一种空调热交换器全自动组装生产系统
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于空调自动化生产线技术领域,具体涉及一种空调热交换器全自动组装生产系统。
背景技术
现有生产线主要通过人工搬运的形式搬运成品热交换器安装到组装线体上的空调底座上,由于热交换器通常体积较大、重量较重,故相关生产线存在生产效率低、用工人数多、生产安全系数低(工人存在被工件砸伤风险)、工人工作强度大的缺点。通过对原有生产线引入全自动组装生产线系统,可以以相对较低的成本提高生产线的生产效率、减少用工人数、极大降低生产线存在的安全风险。
发明内容
本发明的目的在于提供一种空调热交换器全自动组装生产系统,解决了传统空调热交换器难以机械化生产的问题。
为实现上述目的,本发明涉及的空调热交换器全自动组装生产系统,包括自动组装机、第一产品来料输送机、第二产品来料输送机、产品来料升降机、垫板自动回收机、不良品视觉检测系统、不良品移除装置、组装输送机和控制系统;第一产品来料输送机和第二产品来料输送机首尾连接构成产品来料输送机,其中第一产品来料输送机与产品来料升降机连接,承接、输送与缓存产品来料升降机上输送来的空调热交换器,第二产品来料输送机远离产品来料升降机设置,用于接收第一产品来料输送机输送来的空调热交换器产品,并完成热交换器的输送和缓存,组装输送机和产品来料输送机平行设置,自动组装机和不良品移除装置均安装于产品来料输送机和组装输送机之间,且不良品移除装置置于自动组装机一侧,自动组装机用于将空调热交换器从产品来料输送机搬运到组装输送机或不良品移除装置上,不良品视觉检测系统固定设置在产品来料输送机和不良品移除装置之间,用于检测自动组装机抓取的空调热交换器尺寸是否符合要求,当符合要求时,将空调热交换器搬运到组装输送机上的空调底座上,当不符合要求时,将空调热交换器搬运到不良品移除装置上,不良品移除装置用于将不符合要求的产品移出,组装输送机用于输送空调底座,完成空调热交换器与空调底座之间的安装以及将成品输出,垫板自动回收机置于第二产品来料输送机一侧用于将空调热交换器底部的垫板回收,控制系统分别与自动组装机、第一产品来料输送机、第二产品来料输送机、产品来料升降机、垫板自动回收机、不良品视觉检测系统、不良品移除装置和组装输送机连接。
本发明涉及的第一产品来料输送机和第二产品来料输送机结构相同均包括第一电机、第一输送机框架、第一滚筒、第一驱动链、第一光电传感器、第二光电传感器和阻挡机构,在输送机框架上等间距安装若干第一滚筒,第一驱动链将相邻第一滚筒以及第一滚筒与第一电机连接,在第一输送机框架前端固定第一光电传感器,在第一输送机框架后端固定第二光电传感器,第一阻挡机构固定在远离来料一侧的第一输送机框架上,阻挡产品继续向前运行。
本发明涉及的产品来料升降机包括升降机本体、输送单元和位检测传感器,输送单元固定在升降机本体上部,输送方向与第一产品来料输送机输送方向相同,位检测传感器固定在输送单元上,用于检测空调热交换器是否输送到位。
本发明涉及的自动组装机包括工业机器人、抓取抓手和底座,工业机器人底部通过底座固定在地面上,抓取抓手安装在工业机器人手腕末端,抓取抓手用于抓取产品来料输送机输送来的空调热交换器将其转接到组装输送机或不良品移除装置上。
本发明涉及的垫板自动回收机包括支撑框架、第三光电传感器、机械坐标手、垫板抓取夹具和垫板回收托盘,支撑框架固定在第二产品来料输送机一侧且与第二产品来料输送机在一条直线上,垫板回收托盘固定在支撑框架内,垫板抓取夹具固定在机械坐标手手臂末端,用于抓取垫板,机械坐标手固定在支撑框架上沿支撑框架长度方向滑动,移动带动垫板抓取夹具将垫板从第二产品来料输送机搬运到垫板回收托盘上,第三光电传感器固定在垫板回收托盘一侧的支撑框架上,实时监测垫板回收托盘是否到位。
具体地,坐标机械手包括横向驱动电机、横向输送机、横杆、纵向输送机和纵向输送电机,支撑框架呈围栏状,垫板回收托盘放置在支撑框架围栏框内,且靠近垫板回收托盘的支撑框架内侧固定第三光电传感器,横向输送机固定在支撑框架前后两侧的长杆上,横向驱动电机与横向输送机连接,横杆两端固定的固定块与前后两侧的横向输送机连接,横杆中部固定块与纵向输送机连接,纵向输送电机和纵向输送机连接,垫板抓取夹具固定在纵向输送机底部。
具体地,垫板抓取夹具包括垫板抓取夹具框架和真空吸盘,垫板抓取夹具框架是由相互交叉连接的横杆和纵杆构成的矩形框架,在垫板抓取夹具框架底部均匀固定若干个吸附垫板的真空吸盘。
本发明涉及的不良品视觉检测系统包括安装支撑框架和视觉检测系统,安装支撑框架固定在产品来料输送机和不良品移除装置之间,倒置的若干个视觉检测系统绕安装支撑框架上部固定设置,用于检测自动组装机抓取的空调热交换器尺寸是否符合要求。
本发明涉及的不良品移除装置包括驱动电机、夹持输送机、安装架、第一护罩、第二护罩、连杆、锥形齿轮组、第四光电传感器、第五光电传感器和不良品移除车,平行设置两安装架,在每一个安装架上固定一夹持输送机,连杆两端部分别通过锥形齿轮组与两侧的夹持输送机输入端连接,连杆一端与驱动电机连接,第一护罩固定在安装架和夹持输送机外侧,第二护罩固定在连杆和锥形齿轮组外侧,不良品移除车两边紧靠两夹持输送机内侧,驱动电机通过连杆带动两夹持输送机转动,进而带动不良品移除车沿夹持输送机长度方向上往复移动,第四光电传感器固定在靠近产品来料输送机一侧的安装架上,第五光电传感器固定在远离产品来料输送机一侧的安装架上。
本发明涉及的组装输送机包括第二电机、第二输送链条、第二滚筒、第二输送机框架和第六光电传感器,等间距排布的若干第二滚筒两端固定在第二输送机框架上,第二输送链条将相邻第二滚筒以及第二滚筒与第二电机连接,第六光电传感器固定在第二输送机框架来料方向前端,用于检测产品是否到位。
本发明涉及的空调热交换器全自动组装生产系统,还包括安全防护系统,安全防护系统与控制系统连接,由控制系统控制其运行,安全防护系统包括固定式安全防护装置、检修门、警示灯、有源光电检测装置、安全联锁装置和紧急停止装置,自动组装机、第一产品来料输送机、第二产品来料输送机、产品来料升降机、垫板自动回收机、不良品视觉检测系统、不良品移除装置和组装输送机均置于固定式安全防护装置形成的回形防护栏内,且防护栏在组装输送机两端处设置开口,在靠近垫板自动回收机一侧设置垫板进出口,在组装输送机8两端开口以及垫板进出口处均设置有源光电检测装置,用于实时监测是否有人员误入生产区域,在固定式安全防护装置四角顶部分别固定一警示灯,用于故障时的警示,在固定式安全防护装置上设置检修门,安全联锁装置和紧急停止装置也均固定在安全防护装置上。
与现有技术相比,本发明的有益效果是:本发明通过集成机器人技术,将原本需要人工完成的产品搬运与抓取更改为机器完成搬运与组装,具有节省用工人数、降低人员工作强度、提高生产效率、增加企业效益等优点。
附图说明
图1为实施例1涉及的空调热交换器全自动组装生产系统结构原理示意图。
图2为实施例1涉及的产品来料输送机结构示意图。
图3为实施例1涉及的自动组装机结构示意图。
图4为实施例1涉及的垫板自动回收机结构示意图。
图5为实施例1涉及的不良品视觉检测系统结构示意图。
图6为实施例1涉及的不良品移除输送机结构示意图。
图7为实施例1涉及的不良品移除输送机部分结构拆解示意图。
图8为图7中A部分放大结构图。
图9为实施例1涉及的组装输送机结构示意图。
图10为实施例2涉及的空调热交换器抓取抓手的立体结构图。
图11为实施例2涉及的固定夹爪的立体结构图。
图12为实施例2涉及的固定夹爪部分结构立体结构图。
图13为实施例2涉及的浮动夹爪的立体结构图。
图14为图10中B部分的结构放大图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。本发明所述“前”、“后”、“左”、“右”、“上”、“下”等方位词是为了描述部件之间的相对关系,“第一”、“第二”等数量词是为了分辨不同组件,不构成对本申请的限制。
实施例:
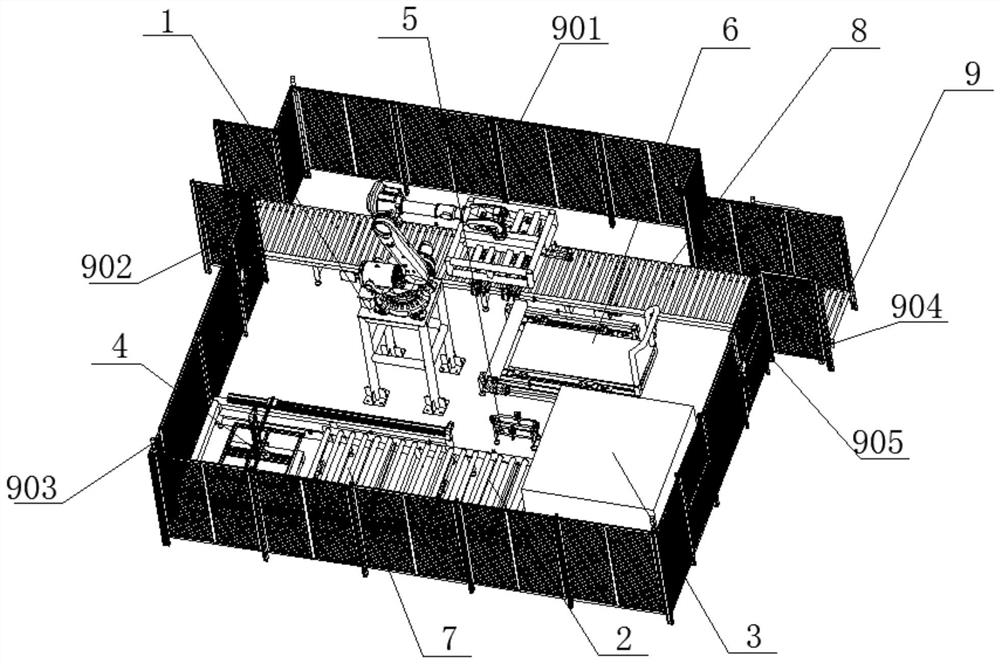
如图1所示,本实施例涉及的空调热交换器全自动组装生产系统,包括自动组装机1、第一产品来料输送机2、第二产品来料输送机7、产品来料升降机3、垫板自动回收机4、不良品视觉检测系统5、不良品移除装置6、组装输送机8和控制系统;第一产品来料输送机2和第二产品来料输送机7首尾连接构成产品来料输送机,其中第一产品来料输送机2与产品来料升降机3连接,承接、输送与缓存产品来料升降机3上输送来的空调热交换器,第二产品来料输送机7远离产品来料升降机3设置,用于接收第一产品来料输送机2输送来的空调热交换器产品,并完成热交换器的输送和缓存,组装输送机8和产品来料输送机平行设置,自动组装机1和不良品移除装置6均安装于产品来料输送机和组装输送机8之间,且不良品移除装置6置于自动组装机1一侧,自动组装机1用于将空调热交换器从产品来料输送机搬运到组装输送机8或不良品移除装置6上,不良品视觉检测系统5固定设置在产品来料输送机和不良品移除装置6之间,用于检测自动组装机1抓取的空调热交换器尺寸是否符合要求,当符合要求时,将空调热交换器搬运到组装输送机8上的空调底座上,当不符合要求时,将空调热交换器搬运到不良品移除装置6上,不良品移除装置6用于将不符合要求的产品移出,组装输送机8用于输送空调底座,完成空调热交换器与空调底座之间的安装以及将成品输出,垫板自动回收机4置于第二产品来料输送机7一侧用于将空调热交换器底部的垫板回收,控制系统分别与自动组装机1、第一产品来料输送机2、第二产品来料输送机7、产品来料升降机3、垫板自动回收机4、不良品视觉检测系统5、不良品移除装置6和组装输送机8连接,实现自动化控制。
如图2所示,本实施例涉及的第一产品来料输送机2和第二产品来料输送机7结构相同均包括第一电机201、第一输送机框架202、第一滚筒203、第一驱动链204、第一光电传感器205、第二光电传感器206和阻挡机构207,在输送机框架202上等间距安装若干第一滚筒203,第一驱动链204将相邻第一滚筒203以及第一滚筒203与第一电机201连接,在第一输送机框架202前端固定第一光电传感器205,在第一输送机框架202后端固定第二光电传感器206,第一阻挡机构207固定在远离来料一侧的第一输送机框架202上,阻挡产品继续向前运行。
本实施例涉及的产品来料升降机3包括升降机本体、输送单元和位检测传感器,输送单元固定在升降机本体上部,输送方向与第一产品来料输送机2输送方向相同,位检测传感器固定在输送单元上,用于检测空调热交换器是否输送到位。
如图3所示,本实施例涉及的自动组装机1包括工业机器人101、抓取抓手102和底座103,工业机器人101底部通过底座103固定在地面上,抓取抓手102安装在工业机器人101手腕末端,抓取抓手102用于抓取产品来料输送机2输送来的空调热交换器将其转接到组装输送机8或不良品移除装置6上。所述抓取抓手102上装有视觉检测系统,用于采集图像信息,确定空调热交换器和空调底座等位置信息。
如图4所示,本实施例涉及的垫板自动回收机4包括支撑框架401、第三光电传感器402、机械坐标手、垫板抓取夹具和垫板回收托盘410,支撑框架401固定在第二产品来料输送机7一侧且与第二产品来料输送机7在一条直线上,垫板回收托盘410固定在支撑框架401内,垫板抓取夹具固定在机械坐标手手臂末端,用于抓取垫板,机械坐标手固定在支撑框架401上沿支撑框架401长度方向滑动,通过X和Z方向(X方向为支撑框架401长度方向)移动带动垫板抓取夹具将垫板从第二产品来料输送机7搬运到垫板回收托盘410上,第三光电传感器402固定在垫板回收托盘410一侧的支撑框架401上,实时监测垫板回收托盘410是否到位。
具体地,坐标机械手包括横向驱动电机403、横向输送机404、横杆405、纵向输送机406和纵向输送电机407,支撑框架401呈围栏状,垫板回收托盘410放置在支撑框架401围栏框内,且靠近垫板回收托盘410的支撑框架401内侧固定第三光电传感器402,横向输送机404固定在支撑框架401前后两侧的长杆上,横向驱动电机403与横向输送机404连接,横杆405两端固定的固定块与前后两侧的横向输送机404连接,横杆405中部固定块与纵向输送机406连接,纵向输送电机407和纵向输送机406连接,垫板抓取夹具固定在纵向输送机406底部。横向驱动电机403带动横向输送机404转动,进而通过固定块带动横杆405沿支撑框架401长度方向移动,纵向输送电机407带动纵向输送机406转动,进而实现纵向输送电机407相对横杆405上下运动。
具体地,垫板抓取夹具包括垫板抓取夹具框架408和真空吸盘409,垫板抓取夹具框架408是由相互交叉连接的横杆和纵杆构成的矩形框架,在垫板抓取夹具框架408底部均匀固定若干个吸附垫板的真空吸盘409。
如图5所示,本实施例涉及的不良品视觉检测系统5包括安装支撑框架501和视觉检测系统502,安装支撑框架501固定在产品来料输送机和不良品移除装置6之间,倒置的若干个视觉检测系统502绕安装支撑框架501上部固定设置,用于检测自动组装机1抓取的空调热交换器尺寸是否符合要求。具体地,所述视觉检测系统502为智能摄像机。
如图6-8所示,本实施例涉及的不良品移除装置6包括驱动电机601、夹持输送机602、安装架603、第一护罩604、第二护罩605、连杆606、锥形齿轮组607、第四光电传感器608、第五光电传感器609和不良品移除车610,平行设置两安装架603,在每一个安装架603上固定一夹持输送机602,连杆606两端部分别通过锥形齿轮组607与两侧的夹持输送机602输入端连接,连杆606一端与驱动电机601连接,第一护罩604固定在安装架603和夹持输送机602外侧,第二护罩605固定在连杆606和锥形齿轮组607外侧,不良品移除车610两边紧靠两夹持输送机602内侧,驱动电机601通过连杆606带动两夹持输送机602转动,进而带动不良品移除车610沿夹持输送机602长度方向上往复移动,第四光电传感器608固定在靠近产品来料输送机一侧的安装架603上,第五光电传感器609固定在远离产品来料输送机一侧的安装架603上。
如图9所示,本实施例涉及的组装输送机8包括第二电机801、第二输送链条802、第二滚筒803、第二输送机框架804和第六光电传感器805,等间距排布的若干第二滚筒803两端固定在第二输送机框架804上,第二输送链条802将相邻第二滚筒803以及第二滚筒803与第二电机801连接,第六光电传感器805固定在第二输送机框架804来料方向前端,用于检测产品是否到位。
如图1所示,本实施例涉及的空调热交换器全自动组装生产系统,还包括安全防护系统9,安全防护系统9与控制系统连接,由控制系统控制其运行,安全防护系统9包括固定式安全防护装置901、检修门902、警示灯903、有源光电检测装置904、安全联锁装置905和紧急停止装置,自动组装机1、第一产品来料输送机2、第二产品来料输送机7、产品来料升降机3、垫板自动回收机4、不良品视觉检测系统5、不良品移除装置6和组装输送机8均置于固定式安全防护装置901形成的回形防护栏内,且防护栏在组装输送机8两端处设置开口,在靠近垫板自动回收机4一侧设置垫板进出口,在组装输送机8两端开口以及垫板进出口处均设置有源光电检测装置904,用于实时监测是否有人员误入生产区域,在固定式安全防护装置901四角顶部分别固定一警示灯903,用于故障时的警示,在固定式安全防护装置901上设置检修门902,安全联锁装置905和紧急停止装置也均固定在安全防护装置901上。安全防护系统主要起到将自动组装机工作区域隔离开来,防止人员在设备运行期间进入工作范围造成意外伤害的作用。(安全防护系统正常工作时,安全联锁装置锁闭、紧急停止装置断开,工人在此时不能通过打开检修门的方式进入设备工作区域;设备停止运行或紧急停止装置被拍下时,安全联锁装置断开锁闭,工人可打开检修门进入设备工作区域进行设备维护与检修及工装车运送工作。当设备出现故障停机时,警示灯进行声光报警,提示现场工人设备故障停机,此时通过拍下紧急停止装置,安全联锁装置断开锁闭,工人可进入工作区域进行检修和故障排除工作。当且仅当紧急停止装置断开、控制系统人机操作界面设备运行按钮被按下设备方可重新运行,安全联锁装置方才重新锁闭,以防工作区域内尚有人员存在造成不必要的人员伤亡。有源光电保护装置设置为防止现场工人或其他无关人员在设备工作期间通过垫板回收机前方物料转运口或组装输送机进入设备工作区域造成危险,当有源光电保护装置检测到有物体进入,并确认该物体为非产品时,设备会自动停机并进行声光报警,直至进入工作区域的人员离开,控制系统人机操作界面的设备运行按钮被按下设备方才恢复正常运行。
本实施例涉及的空调热交换器全自动组装生产系统,具体实施过程为:
(1)位检测传感器检测检测到空调热交换器经由上一工序输送到产品来料升降机3,升降机本体下降,使输送单元输送面与第一产品来料输送机2输送面平齐,输送单元工作将空调热交换器转运到第一产品来料输送机2上,空调底座转运到组装输送机8,第二电机801启动将空调底座向前运输,当第六光电传感器805检测到空调底座到位后,第二电机801停止;
(2)第一产品来料输送机2启动将空调热交换器从第一产品来料输送机2输送到第二产品来料输送机7,当第二产品来料输送机7上的第一光电传感器205检测到空调热交换器,第二产品来料输送机7上的阻挡机构207升起,过程中,当第二产品来料输送机7上的第一光电传感器205检测到空调热交换器以及当第一产品来料输送机2上的第一光电传感器205检测到空调热交换器,则第一产品来料输送机2上的阻挡机构207升起,第一产品来料输送机2、第二产品来料输送机2和产品来料升降机3均停止,直至第二产品来料输送机7上的垫板取走后,阻挡机构207回位,重新启动第一产品来料输送机2、第二产品来料输送机2和产品来料升降机3;
(3)当第二产品来料输送机7后端的第二光电传感器205检测到空调热交换器,自动组装机1移动到第二产品来料输送机7上侧,自动组装机1上的抓取抓手102确认空调热交换器位置将其抓取向不良品视觉检测系统5方向移动,然后纵向输送机406启动带动垫板抓取夹具向上移动到一定位置,横向驱动电机403启动带动垫板抓取夹具向空调热交换器处移动,当移动到垫板上方时,纵向输送机406启动带动垫板抓取夹具向下移动,真空吸盘409将垫板吸住,坐标机械手再反方向运动,当第三光电传感器402检测到垫板回收托盘410,将垫板移动到垫板回收托盘410。
(4)抓取抓手102携带空调热交换器经过不良品视觉检测系统5上方时,视觉检测系统502采集空调热交换器的图像数据,确认其规格尺寸,当符合要求时,进行步骤(5),当不符合要求时,进行步骤(6);
(5)抓取抓手102确认组装输送机8上的空调底座位置,将空调热交换器搬运到组装输送机8上的空调底座上,完成空调热交换器与空调底座的安装,第二电机801启动,将完成安装的产品输出;
(6)当不符合要求时,将空调热交换器向不良品移除车610上搬运,当第四检测传感器608检测到有空调热交换器需要转运,则启动驱动电机601带动驱动电机601转动,将不良品移除车610向内移动,到位后停止,将空调热交换器放置在不良品移除车610上,当第五检测传感器609检测到空调热交换器到位后,则启动驱动电机601带动驱动电机601转动,将不良品移除车610向外移动。
实施例2
实施例1中的抓取抓手102可采用本实施例中的空调热交换器抓取抓手,但下述说明不构成对抓取抓手结构的限制,其他可以实现上述功能的抓取抓手也在保护范围内。
本实施例涉及的空调热交换器抓取抓手,包括机械框架A1、固定夹爪A2和视觉检测系统A5,机械框架A1上部与机器人末端手腕连接,视觉检测系统A5固定在机械框架A1侧边,用于获取产品位置信息,至少两个固定夹爪A2固定在机械框架A1底部,所述固定夹爪A2包括左右对称设置的左夹爪单元和右夹爪单元,热交换器置于左夹爪单元和右夹爪单元之间的夹持通道内,随左夹爪单元和右夹爪单元相向运动实现夹取,多个固定夹爪A2一字型设置,实现直线方向上热交换器多个位点的夹持。
本实施例涉及的固定夹爪A2的左夹爪单元A201和右夹爪单元A202结构相同且左右对称设置,均包括固定机构A207、电动执行机构A208、导向机构A203、夹板A204、缓冲垫A205和压力检测传感器A206,电动执行机构A208固定在固定机构A207上通过电动推杆与夹板A204连接,带动夹板A204相对固定机构A207做往复运动,在靠近固定机构A207的夹板A204一侧固定导向机构A203,导向机构A203与固定机构A207上的轴承A209滑动连接,用于电动执行机构A208带动夹板A204往复运动时的辅助导向,具体地,导向机构A203为导向杆,在靠近固定机构A207的夹板A204一侧固定缓冲垫A205,在远离固定机构A207的夹板A204一侧固定压力检测传感器A206,固定夹爪A2的左夹爪单元和右夹爪单元均通过固定机构A207固定在机械框架A1上。将热交换器放置在左夹爪单元和右夹爪单元对应的夹板A204之间的通道内,夹板A204在对应电动执行机构A208的带动下同时相向运动,压力检测传感器A206实时检测施加到夹板A204上的压力,当压力检测传感器A206达到设定值时,电动执行机构A208停止,完成夹持。
多个固定夹爪A2一字型设置,能够实现直线方向上热交换器多个位点的夹持,上述空调热交换器抓取抓手适用于抓取L形和C形热交换器。但在抓取G形热交换器时,抓取不稳定,容易掉落,且由于规格不同,G形热交换器尺寸之间存在差异,为此,在上述空调热交换器抓取抓手的基础上,增加一可移动的抓手,且该移动抓手的抓取通道与固定抓手的抓取通道平行。具体地,所述空调热交换器抓取抓手,还包括浮动抓手A3、变距机构A4,浮动夹爪A3包括左夹爪单元A301、右夹爪单元A302和安装支撑机构A303,浮动夹爪A3的左夹爪单元和右夹爪单元具体结构与固定夹爪A2的左夹爪单元和右夹爪单元相同,浮动夹爪A3的左夹爪单元和右夹爪单元之间形成的夹持通道与固定夹爪A2的左夹爪单元和右夹爪单元之间形成的夹持通道平行,变距机构A4固定在机械框架A1上,变距机构A4与浮动抓手A5连接带动浮动抓手A5在浮动抓手A5形成的抓取通道方向上往复运动,进而实现了不同规格G形热交换器的抓取。
具体地,浮动夹爪A3的左夹爪单元A301和右夹爪单元A302左右对称设置,均包括固定机构A207、电动执行机构A208、导向机构A203、夹板A204、缓冲垫A205和压力检测传感器A206,电动执行机构A208固定在固定机构A207上通过电动推杆与夹板A204连接,带动夹板A204相对固定机构A207做往复运动,在靠近固定机构A207的夹板A204一侧固定导向机构A203,导向机构A203与固定机构A207上的轴承A209滑动连接,用于电动执行机构带动夹板往复运动时的辅助导向,具体地,导向机构A203为导向杆,在靠近固定机构A207的夹板A204一侧固定缓冲垫A205,在远离固定机构A207的夹板A204一侧固定压力检测传感器A206,浮动夹爪A3对应的左夹爪单元和右夹爪单元的固定机构A207均固定在安装支撑机构A303上。
具体地,变距机构A4包括第一支撑座A401、气缸A402、接头A403、导向轴A404、滑动轴承座A405、第二支撑座A406和第三支撑座A407,气缸A402尾部固定在第一支撑座A401上,气缸A402上的推杆端部安装有接头A403并通过接头A403与安装支撑机构A303连接,至少两个平行设置的滑动轴承座A405固定在安装支撑机构A303上部,且变距机构A4的滑动轴承座A405与浮动抓手A3的夹板A204平行设置,导向轴A404与滑动轴承座A405滑动连接,导向轴A404一端固定第二支撑座A406,第三支撑座A407固定在安装支撑机构A303上部,第一支撑座A401、第二支撑座A406和第三支撑座A407均固定在机械框架A1上。当接收到换产命令,需要将L形或C形热交换器换为G形热交换器时,根据G形热交换器的型号大小,气缸A402动作,带动推杆伸出或收回,继而带动浮动夹爪A3沿着导向轴A404达到合适的位置,带动浮动抓手A5在浮动抓手A5形成的抓取通道方向上往复运动,以适应换产后的G形热交产品的抓取。
本实施例涉及的视觉检测单元A5包括安装架A501、安装件A502、视觉相机A503和照明设备A504,安装架A501连接在机械框架A1一侧,视觉相机A503和照明设备A504通过安装件A502固定在安装架A501末端,视觉相机A503实时采集热交换器的位置信息,照明设备A504根据实际需要为视觉相机A503提供照明。
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种空调热交换器全自动组装生产系统
- 一种全自动化空调设备组装生产线