一种3D打印过程中工件表面打印偏差的在线监测方法
文献发布时间:2023-06-19 11:02:01
技术领域
本发明属于3D打印和三维光学测量技术领域,具体涉及一种3D打印过程中工件表面打印偏差的在线监测方法。
背景技术
3D打印技术,因其在复杂结构快速制造方面的优势,被广泛应用于医疗整形、航空航天、军事、建筑等行业。受成型机理、工艺参数和材料等的影响,打印工件的表面质量可能存在整体变形,局部凸起或凹陷等问题,影响正常使用。传统的检测方法是待工件打印完成后取下工件,在线下静态环境下,将扫描工件表面形貌再导入商用软件中与理想模型比较得到打印偏差。但是,这时工件已经打印完毕,产生的缺陷即使被检测出来也难以修正。因此,研究一种3D打印过程中表面质量的在线检测方法,有助于分析动态打印中影响打印质量的因素,及时获知加工偏差并进而反馈校正打印设备。这对于提高打印精度具有重要意义。
工件表面形貌在复杂的动态打印现场难以准确快速地测量,是实现在线打印监测的障碍。动态打印中形貌测量的难点主要包括:1)打印常在设备狭小的空间内进行,测量应该不受环境光过强或过弱的影响;2)打印材料颜色和光泽千差万别,测量方法应该能够应对不同色泽的表面;3)打印工件往往结构复杂,针对陡峭崎岖等大曲率表面,应该能够测量得到准确结果;4)在线检测要求原位测量,且表面不能被处理;5)打印过程中设备以及喷头可能存在轻微振动,测量要瞬间完成。投射散斑测量形貌的方法具有在复杂动态打印环境中扫描的潜力。但是,这种测量方法目前存在的问题是对大曲率不规则复杂曲面的测量精度不高,一般在0.2mm,难以直接应用在3D打印的动态表面质量检测中。
发明内容
为克服上述现有技术的不足,提出了一种针对复杂曲面的快速形貌测量以及数模对齐求偏差方法,实现了3D打印工件表面质量的在线监测。
本发明提出使用时间域与空间域合并的相关匹配方法,补充时间尺度上的散斑信息参与匹配,就能将参考子区缩小,从而使用一阶形函数描述灰度映射,提高目前三维数字图像相关法测量复杂形貌的精度,使其能应用于动态打印中复杂曲面的高精度扫描,并提供了测量点云与理想模型基于特征的快速对齐求偏差的方法;本发明有利于3D打印技术中各种新型材料和新工艺的尝试,也能为反馈与修复打印打下基础;实现了3D打印工件表面质量的在线监测。
为实现上述目的,本发明采取如下操作步骤:
一种3D打印过程中工件表面打印偏差的在线监测方法,有助于分析打印过程中影响打印质量的因素,并为反馈与修复打印打下基础,其特征在于,包括以下步骤:
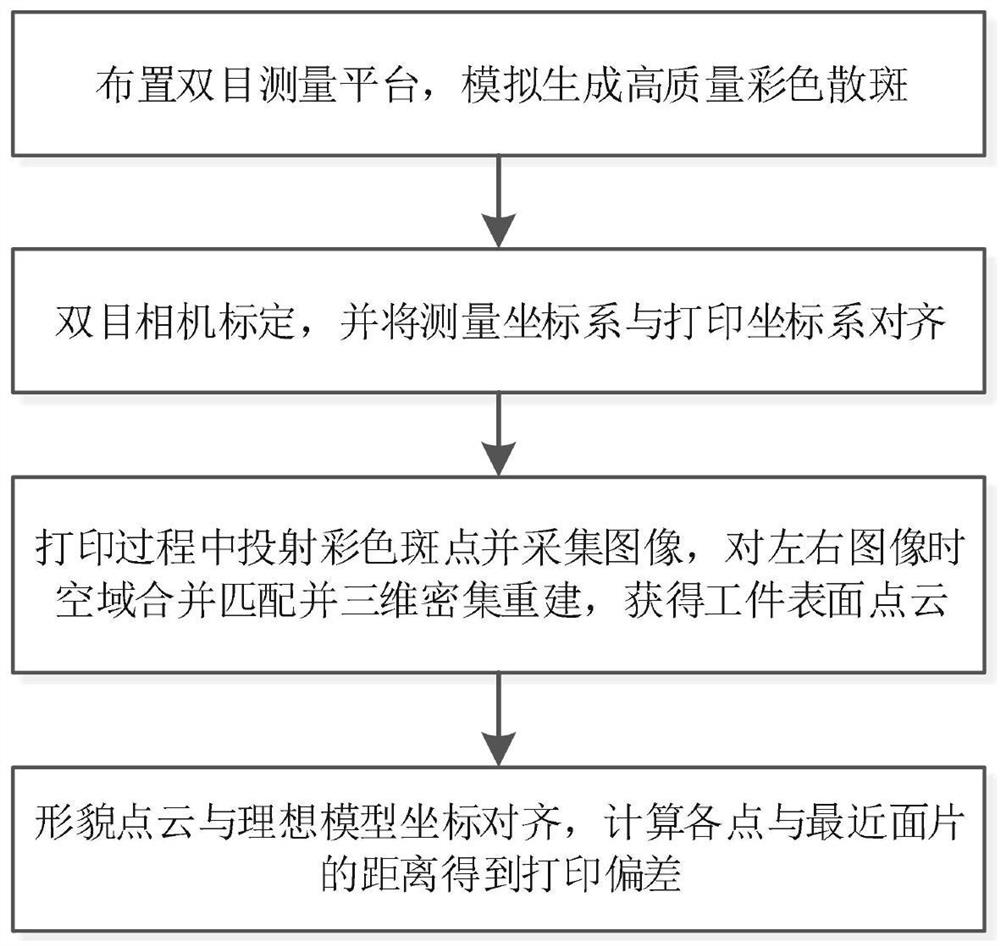
第一步,布置双目测量平台,包括激光投影仪和双目工业相机,针对被测物体的大小和相机的分辨率的现场条件,通过计算机模拟生成高质量的彩色斑点图案,要求合成的彩色图像三个分量的斑点颗粒大小都在3~6个像素,对比度尽可能大;
第二步,进行双目相机标定,获取两个相机的内参数(包括镜头畸变,焦距以及主点偏差)和外参数(两个相机光心坐标系的相对位置关系),这样也就确定了测量坐标系;在打印平台上放置平面标靶,将测量坐标系粗略地转换到打印坐标系下;
第三步,在工件打印状态下,向工件表面投射彩色斑点,随后两个相机同时快速采集附着有彩色斑点的工件表面;使用时间域与空间域合并的相关匹配方法完成左右彩色散斑图像的匹配,并通过双目标定结果进行三维点云的密集重建,获得工件表面的形貌点云;
第四步,将形貌点云与理想模型通过特征提取、匹配与迭代实现坐标对齐;然后遍历所有测量点,求得与理想模型最近面片的距离,即为该点处的打印偏差。
本发明的有益效果是:
传统的三维数字图像相关法用于测量大曲率、不规则等复杂形貌的精度不高,其原因在于形函数在描述经过曲面调制后的散斑子区存在不可靠性。本发明提出使用时间域与空间域合并的相关匹配方法,提高复杂表面散斑子区的匹配精度。相机与被测曲面相对位置不变,投射不同的散斑经过相同形状的调制后,左图像上的方形参考子区,理论上在右图像上对应的匹配子区的形状不变。投射彩色散斑相当于将三幅不同形态的灰度散斑投射在被测表面上。在计算时,划定小的参考子区,合并不同通道上相同位置的参考子区作为整体进行匹配。这三个小子区合起来能够提供足够多的匹配信息。同时,即使被测物体的面型复杂,左右图像小子区的映射也满足仿射变换。这样,就避免了传统的相关匹配算法在测量复杂形貌时,左右图像上子区的灰度映射与预定义的形函数冲突。从而提高匹配精度。本发明用于3D打印和三维光学测量领域中动态场景复杂表面的高精度快速在线偏差检测,可快速准确测量打印表面并求出打印偏差。
针对复杂光泽和大曲率过渡表面,通过对散斑投射形态以及相关匹配算法的改进,得到一种快速准确且能对抗环境光干扰的面型扫描方法。
在得到扫描点云后,通过测量点云与面片模型的坐标对齐,对打印件实现表面质量的在线检测,获取打印件在制造过程中的形状偏差。
目前三维数字图像相关法用于测量大曲率表面精度较低,提出时间域与空间域合并的相关匹配算法,解决了不规则表面子区匹配不可靠的问题,能够实现复杂环境下更高精度的动态形貌测量。
通过提取测量点云与理想模型的特征向量进行匹配并迭代,可快速实现二者的配准。再分析测量点与模型面片的三种几何关系,逐个计算各点的打印偏差,从而实现动态打印中表面偏差的在线监测。
附图说明
图13D打印表面质量动态监测流程图。
图2单个测量头动态形貌测量示意图。
图3彩色散斑图像三通道解析与合并匹配示意图。
图4多幅灰度散斑合并匹配的原理示意图。
图5(a)为本发明的时间域与空间域合并的相关匹配方法示意图。
图5(b)为传统的时间域与空间域合并的相关匹配方法示意图。
图6(a)为投射散斑的标准球左图像及待匹配网格图。
图6(b)为投射散斑的标准球右图像及与左图像的匹配网格图。
图6(c)为标准球重建点云的拟合结果图。
图7为扫描点云与打印模型偏差对比的算法流程图。
图8(a)为扫描点云与打印模型配准的示意图。
图8(b)为扫描点云与打印模型配准后的偏差求解图。
图9为动态打印监测现场照片。
图10为扫描点云与打印模型偏差对比的色谱图。
具体实施方式
以下结合附图对本发明作进一步的详细说明。
本发明包括两大要素:一是在复杂环境光强和不同材料色泽的情况下,实现复杂表面的快速高精度原位测量,即扫描点云;二是将测量的点云与理想打印模型的坐标系对齐后求出偏差,即数模比对。
第一步,布置双目测量平台,包括激光投影仪和双目工业相机。针对被测物体的大小和相机的分辨率等现场条件,通过计算机模拟生成高质量的彩色斑点图案,要求合成的彩色图像三个分量的斑点颗粒大小都在3~6个像素,并对比度尽可能大。图像对比度C的计算可使用如下方法(对比度尽可能大计算方式):
其中,W和H指散斑图像的宽和高。水平方向的灰度梯度f
基本的测量装置示意如图2所示,打印喷头不断堆积形成加工表面。检测系统包括两个彩色相机,激光投影仪,控制箱以及计算机。测量时,控制箱触发投射随机散斑,随后两个相机同步采集投射有斑点的表面图像,整个测量过程结束;
针对白色表面的打印检测使用图3所示的彩色斑点投射。由于打印材料的色泽各不相同,当被测表面为深色时,考虑使用激光投射三幅不同的灰度散斑,并使用灰度相机安装近红外镜头采集图像,原理如图4所示。该方式本质上与投射彩色散斑相同,均为补充时间域上的散斑信息参与匹配。
第二步,进行双目相机标定,获取两个相机的内参数(包括镜头畸变,焦距以及主点偏差)和外参数(两个相机光心坐标系的相对位置关系),这样也就确定了测量坐标系;在打印平台上放置平面标靶,将测量坐标系粗略地转换到打印坐标系下;
双目相机标定方法可使用常用的张正友标定法。平面靶标的图案任意,只要能够利用靶标的图案建立与打印平台相近的坐标系即可。
第三步,在工件打印状态下,向工件表面投射彩色斑点,随后两个相机同时快速采集附着有彩色斑点的工件表面。使用时间域与空间域合并的相关匹配方法完成左右彩色散斑图像的匹配,并通过双目标定结果进行三维点云的密集重建,获得工件表面的形貌点云;
本发明的重要内容是研究在复杂光强和不同材料光泽的情况下,快速准确测量不规则表面形貌的方法。针对传统散斑相关匹配方法在曲面测量方面精度不高的问题,提出了一种基于时间域与空间域合并的相关匹配方法,以图5(a)为例,论述该方法的算法实现。包括整像素搜索,亚像素匹配和光强初值估计;
1)整像素匹配
按顺序合并同一个相机下的三个子区,并对参考子区与变形子区的灰度之和做如下简记,其余以此类推:
式中,(x
则整像素搜索的相关函数为:
其中:
2)亚像素匹配
认为子区内任意一点的灰度在变形前后按照线性模型变化。选用包含线性光强系数的最小距离平方和函数:
其中,f
p=[u,u
相关函数内变形系数的计算是多元函数无约束求极值问题,对于多元函数F(p),由牛顿法得到迭代格式:
p
其中:▽F(p)和▽
在偏导数矩阵中,对于6个变形系数,即当k,l=1,2,…,6时:
简记
(Δx,Δy)为子区内计算点的像素坐标相对于子区中心在水平和竖直方向上的偏移量。
在偏导数矩阵中,对于6个光强系数,即当k=7,…,12时:
3)光强系数初值估计
牛顿迭代中变形系数的初值一般为零,光强系数初值的计算如下。对于每一个通道,整像素搜索后,参考子区和匹配子区已经大致接近。因此它们应该具有一致的灰度统计;假设对匹配子区的灰度矩阵进行线性变换后的校正子区为Q,则Q与F具有相同的灰度均值M和均方差S,容易得出:
其中,M
关于每幅图上子区大小的选择,可以选择散斑颗粒尺寸的3倍作为子区边长(边长的像素个数是奇数)。如散斑颗粒的直径是在3~6个像素,所以对应子区边长取9~19个像素。在时间域上,一般选择3~5幅图像序列作为计算输入,太多的图像序列将会造成计算冗余且更容易引起噪声;
通过提出的方法,对直径为30.011mm的标准球进行了表面测量。图6(a)(b)所示分别为左右两个相机采集到的散斑图像及网格匹配结果。图6(c)为测量点云的拟合偏差。拟合直径为29.864mm,拟合偏差在±0.05mm之间;
第四步,将形貌点云与理想模型通过特征提取、匹配与迭代实现坐标对齐。然后遍历所有点,求得与理想模型最近面片的距离即为该点处的打印偏差;
在数模比对阶段,分为坐标对齐与偏差分析两个要素。由于测量坐标系已经与打印坐标系基本对齐,所以两个模型可直接使用精确配准完成。精确配准算法使用ICP算法,添加法线夹角约束条件提高ICP的迭代效率。坐标系配准完成后,再逐个遍历每个测量点,使用邻域搜索判断测量点与邻近面片的空间关系,求出最小距离即为打印偏差。
为了不失一般性,当第二步中没有通过平面靶标对齐坐标系时,在精确配准之前需要基于特征进行粗配准。如图7所示,由于测量的打印模型一般为复杂形貌,所以充分利用点云的法线以及曲率信息,采用基于区域特征的对齐方法。首先从STL面片模型中提取出点云,将问题转化为两幅点云的配准。然后根据测量点云与面片点云的法向量计算特征描述子,使用OpenMP加速技术计算点特征直方图(FPFH),接着使用采样一致性算法(SAC),在匹配点云和目标点云中随机抽取具有相似特征直方图的点对,进行坐标变换的初步估计。
图8(a)所示为测量点云与理想打印模型对齐过程,接着需要计算点云与面片模型之间的偏差。如图8(b)所示,针对测量点云中的每个考察点设定搜索半径,使用KD树搜索面片中的临近顶点,考察点与所有包含临近顶点的面片之间存在三种关系。计算所有情况下的距离,定义最近距离为考察点到模型的偏差。
通过本发明所描述的方法,针对工程塑料的打印监测进行实际实验,测试FDM(熔融沉积成型)打印技术在打印曲面时的测量效果。对完成度为90%的打印表面进行了实际测量与验证,测量布置现场和求出的打印偏差分别如图9和图10所示。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施方式仅限于此,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单的推演或替换,都应当视为属于本发明由所提交的权利要求书确定的专利保护范围。
- 一种3D打印过程中工件表面打印偏差的在线监测方法
- 一种基于神经网络的3D打印混凝土力学性能在线监测方法