一种平板灯及其制备方法
文献发布时间:2023-06-19 10:49:34
技术领域
本发明属于照明设备领域,涉及一种平板灯及其制备方法。
背景技术
随着LED发光效率提升,照明用LED光源日益普及,其中以平板灯最为普遍。平板灯是卧室灯的一种,美观大方,简单实用,采用高档压克力材质,具有环保、防尘、防静电等优点,但是传统平板灯厚度较大,安装时需要预留较大空间,装卸时需要较多的人或花费较多的时间去操作,大大提高工作人员的工作负担,同时现有的平板灯的大多采用透明塑料制成的灯罩,其材料透光率较差,质量较大,同时由于透光性差,为保证光照能力,往往需要增加LED灯珠,进而大大提高能耗,为解决上述问题,本发明提供了一种平板灯及其制备方法。
发明内容
本发明的目的在于提供一种平板灯及其制备方法,其包括复合光学膜以及平板灯边框,所述平板灯边框由边框以及底座构成,所述底座底面上固定有反射片,所述反光板上设有LED灯条,所述LED灯条设有一个或两个,所述LED灯条对称固定于边框左右侧壁上或长边一侧,所述LED灯条上设有导光板,所述导光板设于边框上,且通过边框覆盖于LED灯条上,所述光学复合膜覆盖于导光板上,且固定于边框上,所述光学复合膜由第一光学膜以及第二光学膜叠加组合而成,所述第一光学膜具有55%的雾度,所述第二光学膜为具特别设计光学微结构。
本发明的目的可以通过以下技术方案实现:
一种平板灯,包括底座,所述底座下端面上固定有反射片,所述反射片下侧设有LED灯条,所述LED灯条共设有两个,两个所述LED灯条对称固定于底座左右侧壁上,两个所述LED灯条下侧对应设有导光板,所述导光板下侧设有光学复合膜,所述导光板固定于边框上,且通过边框覆盖于LED灯条上,所述边框位于底座下侧,且边框与底座固定配合;
所述光学复合膜由第一光学膜以及第二光学膜叠加组合而成,所述第一光学膜具有55%的雾度,所述第二光学膜为具有特别设计圆环形光学结构。
一种平板灯制备方法,包含如下步骤:
1)制作第一光学膜:
I)将第一光学膜基膜放置在放卷机上;
II)将放卷机上的第一光学膜基膜一端穿过压辊机,之后缠绕在收卷机上;
III)启动放卷机、压辊机以及收卷机设备;
IV)第一光学膜基膜由放卷机向压辊机移动,此时在第一光学膜基膜进入压辊机同时通过上胶机构在第一光学膜基膜上涂抹一定厚度的透明胶;
V)在压辊机的压模辊上喷砂,使得模具辊表面带有点状颗粒;
VI)上述模具辊压过胶水同时通过UV灯对涂抹有透明胶的第一光学膜基膜进行照射,使带结构透明胶凝固在第一光学膜基膜上;
VII)收卷机收卷,将加工好的第一光学膜基膜进行收卷;
2)制作第二光学膜的压膜模具:
I)选择一块大小适中的平板;
II)在平板上雕刻出多组均匀排布的同心圆,每两个同心圆间距为10um-100um,每组同心圆由100-3000个同心圆组成;
III)以雕刻出的平板作为基础模型,制作软膜模具;
IV)将软膜模具包覆在模具辊上;
V)模具辊安装于压模机上;
VI)将第二光学膜基膜放置在放卷机上;
VII)将放卷机上的第二光学膜基膜一端穿过压模机,之后缠绕在收卷机上;
VIII)启动放卷机、压模机以及收卷机设备;
IX)第二光学膜基膜由放卷机向压模机移动,此时在第二光学膜基膜进入压模机时通过上胶机构在第二光学膜基膜上涂抹一定厚度的透明胶;
X)在模具辊压过胶水同时通过UV灯对有透明胶的第二光学膜基膜进行照射一段时间,使透明胶凝固在第二光学膜基膜上;
XI)收卷机收卷,将加工好的第二光学膜基膜进行收卷;
3)制作复合光学膜:
I)将第一光学膜基膜以及第二光学膜基膜分别放置在两个不同的放卷机上;
II)将第一光学膜基膜以及第二光学膜基膜一端贴合共同穿过压辊机,并缠绕在收卷机上;
III)启动放卷机、压辊机以及收卷机设备;
IV)第一光学膜基膜以及第二光学膜基膜由放卷机向压辊机移动,在第一光学膜基膜以及第二光学膜基膜进入压模机前,在第一光学膜基膜以及第二光学膜基膜相贴合的面上涂抹一定厚度的透明压敏胶;
V)第一光学膜基膜以及第二光学膜基膜通过压辊机之后彼此合二为一,共同收卷与收卷机上;
4)通过模具制作平板灯边框,平板灯边框包括相互配合的底座以及边框;
5)在平板灯边框的底座上通过挂耳固定安装有反射片;
6)将LED灯条安装与底座侧壁上;
7)将导光板与复合光学膜叠合并固定于边框上。
进一步地,所述步骤1)中的一定厚度具体为20um,一段时间具体15-30min。
进一步地,所述步骤2)中的一块大小适中的平板具体为面积为620mmX1250mm,厚度为10mm。
进一步地,所述步骤2)中的一定厚度具体为20um,一段时间具体3-20min。
进一步地,所述步骤3)中的一定厚度具体为5-20um。
本发明的有益效果:本发明所提出的技术方案,本发明通过复合光膜作为灯罩,使其具有超薄的性能,大大降低平板灯的厚度,方便安装,采用复合光膜作为灯罩,具有质量小便于移动的有益效果,本发明复合光膜,其透光性较好,相比传统平板灯大幅度提高透光率,进而在保证同样的光照强度下,本发明更加的节能,在相同的功率下,本发明具有更高的光效,本发明在复合膜上涂抹有磨砂,进而避免使用过程中,人员出现眩光情况发生,本发明具有高光效、节能、防眩光以及超薄等有益效果。
附图说明
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
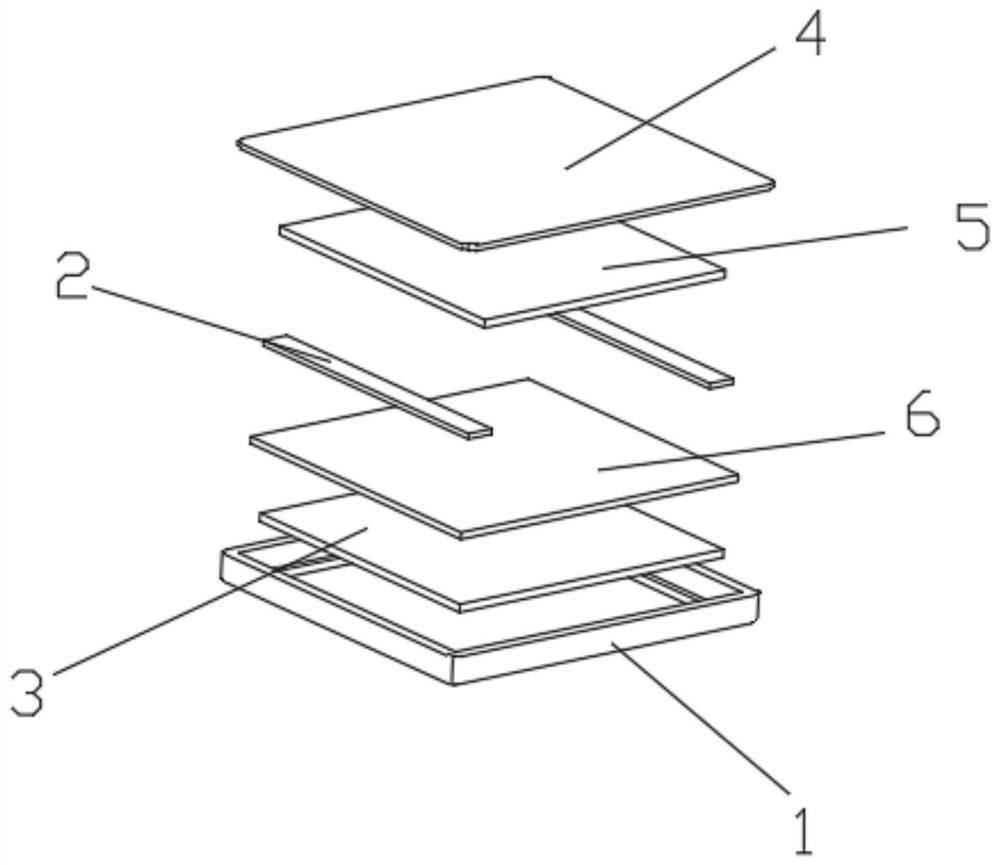
图1为本发明的结构示意图;
图2为本发明的工作的步骤简图。
图中:边框1,LED灯条2,复合光学膜3,底座4,反射片5,导光板6。
具体实施方式
结合图1-2通过如下实施例对本发明进行详细说明:
一种平板灯,包括底座4,底座4下端面上固定有反射片5,反射片5下侧设有LED灯条2,LED灯条2共设有两个,两个LED灯条2对称固定于底座4左右侧壁上,两个LED灯条2下侧对应设有导光板6,导光板6下侧设有光学复合膜3,导光板6固定于边框1上,且通过边框1覆盖于LED灯条2上,边框1位于底座4下侧,且边框1与底座4固定配合。
光学复合膜3由第一光学膜以及第二光学膜叠加组合而成,第一光学膜具有55%的雾度,第二光学膜为具有特别设计圆环形光学结构。
一种平板灯制备方法,包含如下步骤:
1)制作第一光学膜:
I)将第一光学膜基膜放置在放卷机上;
II)将放卷机上的第一光学膜基膜一端穿过压辊机,之后缠绕在收卷机上;
III)启动放卷机、压辊机以及收卷机设备;
IV)第一光学膜基膜由放卷机向压辊机移动,此时在第一光学膜基膜进入压辊机同时通过上胶机构在第一光学膜基膜上涂抹一定厚度的透明胶;
V)在压辊机的压模辊上喷砂,使得模具辊表面带有点状颗粒;
VI)上述模具辊压过胶水同时通过UV灯对涂抹有透明胶的第一光学膜基膜进行照射,使带结构透明胶凝固在第一光学膜基膜上;
VII)收卷机收卷,将加工好的第一光学膜基膜进行收卷;
2)制作第二光学膜的压膜模具:
I)选择一块大小适中的平板;
II)在平板上雕刻出多组均匀排布的同心圆,每两个同心圆间距为10um-100um,每组同心圆由100-3000个同心圆组成;
III)以雕刻出的平板作为基础模型,制作软膜模具;
IV)将软膜模具包覆在模具辊上;
V)模具辊安装于压模机上;
VI)将第二光学膜基膜放置在放卷机上;
VII)将放卷机上的第二光学膜基膜一端穿过压模机,之后缠绕在收卷机上;
VIII)启动放卷机、压模机以及收卷机设备;
IX)第二光学膜基膜由放卷机向压模机移动,此时在第二光学膜基膜进入压模机时通过上胶机构在第二光学膜基膜上涂抹一定厚度的透明胶;
X)在模具辊压过胶水同时通过UV灯对有透明胶的第二光学膜基膜进行照射一段时间,使透明胶凝固在第二光学膜基膜上;
XI)收卷机收卷,将加工好的第二光学膜基膜进行收卷;
3)制作复合光学膜:
I)将第一光学膜基膜以及第二光学膜基膜分别放置在两个不同的放卷机上;
II)将第一光学膜基膜以及第二光学膜基膜一端贴合共同穿过压辊机,并缠绕在收卷机上;
III)启动放卷机、压辊机以及收卷机设备;
IV)第一光学膜基膜以及第二光学膜基膜由放卷机向压辊机移动,在第一光学膜基膜以及第二光学膜基膜进入压模机前,在第一光学膜基膜以及第二光学膜基膜相贴合的面上涂抹一定厚度的透明压敏胶;
V)第一光学膜基膜以及第二光学膜基膜通过压辊机之后彼此合二为一,共同收卷与收卷机上;
4)通过模具制作平板灯边框,平板灯边框包括相互配合的底座4以及边框1;
5)在平板灯边框的底座4上通过挂耳固定安装有反射片5;
6)将LED灯条2安装于底座4侧壁上;
7)将导光板6与复合光学膜叠合并固定于边框1上。
步骤1)中的一定厚度具体为20um,一段时间具体15-30min。
步骤2)中的一块大小适中的平板具体为面积为620mmX1250mm,厚度为10mm。
步骤2)中的一定厚度具体为20um,一段时间具体3-20min。
步骤3)中的一定厚度具体为5-20um。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种嵌入式平板灯的安装结构和一种平板灯
- 一种嵌入式平板灯的安装结构和一种平板灯