汽车车门安装方法、装置、工业机器人和存储介质
文献发布时间:2023-06-19 11:09:54
技术领域
本申请涉及汽车制造技术领域,特别是涉及一种汽车车门安装方法、装置、工业机器人和存储介质。
背景技术
随着汽车制造技术的发展,客户对汽车质量的要求越来越高。在汽车的制造过程中,车门的安装具有工艺复杂、影响因素多等难点。
传统技术中,只能人工先借助车门调整工装、间隙调节块等工具将车门对准到车身上的安装位置,再通过车门铰链将车门安装在车身上。
然而,人工对准存在一定的视觉误差,导致车门的安装精度较差,无法保证车门的安装质量。
发明内容
基于此,有必要针对上述技术问题,提供一种能够消除人工视觉误差的汽车车门安装方法、装置、工业机器人和存储介质。
一种汽车车门安装方法,所述方法包括:
将待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身;
对所述待安装车身和所述待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;
获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据所述通用偏转量、以及所述第一位置关系与设定位置关系之间的关系偏差量,确定所述待安装车门的第一移动轨迹;
按照所述第一移动轨迹移动所述待安装车门,以将所述待安装车门安装在所述待安装车身上。
在其中一个实施例中,所述获取标准车门坐标系在标准车门安装前后的通用偏转量,包括:
移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同;
获取所述标准车门安装前的标准车门坐标系;
将所述标准车门安装在标准车身上,使所述标准车门相对所述标准车身转动;
获取所述标准车门安装后的标准车门坐标系;
基于所述标准车门安装前的车门坐标系和所述标准车门安装后的车门坐标系,确定标准车门坐标系在所述标准车门安装前后的通用偏转量并保存在存储器中。
在其中一个实施例中,所述移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同,包括:
将标准车门移动到第二设定空间内,所述第二设定空间的中心设有标准车身;
对所述标准车身和所述标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系;
根据所述第二位置关系与设定位置关系之间的关系偏差量,确定所述标准车门的第二移动轨迹;
按照所述第二移动轨迹移动所述标准车门。
在其中一个实施例中,所述将所述标准车门安装在标准车身上,使所述标准车门相对所述标准车身转动,包括:
通过铰链将所述标准车门固定在所述标准车身上;
在所述标准车门上设置配重块;
释放所述标准车门,使所述标准车门相对所述标准车身转动。
在其中一个实施例中,所述将待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身,包括:
在设定位置上抓取待安装车门,所述待安装车门通过运输设备放置在所述设定位置上;
将所述待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身。
在其中一个实施例中,所述对所述待安装车身和所述待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,包括:
对所述待安装车身进行视觉测量,确定车身特征点的位置数据;
基于所述车身特征点的位置数据,建立待安装车身坐标系;
对所述待安装车门进行视觉测量,确定车门特征点的位置数据;
基于所述车门特征点的位置数据,建立待安装车门坐标系;
基于所述待安装车门坐标系和所述待安装车身坐标系,确定所述待安装车门坐标系和所述待安装车身坐标系的第一位置关系。
在其中一个实施例中,所述方法还包括:
在按照所述第一移动轨迹移动所述待安装车门之后,测量所述待安装车门和所述待安装车身的间隙和面差;
若所述间隙和所述面差中的至少一个不符合要求,则确定所述待安装车门的位置偏置量,并按照所述位置偏差量移动所述待安装车门;
将所述待安装车门安装在所述待安装车身上。
一种汽车车门安装装置,所述装置包括:
第一移动模块,用于将待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身;
测量模块,用于对所述待安装车身和所述待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;
确定模块,用于获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据所述通用偏转量、以及所述第一位置关系与设定位置关系之间的关系偏差量,确定所述待安装车门的第一移动轨迹;
第二移动模块,用于按照所述第一移动轨迹移动所述待安装车门,以将所述待安装车门安装在所述待安装车身上。
一种工业机器人,包括存储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现以下步骤:
将待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身;
对所述待安装车身和所述待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;
获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据所述通用偏转量、以及所述第一位置关系与设定位置关系之间的关系偏差量,确定所述待安装车门的第一移动轨迹;
按照所述第一移动轨迹移动所述待安装车门,以将所述待安装车门安装在所述待安装车身上。
一种计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现以下步骤:
将待安装车门移动到第一设定空间内,所述第一设定空间的中心设有待安装车身;
对所述待安装车身和所述待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;
获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据所述通用偏转量、以及所述第一位置关系与设定位置关系之间的关系偏差量,确定所述待安装车门的第一移动轨迹;
按照所述第一移动轨迹移动所述待安装车门,以将所述待安装车门安装在所述待安装车身上。
上述汽车车门安装方法、装置、工业机器人和存储介质,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,此时待安装车门移动到待安装车身附近,方便根据待安装车门和待安装车身当前的位置关系进行调整,将待安装车门移动到匹配安装在待安装车身的位置。具体来说,通过对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,并获取标准车门坐标系在标准车门安装前后的通用偏转量,可以根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。按照第一移动轨迹移动待安装车门,即可将待安装车门移动到匹配安装在待安装车身的位置。整个过程由工业机器人完成,可以消除人工视觉误差,提高安装质量和精度,保证车门安装的一致性,减少人工返工量,提高生产效率,降低生产成本。而且在确定待安装车门的第一移动轨迹时,除了根据视觉测量得到的第一位置关系与设定位置关系之间的关系偏差量之外,还考虑到车门安装前后由于配重等因素导致的偏转量,有利于将车门匹配安装在车身上,进一步提高安装质量和精度。与人工安装相比,安装时间从8小时减小至2小时,精度从±0.5mm的误差减小至0.3mm。
附图说明
图1为一个实施例中汽车车门安装方法的应用环境图;
图2为一个实施例中工业机器人的结构示意图;
图3为一个实施例中汽车车门安装方法的流程示意图;
图4为一个实施例中汽车车门安装装置的结构框图;
图5为一个实施例中工业机器人的内部结构图。
具体实施方式
为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
本申请提供的汽车车门安装方法,可以应用于如图1所示的应用环境中。其中,工业机器人102抓取车门104移动到车身106周围的安装位置,将车门104安装在车身106上。具体来说,工业机器人102将待安装车门104移动到第一设定空间内,第一设定空间的中心设有待安装车身106;对待安装车身106和待安装车门104进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹;按照第一移动轨迹移动待安装车门104,可以将待安装车门104移动到与待安装车身106匹配较好的位置上,保证车门的装配质量和精度。
其中,如图2所示,工业机器人102包括底座202、机械臂204、机械手206和控制系统208。控制系统208设置在底座202内。机械臂204安装在底座202上,与控制系统208连接。机械手206安装在机械臂204上,与控制系统208连接。在控制系统208的控制下,机械手206可以抓取车门104,机械臂204可以带动机械手206和机械手206抓取的车门104移动。
车身106可以但不限于是各种轿车、货车、汽车、客车、拖车等车辆的车身。车门104是与车身106匹配的车门。
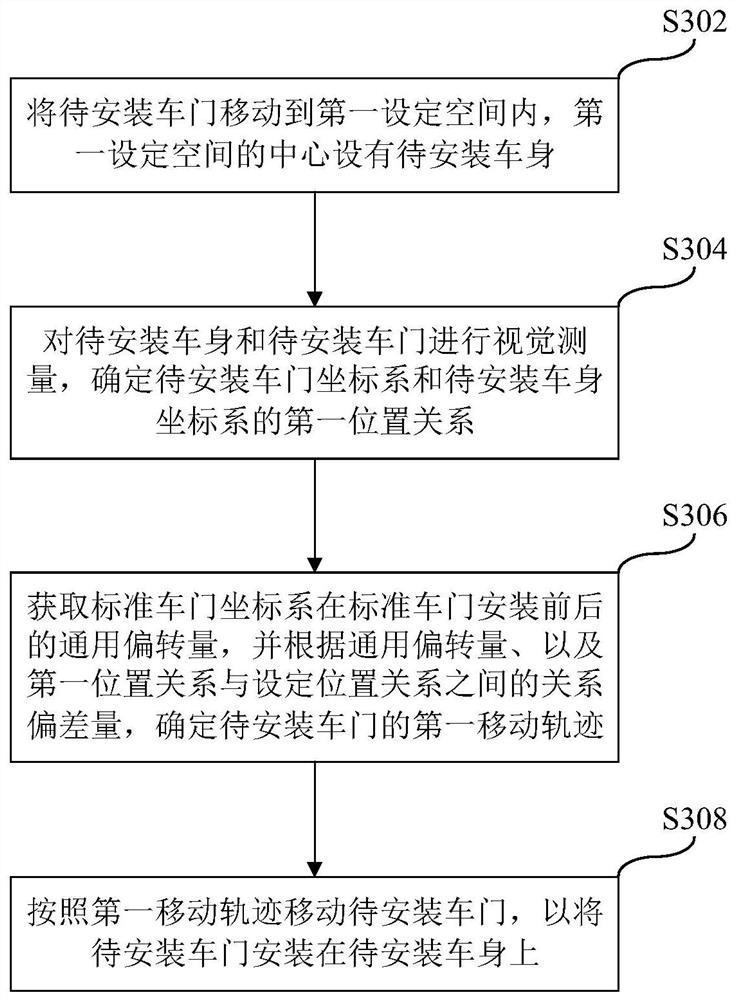
在一个实施例中,如图3所示,提供了一种汽车车门安装方法,以该方法应用于图1中的工业机器人为例进行说明,包括以下步骤:
步骤S302,将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
其中,车门是为驾驶员和乘客提供出入车辆的通道,可以隔绝车外干扰,在一定程度上减轻侧面撞击,保持驾驶员和乘客。车身指的是车辆用来载人装货的部分,主要作用是保护驾驶员以及构成良好的空气力学环境。待安装车门为还没安装在车身上但准备安装在车身上的车门。待安装车身为还没安装车门但准备安装车门的车身。待安装车门与待安装车身是匹配的,属于同一种款式的车辆,即待安装车门所属的车辆与待安装车身所属的车辆是同类型、品牌、种类、系列及车身型式。
第一设定空间主要是指待安装车身周围的空间,可以是以待安装车身为中心的球状空间,也可以是待安装车身为中心的圆形区域。第一设定空间的边缘与待安装车身之间的距离相等。待安装车门移动到第一设定空间内,主要是指移动到待安装车身的附近。
具体地,工业机器人可以抓取待安装车门,将待安装车门移动到以待安装车身为中心的第一设定空间内。在实际应用中,待安装车身和待安装车门的放置位置都是固定的,工业机器人可以在待安装车门的放置位置抓取待安装车门,带着待安装车门沿设定方向移动设定距离。设定方向,可以是从待安装车门的放置位置到待安装车身的放置位置的方向。设定距离,可以是待安装车门的放置位置与待安装车身的放置位置之间的距离,减去第一设定空间的边缘与第一设定空间的中心之间的距离。
本实施例中,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,可以对待安装车门的移动路径进行调整,以使待安装车门移动到与待安装车身的匹配位置,保证车门安装的质量和精度。
示例性地,待安装车门与待安装车身之间的距离大于0,以便将待安装车门移动与待安装车身匹配的位置进行安装。
步骤S304,对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
其中,视觉测量包括结构光测量、激光雷达测距、三角测距中的一种。结构光测量是用投影仪投射特定的光信息到物体表面及背景后,由摄像头进行采集。根据物体造成的光信号的变化来计算物体的位置和深度等信息,进而复原整个三维空间。激光雷达测量是将脉冲激光信号投射到物体表面,反射信号沿几乎相同路径反向传至接收器,利用发射和接收脉冲激光信号的时间差可实现被测量表面每个像素的距离测量。三角测距是基于光学三角原理,根据光源、物体和检测器三者之间的几何成像关系来确定空间物体各点的三维坐标。在实际测量过程中,常用激光作为光源,用相机作为检测器。
待安装车门坐标系是以待安装车门为基准建立的坐标系。待安装车门坐标系的各个坐标轴方向与待安装车门的特定方向一致。例如,待安装车门的中心为原点,从下到上的方向为Z轴方向,垂直于Z轴方向且平行于车门在平面的方向为X轴方向,垂直于Z轴方向和车门所在平面的方向为Y轴方向。
待安装车身坐标系是以待安装车身为基准建立的坐标系。待安装车身的中心为原点,坐标系的各个坐标轴方向与待安装车身的特定方向一致。例如,待安装车身从车底到车门的方向为Z轴方向,从车尾到车头的方向为X轴方向,从车的右侧到车的左侧的方向为Y轴方向。
第一位置关系包括待安装车门坐标系和待安装车身坐标系之间的旋转量和平移量。第一位置关系中的平移量为待安装车门坐标系和待安装车身坐标系的原点之间的距离,第一位置关系中的旋转量为待安装车门坐标系和待安装车身坐标系的坐标轴之间的转角。
具体地,对待安装车身进行视觉测量,可以得到待安装车身的结构模型。基于待安装车身的结构模型,可以确定车身特征点的分布位置。基于车身特征点的分布位置,可以建立待安装车身坐标系。
同样地,对待安装车门进行视觉测量,可以得到待安装车门的结构模型。基于待安装车门的结构模型,可以确定车门特征点的分布位置。基于车门特征点的分布位置,可以建立待安装车门坐标系。
最后,基于待安装车身坐标系和待安装车门坐标系,可以确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
步骤S306,获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。
其中,通用偏转量是车门在安装后由于配重等影响而发生偏转的偏转量。标准车门是用来确定通用偏转量的车门。
设定位置关系是车门坐标系和车身坐标系的理想位置关系。设定位置关系包括车门坐标系和车身坐标系之间的旋转量和平移量。设定位置关系中的平移量为车门坐标系和车身坐标系的原点之间的距离,设定位置关系中的旋转量为车门坐标系和车身坐标系的坐标轴之间的转角。第一位置关系与设定位置关系相同时,车门与车身的位置匹配。
关系偏差量是从第一位置关系调整为设定位置关系使用的矩阵,即调整矩阵。关系偏差量包括旋转矩阵和平移矩阵。平移矩阵将待安装车门坐标系和待安装车身坐标系的原点之间的距离从第一位置关系中的平移量变成设定位置关系中的平移量。旋转矩阵将待安装车门坐标系和待安装车身坐标系的坐标轴之间的转角从第一位置关系中的旋转量变成设定位置关系中的旋转量。
第一移动轨迹是移动到待安装车门匹配安装在待安装车身上的位置。待安装车门按照第一移动轨迹移动,可以将待安装车门匹配安装在待安装车身上。
具体地,第一次获取通用偏转量时,可以先在标准车门安装前进行一次视觉测量,建立标准车门安装前的标准车门坐标系。再在标准车门安装后进行一次视觉测量,建立标准车门安装后的标准车门坐标系。最后根据标准车门安装前的标准车门坐标系和标准车门安装后的标准车门坐标系,确定标准车门坐标系在标准车门安装前后的通用标准量即可。通常获取到通用偏转量之后,会保存在存储器中。这样第二次以后获取通用偏转量,都可以直接从存储器中获取。
确定待安装车门的第一移动轨迹时,可以先基于通用偏转量,确定待安装车门的第一调整矩阵。再基于关系偏差量,确定待安装车门的第二调整矩阵。最后结合第一调整矩阵和第二调整矩阵,形成待安装车门的移动轨迹。例如,将第一调整矩阵和第二调整矩阵相乘,得到的结果即为待安装车门的移动轨迹。
步骤S308,按照第一移动轨迹移动待安装车门,以将待安装车门安装在待安装车身上。
具体地,第一移动轨迹为调整矩阵,包括旋转矩阵和平移矩阵。待安装车门按照第一移动轨迹中的平移矩阵移动待安装车门坐标系,按照第一移动轨迹中的旋转矩阵转动待安装车门坐标系,即可待安装车门移动到匹配安装在待安装车身上的位置。
上述汽车车门安装方法中,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,此时待安装车门移动到待安装车身附近,方便根据待安装车门和待安装车身当前的位置关系进行调整,将待安装车门移动到匹配安装在待安装车身的位置。具体来说,通过对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,并获取标准车门坐标系在标准车门安装前后的通用偏转量,可以根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。按照第一移动轨迹移动待安装车门,即可将待安装车门移动到匹配安装在待安装车身的位置。整个过程由工业机器人完成,可以消除人工视觉误差,提高安装质量和精度,保证车门安装的一致性,减少人工返工量,提高生产效率,降低生产成本。而且在确定待安装车门的第一移动轨迹时,除了根据视觉测量得到的第一位置关系与设定位置关系之间的关系偏差量之外,还考虑到车门安装前后由于配重等因素导致的偏转量,有利于将车门匹配安装在车身上,进一步提高安装质量和精度。与人工安装相比,安装时间从8小时减小至2小时,精度从±0.5mm的误差减小至0.3mm。
在一个实施例中,获取标准车门坐标系在标准车门安装前后的通用偏转量,包括:移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同;获取标准车门安装前的标准车门坐标系;将标准车门安装在标准车身上,使标准车门相对标准车身转动;获取标准车门安装后的标准车门坐标系;基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量并保存在存储器中。
其中,标准车身为安装标准车门的车身。
标准车身坐标系是以标准车身为基准建立的坐标系。标准车身的中心为原点,坐标系的各个坐标轴方向与标准车身的特定方向一致。例如,标准车身从车底到车门的方向为Z轴方向,从车尾到车头的方向为X轴方向,从车的右侧到车的左侧的方向为Y轴方向。
标准车门坐标系是以标准车门为基准建立的坐标系。标准车门坐标系的各个坐标轴方向与标准车门的特定方向一致。例如,标准车门的中心为原点,从下到上的方向为Z轴方向,垂直于Z轴方向且平行于车门在平面的方向为X轴方向,垂直于Z轴方向和车门所在平面的方向为Y轴方向。
第二位置关系包括标准车门坐标系和标准车身坐标系之间的旋转量和平移量。第二位置关系中的平移量为标准车门坐标系和标准车身坐标系的原点之间的距离,第二位置关系中的旋转量为标准车门坐标系和标准车身坐标系的坐标轴之间的转角。
具体地,对标准车身进行视觉测量,可以得到标准车身的结构模型。基于标准车身的结构模型,可以确定车身特征点的分布位置。基于车身特征点的分布位置,可以建立标准车身坐标系。
同样地,对标准车门进行视觉测量,可以得到标准车门的结构模型。基于标准车门的结构模型,可以确定车门特征点的分布位置。基于车门特征点的分布位置,可以建立标准车门坐标系。
标准车身坐标系和标准车门坐标系建立之后,即可确定标准车门坐标系和标准车身坐标系的第二位置关系。
基于第二位置关系移动标准车门,使标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同。接着获取标准车门安装前的标准车门坐标系。然后将标准车门安装在标准车身上,标准车门会在配重等作用下相对标准车身转动。等标准车门转动停止之后,再获取标准车门安装后的标准车门坐标系。基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,即可确定标准车门坐标系在标准车门安装前后的通用偏转量。
本实施例中,通过将标准车门安装在标准车身上,并在安装前后分别获取标准车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量,从而可以对配重等因素造成的偏差进行修正。
可选地,移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同,包括:将标准车门移动到第二设定空间内,第二设定空间的中心设有标准车身;对标准车身和标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系;根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的第二移动轨迹;按照第二移动轨迹移动标准车门。
其中,第二设定空间主要是指标准车身周围的空间,可以是以标准车身为中心的球状空间,也可以是标准车身为中心的圆形区域。第二设定空间的边缘与标准车身之间的距离相等。标准车门移动到第二设定空间内,主要是指移动到标准车身的附近。
第二移动轨迹是移动到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同的位置。标准车门按照第二移动轨迹移动,可以将标准车门移动到和标准车身坐标系的第二位置关系与设定位置关系相同的位置。
具体地,首先工业机器人可以抓取标准车门,将标准车门移动到以标准车身为中心的第二设定空间内。具体实现方式可以与步骤S302类似,在此不再详述。
然后对标准车身和标准车门进行视觉测量,可以得到标准车身和标准车门的结构模型,进而确定车身特征点和车门特征点的分布位置,建立标准车身坐标系和标准车门坐标系,最终确定标准车门坐标系和标准车身坐标系的第二位置关系。具体实现方式可以与步骤S304类似,在此不再详述。
接着根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的调整矩阵,作为标准车门的第二移动轨迹。具体实现方式可以与步骤S306类似,在此不再详述。
最后第二移动轨迹为调整矩阵,包括旋转矩阵和平移矩阵。标准车门按照第二移动轨迹中的平移矩阵移动标准车门坐标系,按照第二移动轨迹中的旋转矩阵转动标准车门坐标系,即可将标准车门移动到和标准车身坐标系的第二位置关系与设定位置关系相同的位置。
本实施例中,通过将标准车门移动到第二设定空间内,第二设定空间的中心设有标准车身,此时标准车门移动到标准车身附近,方便根据标准车门和标准车身当前的位置关系进行调整。通过对标准车身和标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系,并根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的第二移动轨迹,可以快速确定标准车门的调整方式。最后按照第二移动轨迹移动标准车门,即可将标准车门移动到和标准车身坐标系的第二位置关系与设定位置关系相同的位置。
可选地,将标准车门安装在标准车身上,使标准车门相对标准车身转动,包括:通过铰链将标准车门固定在标准车身上;在标准车门上设置配重块;释放标准车门,使标准车门相对标准车身转动。
其中,铰链是用来连接两个固体并允许两者之间相对转动的机械装置。
配重块是用于增加自身重量来保持平衡的重物。
具体地,可以在标准车门上设置半拧紧的铰链,将铰链拧紧在标准车身上。然后在标准车门上放置配重块。最后释放标准车门,标准车门会在配重块的作用下自由转动。
本实施例中,车门通过铰链连接在车身上,可以将车门可转动地设置在车身上。在标准车门上设置配重块,可以模拟实际应用场景,确定配重对车门的影响,以便进行修正。
可选地,获取标准车门安装前的标准车门坐标系,包括:对安装前的车门进行视觉测量,确定标准车门安装前的标准车门坐标系。
相应地,获取标准车门安装后的标准车门坐标系,包括:对安装后的车门进行视觉测量,确定标准车门安装后的标准车门坐标系。
可选地,基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量并保存在存储器中,包括:按照如下公式确定将标准车门安装前的车门坐标系变为标准车门安装后的车门坐标系的调整矩阵,并将调整矩阵的逆矩阵作为通用偏转量:
P_door2=[RT]*P_door1;
其中,P_door1为标准车门安装前的车门坐标系,P_door2为标准车门安装后的车门坐标系,R为调整矩阵中的旋转矩阵,T为调整矩阵中的平移矩阵。
在另一个实施例中,获取标准车门坐标系在标准车门安装前后的通用偏转量,包括:从存储器中获取标准车门坐标系在标准车门安装前后的通用偏转量。
具体地,工业机器人内部设有存储器,可以将通用偏转量保存,然后直接调用。
本实施例中,通过将通用偏转量保存到存储器中直接获取,获取方便高效。
在一个实施例中,将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,包括:在设定位置上抓取待安装车门,待安装车门通过运输设备放置在设定位置上;将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
具体地,车门通过物流小车运输至装配线旁,采用人工搬运方式将车门搬运至一个带精确定位的工装台上,工业机器人可以基于工装台的位置直接对车门进行抓取。车身通过辊床到达实际装配位置后,工业机器人可以基于车身位置,将抓取的车门移动到在特定方向上距离车身一定位置处。
本实施例中,通过将车门和车身放置在特定位置,工业机器人可以基于特定位置直接进行操作,实现自动化。
在一个实施例中,对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,包括:对待安装车身进行视觉测量,确定车身特征点的位置数据;基于车身特征点的位置数据,建立待安装车身坐标系;对待安装车门进行视觉测量,确定车门特征点的位置数据;基于车门特征点的位置数据,建立待安装车门坐标系;基于待安装车门坐标系和待安装车身坐标系,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
其中,车身特征点为车身上表明车身轮廓特征的点,一般为车身边缘上的点,特别是与车门安装的边缘上的点。
车门特征点为车门上表明车门轮廓特征的点,一般为车门边缘上的点,特别是与车身安装的边缘上的点。
位置数据可以为坐标。
具体地,可以按照如下公式确定第一位置关系与设定位置关系之间的关系偏差量:
[RT]X=[RT]0*[RT]1
其中,[RT]X为偏差量,[RT]0为设定位置关系,[RT]1
本实施例中,通过分别对待安装车身和待安装车门进行视觉测量,可以确定车身特征点和车门特征点的位置数据,进而建立待安装车身坐标系和待安装车门坐标系。再基于待安装车门坐标系和待安装车身坐标系,即可确定待安装车门坐标系和待安装车身坐标系的第一位置关系,实现方便准确。
在一个实施例中,该方法还包括:在按照第一移动轨迹移动待安装车门之后,测量待安装车门和待安装车身的间隙和面差;若间隙和面差中的至少一个不符合要求,则确定待安装车门的位置偏置量,并按照位置偏差量移动待安装车门;将待安装车门安装在待安装车身上。
其中,间隙是车门和车身之间的空间或时间的距离。面差指造型面因设计或制造需求进行分割,并将其中一部分沿某一特定方向进行偏置产生数值。
具体地,可以以车门上的一个点作为原点建立车门坐标系,这个车门坐标系的X轴方向为原点到车身的方向,Y轴方向垂直于车门所在平面。将这个原点处的间隙和标准间隙的差值,作为车门坐标系在X轴上的平移量。将这个原点处的面差和标准面差的差值,作为车门坐标系在Y轴上的平移量。确定车门坐标系平移后,车门上另一个点处的间隙和标准间隙的差值,作为车门坐标系在X轴上的旋转量,面差和标准面差的差值,作为车门坐标系在Y轴上的旋转量。基于X轴上的平移量、Y轴上的平移量、X轴上的旋转量和Y轴上的旋转量,建立偏转矩阵,作为位置偏置量。
本实施例中,通过在按照第一移动轨迹移动待安装车门之后,测量待安装车门和待安装车身的间隙和面差,可以确定最终的实现效果。如果间隙和面差中的至少一个不符合要求,则确定待安装车门的位置偏置量,并按照位置偏差量移动待安装车门,可以针对各种因素造成的偏差进行及时修正,保证安装质量。
应该理解的是,虽然图3的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,图3中的至少一部分步骤可以包括多个步骤或者多个阶段,这些步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤中的步骤或者阶段的至少一部分轮流或者交替地执行。
在一个实施例中,如图4所示,提供了一种汽车车门安装装置,包括:第一移动模块401、测量模块402、确定模块403和第二移动模块404,其中:
第一移动模块401,用于将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
测量模块402,用于对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
确定模块403,用于获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。
第二移动模块404,用于按照第一移动轨迹移动待安装车门,以将待安装车门安装在待安装车身上。
上述汽车车门安装装置,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,此时待安装车门移动到待安装车身附近,方便根据待安装车门和待安装车身当前的位置关系进行调整,将待安装车门移动到匹配安装在待安装车身的位置。具体来说,通过对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,并获取标准车门坐标系在标准车门安装前后的通用偏转量,可以根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。按照第一移动轨迹移动待安装车门,即可将待安装车门移动到匹配安装在待安装车身的位置。整个过程由工业机器人完成,可以消除人工视觉误差,提高安装质量和精度,保证车门安装的一致性,减少人工返工量,提高生产效率,降低生产成本。而且在确定待安装车门的第一移动轨迹时,除了根据视觉测量得到的第一位置关系与设定位置关系之间的关系偏差量之外,还考虑到车门安装前后由于配重等因素导致的偏转量,有利于将车门匹配安装在车身上,进一步提高安装质量和精度。与人工安装相比,安装时间从8小时减小至2小时,精度从±0.5mm的误差减小至0.3mm。
在一个实施例中,确定模块403包括移动单元、第一获取单元、安装单元、第二获取单元和确定单元,其中:移动单元,用于移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同;第一获取单元,用于获取标准车门安装前的标准车门坐标系;安装单元,用于将标准车门安装在标准车身上,使标准车门相对标准车身转动;第二获取单元,用于获取标准车门安装后的标准车门坐标系;确定单元,用于基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量并保存在存储器中
在另一个实施例中,确定模块403,用于从存储器中获取标准车门坐标系在标准车门安装前后的通用偏转量。
在一个实施例中,移动单元,用于将标准车门移动到第二设定空间内,第二设定空间的中心设有标准车身;对标准车身和标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系;根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的第二移动轨迹;按照第二移动轨迹移动标准车门。
在一个实施例中,安装单元,用于通过铰链将标准车门固定在标准车身上;在标准车门上设置配重块;释放标准车门,使标准车门相对标准车身转动。
在一个实施例中,第一移动模块401包括抓取单元和移动单元,其中:抓取单元,用于在设定位置上抓取待安装车门,待安装车门通过运输设备放置在设定位置上;移动单元,用于将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
在一个实施例中,确定模块403包括车身位置确定单元、车身坐标建立单元、车门位置确定单元、车门坐标建立单元、关系确定单元,其中:车身位置确定单元,用于对待安装车身进行视觉测量,确定车身特征点的位置数据;车身坐标建立单元,用于基于车身特征点的位置数据,建立待安装车身坐标系;车门位置确定单元,用于对待安装车门进行视觉测量,确定车门特征点的位置数据;车门坐标建立单元,用于基于车门特征点的位置数据,建立待安装车门坐标系;关系确定单元,用于基于待安装车门坐标系和待安装车身坐标系,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
在一个实施例中,该装置还包括测量模块、调整模块和安装模块,其中:测量模块,用于在按照第一移动轨迹移动待安装车门之后,测量待安装车门和待安装车身的间隙和面差;调整模块,用于若间隙和面差中的至少一个不符合要求,则确定待安装车门的位置偏置量,并按照位置偏差量移动待安装车门;安装模块,用于将待安装车门安装在待安装车身上。
关于汽车车门安装装置的具体限定可以参见上文中对于汽车车门安装方法的限定,在此不再赘述。上述汽车车门安装装置中的各个模块可全部或部分通过软件、硬件及其组合来实现。上述各模块可以硬件形式内嵌于或独立于工业机器人中的处理器中,也可以以软件形式存储于工业机器人中的存储器中,以便于处理器调用执行以上各个模块对应的操作。
在一个实施例中,提供了一种工业机器人,其内部结构图可以如图5所示。该工业机器人包括通过系统总线连接的处理器、存储器和网络接口。其中,该工业机器人的处理器用于提供计算和控制能力。该工业机器人的存储器包括非易失性存储介质、内存储器。该非易失性存储介质存储有操作系统、计算机程序和数据库。该内存储器为非易失性存储介质中的操作系统和计算机程序的运行提供环境。该工业机器人的网络接口用于与外部的终端通过网络连接通信。该计算机程序被处理器执行时以实现一种汽车车门安装方法。
本领域技术人员可以理解,图5中示出的结构,仅仅是与本申请方案相关的部分结构的框图,并不构成对本申请方案所应用于其上的工业机器人的限定,具体的工业机器人可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
在一个实施例中,提供了一种工业机器人,包括存储器和处理器,存储器中存储有计算机程序,该处理器执行计算机程序时实现以下步骤:将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身;对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹;按照第一移动轨迹移动待安装车门,以将待安装车门安装在待安装车身上。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同;获取标准车门安装前的标准车门坐标系;将标准车门安装在标准车身上,使标准车门相对标准车身转动;获取标准车门安装后的标准车门坐标系;基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量并保存在存储器中;或者,从存储器中获取标准车门坐标系在标准车门安装前后的通用偏转量。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:将标准车门移动到第二设定空间内,第二设定空间的中心设有标准车身;对标准车身和标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系;根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的第二移动轨迹;按照第二移动轨迹移动标准车门。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:通过铰链将标准车门固定在标准车身上;在标准车门上设置配重块;释放标准车门,使标准车门相对标准车身转动。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:在设定位置上抓取待安装车门,待安装车门通过运输设备放置在设定位置上;将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:对待安装车身进行视觉测量,确定车身特征点的位置数据;基于车身特征点的位置数据,建立待安装车身坐标系;对待安装车门进行视觉测量,确定车门特征点的位置数据;基于车门特征点的位置数据,建立待安装车门坐标系;基于待安装车门坐标系和待安装车身坐标系,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
在一个实施例中,处理器执行计算机程序时还实现以下步骤:在按照第一移动轨迹移动待安装车门之后,测量待安装车门和待安装车身的间隙和面差;若间隙和面差中的至少一个不符合要求,则确定待安装车门的位置偏置量,并按照位置偏差量移动待安装车门;将待安装车门安装在待安装车身上。
上述工业机器人,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,此时待安装车门移动到待安装车身附近,方便根据待安装车门和待安装车身当前的位置关系进行调整,将待安装车门移动到匹配安装在待安装车身的位置。具体来说,通过对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,并获取标准车门坐标系在标准车门安装前后的通用偏转量,可以根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。按照第一移动轨迹移动待安装车门,即可将待安装车门移动到匹配安装在待安装车身的位置。整个过程由工业机器人完成,可以消除人工视觉误差,提高安装质量和精度,保证车门安装的一致性,减少人工返工量,提高生产效率,降低生产成本。而且在确定待安装车门的第一移动轨迹时,除了根据视觉测量得到的第一位置关系与设定位置关系之间的关系偏差量之外,还考虑到车门安装前后由于配重等因素导致的偏转量,有利于将车门匹配安装在车身上,进一步提高安装质量和精度。与人工安装相比,安装时间从8小时减小至2小时,精度从±0.5mm的误差减小至0.3mm。
在一个实施例中,提供了一种计算机可读存储介质,其上存储有计算机程序,计算机程序被处理器执行时实现以下步骤:将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身;对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系;获取标准车门坐标系在标准车门安装前后的通用偏转量,并根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹;按照第一移动轨迹移动待安装车门,以将待安装车门安装在待安装车身上。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:移动标准车门,直到标准车门坐标系和标准车身坐标系的第二位置关系与设定位置关系相同;获取标准车门安装前的标准车门坐标系;将标准车门安装在标准车身上,使标准车门相对标准车身转动;获取标准车门安装后的标准车门坐标系;基于标准车门安装前的车门坐标系和标准车门安装后的车门坐标系,确定标准车门坐标系在标准车门安装前后的通用偏转量并保存在存储器中;或者,从存储器中获取标准车门坐标系在标准车门安装前后的通用偏转量。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:将标准车门移动到第二设定空间内,第二设定空间的中心设有标准车身;对标准车身和标准车门进行视觉测量,确定标准车门坐标系和标准车身坐标系的第二位置关系;根据第二位置关系与设定位置关系之间的关系偏差量,确定标准车门的第二移动轨迹;按照第二移动轨迹移动标准车门。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:通过铰链将标准车门固定在标准车身上;在标准车门上设置配重块;释放标准车门,使标准车门相对标准车身转动。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:在设定位置上抓取待安装车门,待安装车门通过运输设备放置在设定位置上;将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:对待安装车身进行视觉测量,确定车身特征点的位置数据;基于车身特征点的位置数据,建立待安装车身坐标系;对待安装车门进行视觉测量,确定车门特征点的位置数据;基于车门特征点的位置数据,建立待安装车门坐标系;基于待安装车门坐标系和待安装车身坐标系,确定待安装车门坐标系和待安装车身坐标系的第一位置关系。
在一个实施例中,计算机程序被处理器执行时还实现以下步骤:在按照第一移动轨迹移动待安装车门之后,测量待安装车门和待安装车身的间隙和面差;若间隙和面差中的至少一个不符合要求,则确定待安装车门的位置偏置量,并按照位置偏差量移动待安装车门;将待安装车门安装在待安装车身上。
上述存储介质,通过将待安装车门移动到第一设定空间内,第一设定空间的中心设有待安装车身,此时待安装车门移动到待安装车身附近,方便根据待安装车门和待安装车身当前的位置关系进行调整,将待安装车门移动到匹配安装在待安装车身的位置。具体来说,通过对待安装车身和待安装车门进行视觉测量,确定待安装车门坐标系和待安装车身坐标系的第一位置关系,并获取标准车门坐标系在标准车门安装前后的通用偏转量,可以根据通用偏转量、以及第一位置关系与设定位置关系之间的关系偏差量,确定待安装车门的第一移动轨迹。按照第一移动轨迹移动待安装车门,即可将待安装车门移动到匹配安装在待安装车身的位置。整个过程由工业机器人完成,可以消除人工视觉误差,提高安装质量和精度,保证车门安装的一致性,减少人工返工量,提高生产效率,降低生产成本。而且在确定待安装车门的第一移动轨迹时,除了根据视觉测量得到的第一位置关系与设定位置关系之间的关系偏差量之外,还考虑到车门安装前后由于配重等因素导致的偏转量,有利于将车门匹配安装在车身上,进一步提高安装质量和精度。与人工安装相比,安装时间从8小时减小至2小时,精度从±0.5mm的误差减小至0.3mm。
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的计算机程序可存储于一非易失性计算机可读取存储介质中,该计算机程序在执行时,可包括如上述各方法的实施例的流程。其中,本申请所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和易失性存储器中的至少一种。非易失性存储器可包括只读存储器(Read-Only Memory,ROM)、磁带、软盘、闪存或光存储器等。易失性存储器可包括随机存取存储器(Random Access Memory,RAM)或外部高速缓冲存储器。作为说明而非局限,RAM可以是多种形式,比如静态随机存取存储器(Static Random Access Memory,SRAM)或动态随机存取存储器(Dynamic Random Access Memory,DRAM)等。
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
- 汽车车门安装方法、装置、工业机器人和存储介质
- 一种汽车车门内饰件安装用定位装置及其安装方法