。
优选的,所述胫骨平台表面有Ca、P和Si元素,其中Ca≥5.0wt.%,P≥3.0wt.%,Si≥1.0wt.%,Ca和P元素使得胫骨平台表面具有生物活性,有利于骨长入。
优选的,所述原位生长膜层的厚度为0.5~5μm。
优选的,所述原位生长膜层的厚度为1~2μm。
优选的,所述原位生长膜层表面有微孔,微孔孔径为0.01~1μm,孔隙率为2~25%。
一种单髁膝关节假体的制造方法,包括:
S1.增材制造股骨髁;
S2.热等静压处理股骨髁;
S3.机加工股骨髁;
S4.增材制造胫骨平台;
S5.热等静压处理胫骨平台;
S6.机加工胫骨平台;
S7.表面改性;
S8.超声清洗。
优选的,还包括:
S1.增材制造股骨髁:使用钴铬钼合金将股骨髁打印成型,且将股骨连接柱、股骨髁本体与宿主骨接触的内表面打印为一号多孔结构,增材制造的股骨髁表面制造出的一号多孔结构,使骨组织能够长入到假体微孔内,提高股骨髁的稳定性;
S2.热等静压处理股骨髁:压力大小保持在120MPa,保压2~4h,热等静压温度保持在1150~1200℃;热等静压处理使得增材制造的股骨髁获得趋近于理论的密度,从而较大程度的提高其疲劳性能,解决增材制造的假体内部容易存在孔洞或分层等的缺陷;
S3.机加工股骨髁:将热处理后的股骨髁加工为设计的尺寸,机加工为常规的加工方式;
S4.增材制造胫骨平台:使用钛合金原料将胫骨平台打印成型,且将胫骨连接柱、胫骨平台本体与宿主骨的接触面打印为二号多孔结构,增材制造的胫骨平台制造出的二号多孔结构,使骨组织能够长入到胫骨平台微孔内,提高胫骨平台的稳定性;
S5.热等静压处理胫骨平台:将压力大小保持在100~120MPa,保压1~3.5h,热等静压温度保持在860~890℃;热等静压处理使得增材制造的胫骨平台获得趋近于100%的致密性,从而较大程度的提高其疲劳性能,解决增材制造的假体内部容易存在孔洞或分层等的缺陷。
S6.机加工胫骨平台:将热处理后的胫骨平台加工为设计的尺寸,机加工为常规的加工方式;
S7.表面改性:对S6得到的胫骨平台改性,包括a.预备工艺,b.配置电解液,c.氧化得到原位生长膜层;
S8.超声清洗:对S7得到胫骨平台先使用自来水超声清洗,清洗时间为2~5min,再纯化水喷淋清洗。
优选的,所述S7中,
a.预备工艺具体是先在丙酮溶液内浸泡3~8min,以清除机加工过程中表面残留的污染物,再用自来水超声清洗3~5min,然后用纯化水喷淋,最后吹干,将假体表面的杂质清洗,方便后续的氧化成膜;
b.电解液的成分为:乙酸钙0.145mol/L、磷酸二氢钙0.05mol/L、EDTA-2Na0.075mol/L,硅酸钠0.01mol/L,经过电解氧化处理的胫骨平台表面形成原位膜层,该原位膜层内含有Ca和P等具有生物活性的物质,即将生物惰性的材料改性为了生物活性的材料,有利于假体和骨质的融合长入,提高胫骨平台前期的骨融合,具有更高的安全性和长期使用的有效性;
c.氧化得到原位生长膜层包括:使用不锈钢作阴极,胫骨平台为阳极,设置在电压为200~420V、脉冲频率为200~400Hz、占空比为5~8%、电解液温度为15~20℃的条件下氧化5~10min,在胫骨平台表面生成原位生长膜层,经过表面改性的胫骨平台,用钛合金制备的胫骨平台和胫骨相结合,其表面的二号多孔结构结合了原位生长膜层有利于初期的骨长入和长期的稳定性,使得单髁膝关节假体具有非常优良的力学性能、良好的生物活性,远远降低了翻修率。
与现有技术相比,本发明所达到的有益效果是:
1、本发明用增材制造的方式,制备出的原料为钴铬钼合金的股骨髁和原料为钛合金的胫骨平台,且股骨髁和胫骨平台与宿主骨接触面为多孔结构,使假体不但可以与患者的股骨、胫骨的自然轮廓相匹配,而且为人体骨组织的长入提供空间,提高假体的稳定性能,同时增大假体的比表面积,有利于假体的初始稳定性差,摩擦系数提高,降低假体的翻修率;
2、本发明中使用热等静压的工艺改变股骨髁和胫骨平台假体的力学性能,使假体具有接近100%的致密性和良好的疲劳性能,解决了增材制造制备的股骨髁和胫骨平台内部容易存在孔洞或分层等缺陷;
3、本发明中对胫骨平台的表面改性,将生物惰性材料改性为具有生物活性的材料,使得胫骨平台在植入早期能够快速实现骨诱导和骨长入,避免了使用骨水泥而引起的排异反应、过敏、中毒、血压改变等情况,提高假体的安全性和长期使用的有效性;
4、本发明制备的生物活性胫骨平台的表面膜层是由钛合金材料基体原位生成,与基体结合强度高,脱落风险低;
5、本发明工艺流程简单,易于实现工业化生产。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1是本发明一种单髁膝关节假体的正视图一;
图2是本发明一种单髁膝关节假体的正视图二;
图3是对比例2中胫骨平台的剖面的显微组织照片
图4是实施例1中胫骨平台的剖面的显微组织照片;
图5是实施例1的胫骨平台表面电镜照片;
图中:1、股骨髁;2、垫片;3、胫骨平台;4、股骨髁本体;5、股骨连接柱;6、胫骨平台本体;7、胫骨连接柱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1:
S1.增材制造股骨髁:使用钴铬钼合金为原料、激光立体成形技术打印,得到一号多孔结构的形状为立方结构、厚度为2mm、孔隙率为60%、丝径为350μm,孔径为500μm股骨髁;
S2.热等静压处理股骨髁:将S1得到的股骨髁进行热处理,压力大小保持在120MPa,保压3h,热等静压温度保持在1170℃;
S3.机加工股骨髁:将热处理后的股骨髁加工为设计的尺寸;
S4.增材制造胫骨平台:使用Ti-6Al-17Nb为原料将胫骨平台打印成型,得到一号多孔结构的形状为立方结构、厚度为1.5mm、孔隙率为60%、丝径为350μm,孔径为500μm股骨髁;
S5.热等静压处理胫骨平台:将S4得到的胫骨平台进行热处理,将压力大小保持在110MPa,保压2h,热等静压温度保持在875℃;
S6.机加工胫骨平台:将热处理后的胫骨平台加工为设计的尺寸;
S7.表面改性:对S6得到的胫骨平台改性,
a.预备工艺具体是先在丙酮溶液内浸泡5min,再用自来水超声清洗4min,然后用纯化水喷淋,最后吹干;
b.电解液的成分为:乙酸钙0.145mol/L、磷酸二氢钙0.05mol/L,EDTA-2Na0.075mol/L、硅酸钠0.01mol/L;
c.氧化得到原位生长膜层包括:使用不锈钢作阴极,假体为阳极,设置在电压为300V、脉冲频率为300Hz、占空比为6%、电解液温度为18℃的条件下氧化7min,在胫骨平台表面生成原位生长膜层。
S8.超声清洗:先对S7得到胫骨平台先使用自来水超声清洗,清洗时间为3.5min,再纯化水喷淋清洗;
由上述步骤得到的股骨髁和胫骨平台,其胫骨平台表面原位生长膜层的厚度为2.5μm,膜层表面的微孔平均孔径为0.51μm,孔隙率为15%。
实施例2:
S1.增材制造股骨髁:使用钴铬钼合金为原料、选择性激光烧结技术打印,得到一号多孔结构的形状为菱形十二面体结构、厚度为1mm、孔隙率为50%、丝径为200μm,孔径为400μm股骨髁;
S2.热等静压处理股骨髁:将S1得到的股骨髁进行热处理,压力大小保持在120MPa,保压2h,热等静压温度保持在1150℃;
S3.机加工股骨髁:将热处理后的股骨髁加工为设计的尺寸;
S4.增材制造胫骨平台:使用Ti-13Nb-13Zr为原料将胫骨平台打印成型,得到一号多孔结构的形状为菱形十二面体结构、厚度为1mm、孔隙率为50%、丝径为200μm,孔径为400μm股骨髁;
S5.热等静压处理胫骨平台:将S4得到的胫骨平台进行热处理,将压力大小保持在100MPa,保压1h,热等静压温度保持在860℃;
S6.机加工胫骨平台:将热处理后的胫骨平台加工为设计的尺寸;
S7.表面改性:对S6得到的胫骨平台改性,
a.预备工艺具体是先在丙酮溶液内浸泡3min,再用自来水超声清洗3min,然后用纯化水喷淋,最后吹干;
b.电解液的成分为:乙酸钙0.145mol/L、磷酸二氢钙0.05mol/L,EDTA-2Na0.075mol/L、硅酸钠0.01mol/L;
c.氧化得到原位生长膜层包括:使用不锈钢作阴极,假体为阳极,设置在电压为200V、脉冲频率为200Hz、占空比为5%、电解液温度为15℃的条件下氧化5min,在胫骨平台表面生成原位生长膜层。
S8.超声清洗:先对S7得到胫骨平台先使用自来水超声清洗,清洗时间为3.5min,再纯化水喷淋清洗;
由上述步骤得到的股骨髁和胫骨平台,其胫骨平台表面原位生长膜层的厚度为1μm,膜层表面的微孔平均孔径为0.03μm,孔隙率为2%。
实施例3:
S1.增材制造股骨髁:使用钴铬钼合金为原料、电子束熔融技术打印,得到一号多孔结构的形状为截角八面体结构、厚度为3mm、孔隙率为70%、丝径为500μm,孔径为600μm股骨髁;
S2.热等静压处理股骨髁:将S1得到的股骨髁进行热处理,压力大小保持在120MPa,保压4h,热等静压温度保持在1200℃;
S3.机加工股骨髁:将热处理后的股骨髁加工为设计的尺寸;
S4.增材制造胫骨平台:使用Ti-5Zr-3Mo-15Nb为原料将胫骨平台打印成型,得到一号多孔结构的形状为骨小梁结构、厚度为2mm、孔隙率为70%、丝径为500μm,孔径为600μm股骨髁;
S5.热等静压处理胫骨平台:将S4得到的胫骨平台进行热处理,将压力大小保持在120MPa,保压3.5h,热等静压温度保持在890℃;
S6.机加工胫骨平台:将热处理后的胫骨平台加工为设计的尺寸;
S7.表面改性:对S6得到的胫骨平台改性,
a.预备工艺具体是先在丙酮溶液内浸泡8min,再用自来水超声清洗5min,然后用纯化水喷淋,最后吹干;
b.电解液的成分为:乙酸钙0.145mol/L、磷酸二氢钙0.05mol/L,EDTA-2Na0.075mol/L、硅酸钠0.01mol/L;
c.氧化得到原位生长膜层包括:使用不锈钢作阴极,假体为阳极,设置在电压为420V、脉冲频率为400Hz、占空比为8%、电解液温度为20℃的条件下氧化10min,在胫骨平台表面生成原位生长膜层。
S8.超声清洗:先对S7得到胫骨平台先使用自来水超声清洗,清洗时间为3.5min,再纯化水喷淋清洗;
由上述步骤得到的股骨髁和胫骨平台,其胫骨平台表面原位生长膜层的厚度为1.7μm,膜层表面的微孔平均孔径为1μm,孔隙率为24%。
对比例1:和实施例1的区别为减少了S2热等静压处理股骨髁工艺。
对比例2:和实施例1的区别为减少了S5热等静压处理胫骨平台工艺。
对比例3:和实施例1的区别为减少了S7表面改性处理工艺。
实验1:先得到实施例1~3和对比例1~3的股骨髁和胫骨平台的剖面,再使用电子显微镜观察实施例1~3和对比例1~3的股骨髁和胫骨平台的剖面,观察到实施例1~3和对比例3得到的股骨髁和胫骨平台内部结构密实,无孔洞和分层,对比例1中的股骨髁和对比例2中的胫骨平台内部仍存在孔洞和分层,并得到图3-对比例2中胫骨平台的剖面的显微组织照片、图4-实施例1中胫骨平台的剖面的显微组织照片,对比图3和图4可清楚的表明增材制造的单髁膝关节假体经过热等静压工艺处理后,其内部的孔洞缺陷消失,组织致密。
实验2:检测实施例1~3和对比例1~3得到的股骨髁和胫骨平台的力学性能,并记录股骨髁和胫骨平台的力学性能,得到表1:
表1
由表1可知,实施例实施例1~3对比例3得到的股骨髁和胫骨平台经过热等静压工艺处理后,均获得了良好的力学性能,疲劳性能增强,降低了术后翻修的可能性,而对比例的1的股骨髁和对比例2的胫骨平台的力学性能没有得到改善,疲劳性能较差,说明热等静压工艺可以有效改善增材制造的假体的力学性能,具有实用性。
实验3:将实施例1~3和对比例1~3得到的胫骨平台,用电子显微镜对其表面进行扫描测量,观察到实施例1~3和对比例1~2的胫骨平台表面均清晰的显示了膜层上的多孔结构,对比例3的胫骨平台表面光滑,并得到图5-实施例1的胫骨平台表面电镜扫面图,且用X射线能谱检测胫骨平台得到原位膜层的重量百分比,得到表2:
表2
由图5可清晰的观察到实施例1得到的胫骨平台原位膜层表面的多孔结构,且由表1可得知实施例1~3和对比例1~2得到的胫骨平台表面均有Ca、P和Si元素,具有生物活性物质,其重量百分比Ca≥5.0wt.%,P≥3.0wt.%,Si≥1.0wt.%,有利于细胞在骨填充假体表面的粘附和增殖,有利于骨长入,对比例3得到的胫骨平台表面无微孔和生物活性元素,不具有生物活性。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种单髁膝关节假体及其制造方法
- 一种可预防松动的单髁膝关节假体及其工作方法