一种将发条装入旋开机构的装配工装
文献发布时间:2023-06-19 11:00:24
技术领域
本发明属于旋开机构装配工艺技术领域,具体涉及一种将发条装入旋开机构的装配工装。
背景技术
旋开机构装置应用广泛,其作用是通过发条在收紧和放开的两种状态来实现旋开机构座和底座之间的相对运动,从而实现光电系统的探测功能。发条是一个宽度为13mm,厚度1.5mm,长度为760mm的一条钢带经热处理后缠绕成的一个发条,强压后,发条自由状态下的圈数为2.5~3圈,外径大约为115mm,如图1所示。要求把发条装入到旋开机构座φ77的孔内,在确定的位置将发条两端固定,装入的发条在初始状态要求为4.35圈位置,如图2所示。装好后将旋开机构座转动180°,旋紧发条到4.85圈位置后,如图3所示。松开旋开机构座,利用发条回旋的力量(此时发条回旋的初始力矩为大于等于7.2N·m为合格),使旋开机构座自由的旋回到初始状态,也就是发条4.35圈的位置,这时整个装配过程为合格。
在旋开机构装配过程中,由于装配可利用空间比较小,发条在自然状态下很难装入,由于发条弹开的力矩较大,装配过程中也容易伤到操作者,必须采用专用工装才能完成旋开机构的装配。
发明内容
在旋开机构装配过程中,由于装配可利用空间比较小,发条在自然状态下很难装入,且由于发条弹开的力矩较大,装配过程中也容易伤到操作者,设计工装完成旋开机构的装配:
首先设计了收紧发条的套筒,通过反复试验和计算,确定出发条套筒的各部位尺寸,尤其是内径φ61的尺寸的确定,大于或小于61都不能使发条装到位,它的尺寸值决定了发条两端装配的位置,如图4所示。
如何将发条收紧在套筒内,并使伸出的一端露在套筒外,以便装配。首先考虑发条在缠紧的过程中,一端固定,外径逐渐变小,由115mm缠紧到小于61mm,这时套筒才能把发条收紧,如果简单的利用装配平台,将转轴固定,将发条的一端固定在转轴的定位销上,利用两个支杆和一个横梁固定,把套筒先套入一个支杆内,缠紧发条的过程中必须用手扶住套筒,利用发条的另一端(伸出部分)夹在支杆的锪孔内,边转动横梁,边扶好套筒和发条,也能将发条收紧在套筒内,但必须两个人配合,如果配合不默契,稍有不慎,将会造成发条回旋不安全隐患。考虑到这些,利用棘轮和棘爪的原理,设计了收紧发条工装。
为解决上述问题,本发明提供一种将发条装入旋开机构的装配工装,可以便捷、高效地完成旋开机构的装配。
本发明采用的技术方案是:一种将发条装入旋开机构的装配方法,特征在于,该方法包括下述内容:采用下述发条收紧工装:包括转体、发条固定销、支架、棘爪、棘轮、弹簧限制销;弹簧限制销为圆形结构,轴向安装在棘轮靠近中间位置,棘轮固定在支架上,棘爪镶嵌于转体后内侧端和棘轮连接,转体上具有安装转体定位销径向孔;发条固定销为圆柱形结构,安装在转体径向孔内,发条固定销中间开有固定发条的预设槽,发条固定销内侧端上具有孔;采用发条收紧工装将发条收紧,先将发条的半圆弧部套在弹簧限制销上,另一端穿入发条固定销的预设槽内,同时用发条固定保险销穿入发条和发条固定销的连接孔内;转动转体,当发条缠绕的最大外径小于套筒内径时,将套筒套入发条,向外拔出棘爪,发条在回弹力的作用下,涨紧在套筒内,将套筒连同发条一起取下;最后,将套筒和发条装在旋转机构上。
本发明的技术效果是:解决在旋开机构装配过程中,发条在自然状态下很难装入,且由于发条弹开的力矩较大,装配过程中也容易伤到操作者的问题,采用专用工装完成旋开机构的装配。
附图说明
本发明的说明书附图共有5幅。
图1为发条形状尺寸示意图;a为发条主视图,b为发条两端的结构示意图,C为发条加工前的条状材料示意图;
图2为旋开机构装入发条后发条收紧状态的示意图;
图3为旋开机构装入发条后发条旋开状态的示意图;
图4为本发明的收紧发条的套筒示意图;
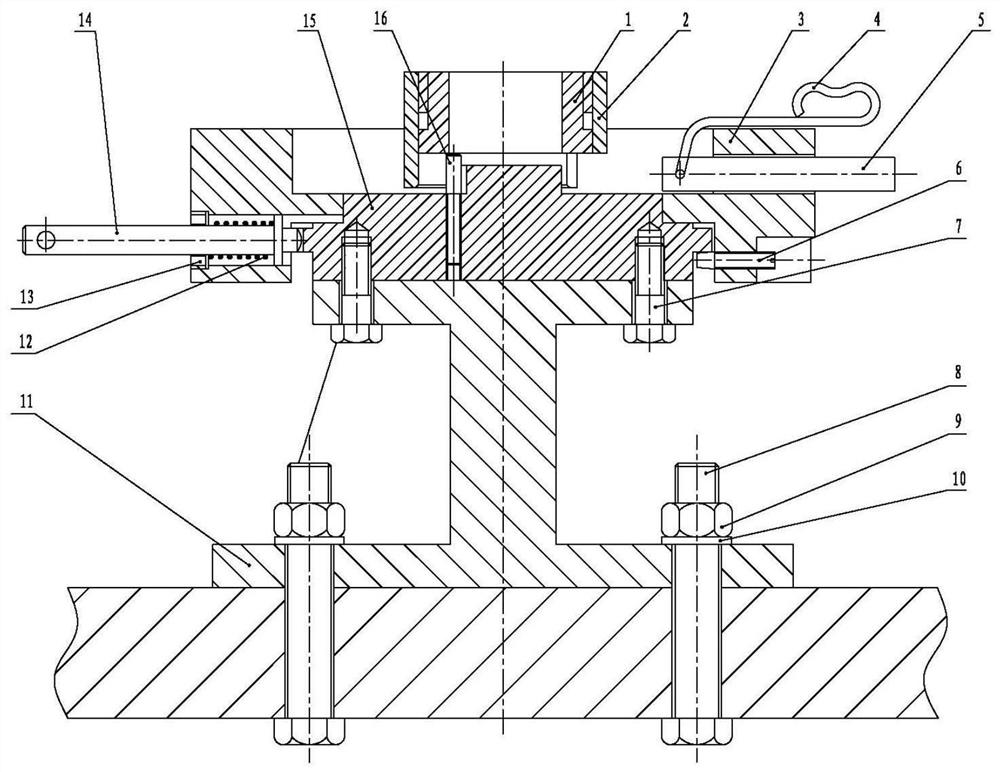
图5为本发明的收紧发条的工装示意图。
图6为本发明的收紧发条的工装俯视图。
1套筒 2拖板 3转体 4发条固定保险销 5发条固定销 6转体定位销 7螺栓 8螺栓9螺母 10垫片 11支架 12弹簧 13螺母 14棘爪 15棘轮 16弹簧限制销 17棘爪把手 18手柄 19装配平台,20定位筒 A-材料扎制方向
具体实施方式
下面结合附图对本发明进行详细描述。
一种将发条装入旋开机构的装配工装,包括套筒1、转体3、发条固定保险销4、发条固定销5、转体定位销6、支架11、棘爪14、棘轮15、弹簧限制销16;弹簧限制销16为圆形结构,轴向安装在棘轮15靠近中间位置,棘轮15固定在支架11上,棘爪14镶嵌于转体3后内侧端和棘轮连接,转体3上具有安装转体定位销6径向孔;发条固定销5为圆柱形结构,安装在转体3径向孔内,发条固定销中间开有固定发条的预设槽,发条固定保险销4装配时穿过发条和发条固定销5上的孔。
进一步地,转体定位销6限位穿过转体3的径向孔伸入支架底部,轴向限制转体。
进一步地,棘爪14穿过转体3的径向的孔内侧端和棘轮连接。
进一步地,转体3上端具有放置发条的圆柱形空腔。
进一步地,套筒的为筒形结构,筒壁的一侧具有开口,用于伸出发条端部。
进一步地,套筒用于容纳收紧的发条。
进一步地,套筒的外侧具有拖板,用于定位套筒。
进一步地,手柄18与转体连接。
进一步地,棘爪的外侧端部具有棘爪把手。
进一步地,棘爪14所在的转体上的孔中具有螺母、弹簧;弹簧两端分别顶在的结构螺母和棘爪14前端。
一种将发条装入旋开机构的装配方法,该方法包括下述内容:采用下述发条收紧工装:包括转体3、发条固定销5、支架11、棘爪14、棘轮15、弹簧限制销16;弹簧限制销16为圆形结构,轴向安装在棘轮15靠近中间位置,棘轮15固定在支架11上,棘爪14镶嵌于转体3后内侧端和棘轮连接,转体3上具有安装转体定位销6径向孔;发条固定销5为圆柱形结构,安装在转体3径向孔内,发条固定销中间开有固定发条的预设槽,发条固定销5内侧端上具有孔;采用发条收紧工装将发条收紧,先将发条的半圆弧部套在弹簧限制销16上,另一端穿入发条固定销5的预设槽内,同时用发条固定保险销4穿入发条和发条固定销的连接孔内;转动转体3,当发条缠绕的最大外径小于套筒内径时,将套筒1套入发条,向外拔出棘爪(14,发条在回弹力的作用下,涨紧在套筒内,将套筒连同发条一起取下;最后,将套筒和发条装在旋转机构上。
进一步地,将套筒和发条装在旋转机构的具体内容为:转轴和旋开机构座的相对位置调好,发条连同套筒一起装入旋开机构座的孔后,发条带有半圆弧的一端套在转轴的定位销上,发条的一端固定,另一端伸出部分放入旋开机构座的侧面槽内,用固定螺钉将发条带一端与旋开机构座固定;用转轴将旋开机构座固定在装配平台上,转动旋开机构座收紧发条,把套筒退出来后松开旋开机构座,当发条到确定位置时,固定旋开机构座。
如图5所示,本发明的一种将发条装入旋开机构的装配工装,包括套筒1、转体3、发条固定保险销4、发条固定销5、转体定位销6、支架11、棘爪14、棘轮15、弹簧限制销16等。
弹簧限制销16为圆形结构,轴向安装在棘轮15靠近中间位置,棘轮15固定在支架11上,棘爪14镶嵌于转体3(穿过转体3的径向的孔)后同时(内侧端)和棘轮连接,(转体3)经转体定位销6限位,发条固定销5为圆柱形结构的活动件,安装在转体3径向侧孔处,中间开有固定发条的预设槽,发条固定保险销4装配时安装在发条固定销5上。
弹簧12套于棘爪外周,被螺母13限位。
发条收紧时,先将发条的半圆弧部套在弹簧限制销(发条限制销)16上,另一端穿入发条固定销5的预设槽内,同时用发条固定保险销4穿入发条和发条固定销的连接孔内。
为了避免发条回旋时造成零件损坏或刮伤操作者,采用棘轮和棘爪配合,其主要结构原理为棘轮15固定于支架11上,活动的棘爪14镶嵌于转体3后同时和棘轮连接,并经转体定位销6限位。
此时利用手柄18转动转体3,当发条缠绕的最大外径小于套筒内径时,将套筒1套入发条,这时,向外拔出棘爪14,发条在回弹力的作用下,涨紧在套筒内,将套筒连同发条一起取下。
工装的特点是棘轮含于转体内,棘爪靠发条力量始终锁紧棘轮,发条固定销可在转体的孔内自由滑动,当发条由大至小缠绕时能够自由移动,同时靠棘轮的上平面使发条在缠绕中即保证了形状,又不损伤发条的表面。
将发条装入旋转机构的过程是:
先将发条收紧在套筒内,连同套筒一起装入旋开机构座的孔后,(此时转轴和旋开机构座的相对位置已经调好)发条带有半圆弧的一端套在转轴的定位销上,发条的一端固定,另一端(伸出部分)放入旋开机构座的侧面槽内,用固定螺钉将发条带有φ4孔的一端与旋开机构座固定,这样发条的两端同时被固定。用转轴将旋开机构座固定在装配平台上,此时转轴固定不动,旋开机构座可相对转轴和装配平台转动,利用转动旋开机构座,收紧发条,把套筒退出来,慢慢松开旋开机构座,当发条到4.35圈位置时,用定位销将旋开机构座固定。
- 一种将发条装入旋开机构的装配工装
- 一种将发条装入旋开机构的装配工装