一种C掺杂TiAlSiN涂层的制备方法
文献发布时间:2023-06-19 11:08:20
技术领域
本发明属于涂层刀具技术领域,具体涉及一种C掺杂TiAlSiN涂层的制备方法。
背景技术
随着工业的不断发展以及对零部件性能要求的提高,机加工工具再次面临新挑战,寻求既能适应高温加工环境又能切削高硬材料的涂层刀具成为工业发展关注的热点。此外,为了获得优良表面质量的工件,抗粘附性涂层刀具也成为了关键突破技术。
TiAlSiN涂层刀具作为经典的超硬氮化物类涂层,具有优良的抗氧化性和耐磨性,被广泛用于加工不锈钢以及高温合金,并且具有较好的切削性能,但是,由于其对加工材料的抗粘附性较弱并且内应力较大,不能沉积太厚的TiAlSiN层,在切削加工时经常会有切削材料粘附在刀具表面,降低了加工工件的表面质量,同时TiAlSiN涂层刀具的切削寿命也受到影响。
在上述背景下,本发明提供了一种C掺杂TiAlSiN涂层的制备工艺。该工艺制备的Ti/TiN/TiAlN/TiAlSiN/TiSiCN梯度复合涂层不仅具备了TiAlSiN涂层的耐氧化性、超硬性以及耐磨性同时也具有良好的润滑效果,在切削不锈钢、高温合金以及HRC45-65度的脆硬钢时表现出优异的切削寿命和良好的抗粘附性,同时C元素的引入并没有增加整个膜层的内应力。
发明内容
本发明针对TiAlSiN涂层内应力高、抗粘附性弱的问题,提供可一种C掺杂TiAlSiN涂层的制备方法,该方法采用C掺杂且辅助低能粒子轰击的C掺杂TiAlSiN涂层,该方法的涂层具有低内应力,良好的抗粘附性,优良的耐氧化性、超硬性以及耐磨性。
本发明的技术方案如下:
本发明公开了一种C掺杂TiAlSiN涂层的制备方法,依次包括Ti、TiN、TiAlN、TiAlSiN和TiSiCN梯度复合涂层,其中,所述的TiSiCN层的制备方法包括以下步骤:
(1)温度420℃,N
在本发明的一实施例,所述的TiSiCN层的制备方法还包括:关闭N
在本发明的一实施例,所述的Ti层的制备方法为:Ti靶接通120A电流,通入200sccm的Ar,真空度0.5pa在-650至-750V偏压下刻蚀基体6-7min,去除基体表面氧化皮和达到表面活化的效果,同时Ti与基体之间形成混合层,增强涂层与基体之间的机械咬合强度和键合概率。
在本发明的一实施例,所述的TiN的制备方法为:保持温度420℃,关闭氩气,通入200sccm的N
在本发明的一实施例,所述的TiAlN的制备方法为:温度420℃,N
在本发明的一实施例,所述的TiAlSiN的制备方法为:温度420℃,N
在本发明的一实施例,还包括先将基体放入真空腔体中加热至450-500℃,保温20-30min,使基体受热均匀。
在本发明的一实施例,还包括先在电流120A,真空度0.5Pa,基体偏压-800V下,通入200sccm的Ar,分别按顺序将Ti、AlTi以及TiSi靶对着挡板清洁4-8min,去除靶材表面的杂质。
与现有技术相比,本发明的有益效果如下:
本发明采用低能离子轰击制备完成的涂层,降低整个膜层的内应力,改善了涂层的内部结构及表面质量;改善了TiAlSiN涂层的抗粘附性,提高了TiAlSiN涂层刀具的切削寿命和加工工件的表面质量。
本发明的Ti/TiN/TiAlN/TiAlSiN/TiSiCN梯度复合涂层不仅具备了TiAlSiN涂层的耐氧化性、超硬性以及耐磨性同时也具有良好的润滑效果,在切削不锈钢、高温合金以及HRC45-65度的脆硬钢时表现出优异的切削寿命和良好的抗粘附性,同时C元素的引入并没有增加整个膜层的内应力。
附图说明
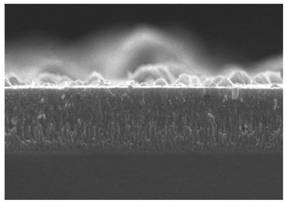
图1为本发明实施例1制备的C掺杂TiAlSiN涂层的截面形貌图;
图2为本发明实施例1制备的C掺杂TiAlSiN涂层的结合力图,其中,(a)为未刻蚀的C掺杂TiAlSiN涂层;(b)有刻蚀的C掺杂TiAlSiN涂层。
具体实施方式
下面结合具体实施例,进一步阐述本发明。应该理解,这些实施例仅用于说明本发明,而不用于限定本发明的保护范围。在实际应用中本领域技术人员根据本发明做出的改进和调整,仍属于本发明的保护范围。
实施例1
本发明的实施例公开了一种C掺杂TiAlSiN涂层的制备方法,如图1所示,包括以下步骤:
(1)预处理完成的基体放入真空腔体中加热到450℃保温20min,使基体心部和表面受热均匀,所述基体可以为高速钢;
(2)0.5Pa真空度,基体偏压-800V,通入200sccm的Ar,Ti、AlTi以及TiSi靶在120A电流下按照顺序对着挡板各自清洁4-8min,去除靶材表面的杂质;
(3)自清洁完成的Ti靶接通120A电流,通入200sccm的Ar,真空度0.5pa在-650至-750V偏压下刻蚀基体6-7min,去除基体表面氧化皮和达到表面活化的效果,同时Ti与基体之间形成混合层,增强涂层与基体之间的机械咬合强度和键合概率;
(4)制备梯度TiN层。保持温度420℃,关闭氩气,通入200sccm的N
(5)制备梯度TiAlN层。温度420℃,N
(6)制备梯度TiAlSiN层。温度420℃,N
(7)制备梯度C掺杂层。温度420℃,N
(8)关闭N
结合力实验:
采用压痕法测试涂层与基体的结合力,仪器为洛式硬度计(型号:HRS-150),在样品表面随机选取3个点,测试涂层的结合力,如图2所示。注:该压痕法是由德国工业技术协会提出,根据压痕边缘形貌判别涂层结合力好坏的方法,其标准号为VDI-31981992,涂层的结合力等级由好到坏依次为HF1~HF6。HF1~HF4表示有足够的结合强度,而HF5~HF6表示结合力强度不够。
硬度实验:
C掺杂TiAlSiN涂层由于C元素的引入形成了固溶强化,涂层的硬度从TiAlSiN涂层的40.14Gpa提升到49.37Gpa。
切削性能实验:
C掺杂TiAlSiN涂层由于C元素的引入增加了涂层表面的化学惰性,在切削不锈钢、高温合金时具有良好的抗粘性。此外,硬度的提升使其具有良好的耐磨性,在切削HRC45~65度的淬硬钢时也就有优异的切削性能和使用寿命。C掺杂TiAlSiN涂层在切削不锈钢、高温合金等材料时使用寿命对比TiAlSiN涂层提高了30%以上,切削出来的工件表面质量也优于TiAlSiN涂层。
实施例2
本发明的实施例公开了一种C掺杂TiAlSiN涂层的制备方法,包括以下步骤:
(1)预处理完成的基体放入真空腔体中加热到450℃保温20min,使基体心部和表面受热均匀,所述基体可以为硬质合金,如钨钴类、钨钛钴类等;
(2)0.5Pa真空度,基体偏压-800V,通入200sccm的Ar,Ti、AlTi以及TiSi靶在120A电流下按照顺序对着挡板各自清洁4-8min,去除靶材表面的杂质;
(3)自清洁完成的Ti靶接通120A电流,通入200sccm的Ar,真空度0.5pa在-650至-750V偏压下刻蚀基体6-7min,去除基体表面氧化皮和达到表面活化的效果,同时Ti与基体之间形成混合层,增强涂层与基体之间的机械咬合强度和键合概率;
(4)制备梯度TiN层。保持温度420℃,关闭氩气,通入200sccm的N
(5)制备梯度TiAlN层。温度420℃,N
(6)制备梯度TiAlSiN层。温度420℃,N
(7)制备梯度C掺杂层。温度420℃,N
(8)关闭N
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种C掺杂TiAlSiN涂层的制备方法
- 一种高Al含量的c-TiAlSiN硬质涂层及其制备方法