一种冷弯成型多层玻璃制品、成型工装及其制造方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明属于玻璃技术领域,尤其涉及一种冷弯成型多层玻璃制品、成型工装及其制造方法。
背景技术
玻璃的透光性和优异的物理化学稳定性决定了它在建筑、飞机、船舶、车辆、电器和新能源等领域不可替代的重要地位。在许多情况下需要弯曲玻璃基板,比如曲面显示器的前盖板玻璃,也可结合到墙壁、窗户、模块化家具、淋浴门、镜子等。现有弯曲玻璃的方法采用热成型,其具有能耗高、成本高和光学变形等缺陷,且只可弯曲单层玻璃,通过热成型弯曲得到的夹层玻璃功能单一,无法实现夹层玻璃中间设置光伏电池串,以提高新能源在玻璃制品中的利用率。
发明内容
为解决现有技术存在的采用热成型弯曲玻璃具有能耗高、成本高和光学变形,以及弯曲得到的夹层玻璃功能单一的问题,本发明提供一种冷弯成型多层玻璃制品、成型工装及其制造方法。
为解决上述技术问题,本发明所采用的技术方案如下,一种冷弯成型多层玻璃制品,包括依次设置的背面玻璃、光伏电池串和前面玻璃,所述前面玻璃和光伏电池串之间,以及背面玻璃和光伏电池串之间均设置有胶膜,该多层玻璃制品整体呈曲面形状。
作为优选,所述前面玻璃选用花纹玻璃或者平板玻璃,所述背面玻璃也选用花纹玻璃或者平板玻璃;所述花纹玻璃为单面花纹玻璃或者双面花纹玻璃。提高该冷弯成型多层玻璃制品的多样性。
作为优选,所述前面玻璃和背面玻璃均选用物理钢化玻璃;所述胶膜选用PVB、EVA或者POE胶膜;所述光伏电池串的四周设置有封边胶,所述封边胶位于前面玻璃和背面玻璃之间。提高该冷弯成型多层玻璃制品的强度和可靠性。
进一步地,所述前面玻璃和/或背面玻璃的表面均设置有镀层;所述镀层采用减反射镀膜、反光镀膜、Lowe镀膜、感光材料镀膜、导电镀膜或者色彩涂料镀膜。
进一步地,所述前面玻璃和背面玻璃的厚度范围均为0.5mm~5mm,所述胶膜的厚度范围为0.2mm~2mm。保证该多层玻璃制品强度,同时便于该多层玻璃制品冷弯成型操作。
一种冷弯成型多层玻璃制品的成型工装,该成型工装用于冷弯成型上述的任一种的多层玻璃制品,该成型工装包括从下至上依次设置的底座、支撑柱和固定治具,所述底座上每一行和每一列均至少设置两个所述支撑柱,所述支撑柱的高度可调节,根据多层玻璃制品待冷弯成型的曲面形状大小设置支撑柱的数量和各个所述支撑柱的高度,待冷弯成型的多层玻璃制品放置在支撑柱上,所述多层玻璃制品位于固定治具和支撑柱之间,所述固定治具呈长条状,沿多层玻璃制品的长度方向设置至少两个所述固定治具,所述固定治具和底座之间设置有C型夹,当所述C型夹下压固定治具后,所述固定治具带动多层玻璃制品与各个所述支撑柱贴合冷弯成型。
作为优选,所述支撑柱与底座螺纹连接,所述支撑柱由电机驱动上下移动;或者所述支撑柱与底座滑动连接,所述支撑柱由气缸驱动上下移动。便于调节支撑柱的高度,提高该成型工装的适用范围和使用便捷性。
进一步地,所述支撑柱和固定治具朝向多层玻璃制品的表面均设置有缓冲材料。有效防止破坏多层玻璃制品的外观或机械完整性。
一种冷弯成型多层玻璃制品的制造方法,包括如下步骤:
S1、选择材料:前面玻璃选用花纹钢化玻璃或者平板钢化玻璃,所述背面玻璃也选用花纹钢化玻璃或者平板钢化玻璃;花纹钢化玻璃为单面花纹钢化玻璃或者双面花纹钢化玻璃;前面玻璃和/或背面玻璃的表面均设置有镀层;
S2、材料层叠放置:背面玻璃、第一层胶膜、光伏电池串、第二层胶膜和前面玻璃依次放置呈平板状;
S3、预压合:将叠放好的材料放入预压合设备,加热、加压使之预固化成型后,形成待冷弯成型的多层玻璃制品;
S4、冷弯成型:根据多层玻璃制品待冷弯成型的曲面形状大小设置支撑柱的数量和各个所述支撑的高度,再将待冷弯成型的多层玻璃制品放置在支撑柱上,沿多层玻璃制品的长度方向设置至少两个固定治具,再将C型夹安装在固定治具和底座之间,C型夹再下压固定治具,固定治具带动待冷弯成型的多层玻璃制品与各个支撑柱贴合冷弯成型;
S5、消除内应力:将高压设备升温预热至60℃~200℃,再将成型工装和多层玻璃制品一并放入高压设备内,升温、加压至多层玻璃制品形状固化;
S6、成品检测:对多层玻璃制品的表面清洁处理,以及检测光伏电池串的通电功能;
进一步地,步骤S1中,镀层采用喷涂、电镀、物理或化学沉积、滚涂或者丝网印刷工艺镀层;步骤S2中,放置光伏电池串时,在背面玻璃或前面玻璃上设置封边胶,封边胶位于光伏电池串的四周,且封边胶位于前面玻璃和背面玻璃之间。镀层工艺成熟,镀层精度高;封边胶根据安全性或客户需求等要求选择性添加。
有益效果:本发明的冷弯成型多层玻璃制品及其制造方法,通过背面玻璃、第一层胶膜、光伏电池串、第二层胶膜和前面玻璃依次材料层叠放置呈平板状,其中放置光伏电池串时,在背面玻璃或前面玻璃上设置封边胶,封边胶位于光伏电池串的四周,且封边胶位于前面玻璃和背面玻璃之间,再对叠放好的材料进行预压合,再对预压合形成的待冷弯成型的多层玻璃制品进行室温下冷弯成型,冷弯成型后再在高压设备内升温、加压至多层玻璃制品形状固化,消除冷弯成型的内应力,该冷弯成型多层玻璃制品集成了光伏电池串,极大的扩大了夹层玻璃的功能,实现了玻璃制品与新能源的结合,以及具有强度高、无气泡、胶合强度好,中间层厚度差小、光学变形发生的概率低、能耗低,加工效率高的优点;本发明的冷弯成型多层玻璃制品的成型工装,具有结构简单可靠、设计巧妙、便于操作、效率高、加工质量高、成本低和适用范围广的优点。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它附图。
图1是本发明冷弯成型多层玻璃制品的实施例1的剖视示意图;
图2是本发明冷弯成型多层玻璃制品的成型工装的实施例1的剖视示意图;
图3是本发明冷弯成型多层玻璃制品的成型工装的实施例1的底座和支撑柱装配示意图;
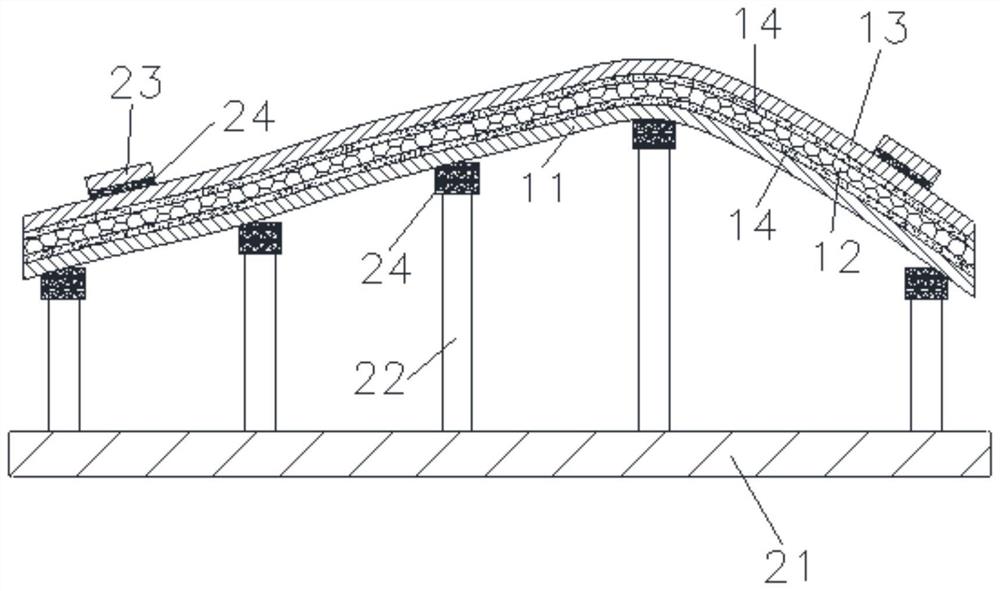
图4是本发明冷弯成型多层玻璃制品的实施例2的主视示意图;
图5是本发明冷弯成型多层玻璃制品的实施例2的局部剖视示意图;
图中:11、背面玻璃,12、光伏电池串,13、前面玻璃,14、胶膜,15、封边胶;21、底座,22、支撑柱,23、固定治具,24、缓冲材料。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
如图1所示,一种冷弯成型多层玻璃制品,包括依次设置的背面玻璃11、光伏电池串12和前面玻璃13,所述前面玻璃13和光伏电池串12之间,以及背面玻璃11和光伏电池串12之间均设置有胶膜14,所述光伏电池串12的四周设置有封边胶15,所述封边胶15位于前面玻璃13和背面玻璃11之间,该多层玻璃制品整体呈曲面形状,本实施例的多层玻璃制品为汽车天窗,本实施例的光伏电池串12选用晶硅光伏电池串。
为了提高该冷弯成型多层玻璃制品的多样性,所述前面玻璃13选用花纹玻璃或者平板玻璃,所述背面玻璃11也选用花纹玻璃或者平板玻璃,所述花纹玻璃为单面花纹玻璃或者双面花纹玻璃,本实施例的前面玻璃13和背面玻璃11均选用平板玻璃。为了提高该冷弯成型多层玻璃制品的强度和可靠性,本实施例的所述前面玻璃13和背面玻璃11均选用物理钢化玻璃;所述胶膜14选用PVB、EVA或者POE胶膜,本实施例的所述胶膜14选用PVB胶膜;所述前面玻璃13和/或背面玻璃11的表面均设置有镀层,所述镀层采用减反射镀膜、反光镀膜、Lowe镀膜、感光材料镀膜、导电镀膜或者色彩涂料镀膜,本实施例的前面玻璃13的外表面设置减反射镀膜,本实施例的前面玻璃13和背面玻璃11相对的面均设置黑色的涂料镀膜;为了保证该多层玻璃制品强度,同时便于该多层玻璃制品冷弯成型操作,所述前面玻璃13和背面玻璃11的厚度范围均为0.5mm~5mm,本实施例的前面玻璃13和背面玻璃11的厚度均为1.6mm,所述胶膜14的厚度范围为0.2mm~2mm,本实施例的胶膜14的厚度为1mm。
如图2和3所示,一种冷弯成型多层玻璃制品的成型工装,该成型工装用于冷弯成型上述的多层玻璃制品,该成型工装包括从下至上依次设置的底座21、支撑柱22和固定治具23,所述底座21上每一行和每一列均至少设置两个所述支撑柱22,所述支撑柱22的高度可调节,根据多层玻璃制品待冷弯成型的曲面形状大小设置支撑柱22的数量和各个所述支撑柱22的高度,待冷弯成型的多层玻璃制品放置在支撑柱22上,所述多层玻璃制品位于固定治具23和支撑柱22之间,所述固定治具23呈长条状,沿多层玻璃制品的长度方向设置至少两个所述固定治具23,本实施例的固定治具23选用钢带,数量为两个,两个固定治具23位于多层玻璃制品的两端,所述固定治具23和底座21之间设置有C型夹(图中未示意出),固定治具23的两端比工件长出5cm,便于用C型夹将固定治具23固定于底座21上,当所述C型夹下压固定治具23后,所述固定治具23带动多层玻璃制品与各个所述支撑柱22贴合冷弯成型。
在本实施例中,支撑柱22的高度调节范围为0cm~50cm,相邻支撑柱22之间距离大于等于5cm;为了便于调节支撑柱22的高度,提高该成型工装的适用范围和使用便捷性,在本实施例中,所述支撑柱22与底座21螺纹连接,所述支撑柱22由电机驱动上下移动(图中未示意出);或者所述支撑柱22与底座21滑动连接,所述支撑柱22由气缸驱动上下移动(图中未示意出);为了防止该成型工装破坏多层玻璃制品的外观或机械完整性,本实施例的所述支撑柱22和固定治具23朝向多层玻璃制品的表面均设置有缓冲材料24,缓冲材料24可选用硅胶、毛毡或者橡胶。
一种冷弯成型多层玻璃制品的制造方法,本实施例的多层玻璃制品为上述的汽车天窗,该制造方法包括如下步骤:
S1、选择材料:本实施例的前面玻璃13和背面玻璃11均选用平板玻璃;本实施例的前面玻璃13的外表面设置减反射镀膜,本实施例的前面玻璃13和背面玻璃11相对的面均通过网印刷工艺设置黑色的涂料镀膜;
S2、材料层叠放置:背面玻璃11、第一层胶膜14、光伏电池串12、第二层胶膜14和前面玻璃13依次放置呈平板状;
S3、预压合:将叠放好的材料放入预压合设备,本实施例的预压合设备可以为平板硫化机、多腔室层压机、贝壳式层压机,预压合设备具有加热、加压、抽真空等的工作能力,预压合设备预热120℃,抽真空,再加压至90kPa并保温5min使之预固化成型后,形成待冷弯成型的多层玻璃制品;
S4、冷弯成型:根据多层玻璃制品待冷弯成型的曲面形状大小设置支撑柱22的数量和各个所述支撑柱22的高度,再将待冷弯成型的多层玻璃制品放置在支撑柱22上,沿多层玻璃制品的长度方向设置至少两个固定治具23,再将C型夹安装在固定治具23和底座21之间,C型夹再下压固定治具23,固定治具23带动待冷弯成型的多层玻璃制品与各个支撑柱22贴合冷弯成型;
S5、消除内应力:将高压设备升温预热至60℃~200℃,本实施例的高压设备选用高压釜,高压釜升温预热至150℃,再将成型工装和多层玻璃制品一并放入高压设备内,升温、加压至多层玻璃制品形状固化,本实施例加压至5倍大气压,保温保压10min,此过程消除多层玻璃制品在室温环境状态下弯曲造成的内应力,且冷却后保持形状,不回弹;
S6、成品检测:对多层玻璃制品的表面清洁处理,以及检测光伏电池串12的通电功能。
实施例2
如图4和图5所示,在本实施例中,与实施例1的区别在于,本实施例的多层玻璃制品为建筑用弯曲光伏组件;所述光伏电池串12的四周设置有封边胶15,所述封边胶15位于前面玻璃13和背面玻璃11之间,封边胶15是根据建筑设计的安全性或客户需求等要求选择性添加;本实施例的前面玻璃13采用超白浮法玻璃,本实施例的背面玻璃11采用普通浮法玻璃;本实施例的所述胶膜14选用EVA胶膜;
制造该建筑用弯曲光伏组件时:在步骤S1中,本实施例的前面玻璃13选用超白浮法玻璃,本实施例的背面玻璃11选用普通浮法玻璃;在步骤S2中,放置光伏电池串12时,在背面玻璃11或前面玻璃13上设置封边胶15,封边胶15位于光伏电池串12的四周,且封边胶15位于前面玻璃13和背面玻璃11之间;在步骤S3中,预压合设备预热145℃,抽真空,再加压至90kPa并保温20min使之预固化成型后,形成待冷弯成型的多层玻璃制品;在步骤S5中,本实施例的高压釜升温预热至150℃,再将成型工装和多层玻璃制品一并放入高压设备内,升温、加压至多层玻璃制品形状固化,本实施例加压至10倍大气压,保温保压15min,此过程消除多层玻璃制品在室温环境状态下弯曲造成的内应力,且冷却后保持形状,不回弹。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种冷弯成型多层玻璃制品、成型工装及其制造方法
- 一种冷弯成型多层玻璃制品及其成型工装