一种光缆生产设备供料管路内铁屑自动吸附排出装置及方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及光缆领域,尤其是一种光缆生产设备供料管路内铁屑自动吸附排出装置及方法。
背景技术
光纤二次套塑工艺就是将聚对苯二甲酸丁二醇酯(以下简称PBT),采用挤塑的方法,在合理的工艺条件下,给光纤套上一层外壁。在目前的工艺中,PBT均采用生产设备或集中供给设备主动吸取料袋中的PBT原材料的形式进行供给。在吸料过程中,吸料管从PBT料袋处吸料,进入料箱烘干(料箱中有磁力架吸附金属杂质)、挤出机(加热融化)、机头、挤出模具后形成套管进入水槽。磁力架体积较小,吸附能力有限,在体积庞大的料箱中无法将PBT中的金属杂质完全吸附,且磁力架吸附能力有限,在吸料的冲击中,无法将金属杂质吸附牢固,极易造成金属杂质在吸料风压的冲击下,脱离磁力架的吸附,导致PBT中的金属杂质进入生产设备,对套塑工序生产设备及产品造成影响较大。
料箱中虽有磁力架吸附金属杂质,但因料从料斗上方向下输送,由于重力的作用和料流的挤压,会将磁力架上吸附的金属杂质一同带入到挤出机螺镗中。螺杆在螺镗中转动,向前送料,金属易造成螺镗螺杆的磨损,影响挤出性能。
部分金属杂质堆积在蜂巢板处,易造成出料不均,形成脱料、小径等质量事故。金属经过分流锥、挤出模具,易对其造成划伤,表面产生毛刺,易使PBT料流在此处停留,长时间加热不流动,形成僵料带入到套管中,形成鼓包隐患。
金属直接随融化的PBT由挤出模具挤出成型到套管中,形成鼓包隐患。
发明内容
本发明提供一种光缆生产设备供料管路内铁屑自动吸附排出装置及方法,用以解决PBT内铁屑无法排除,导致PBT中的金属杂质进入生产设备,造成螺镗螺杆的磨损,套管鼓包、影响挤出性能等问题。
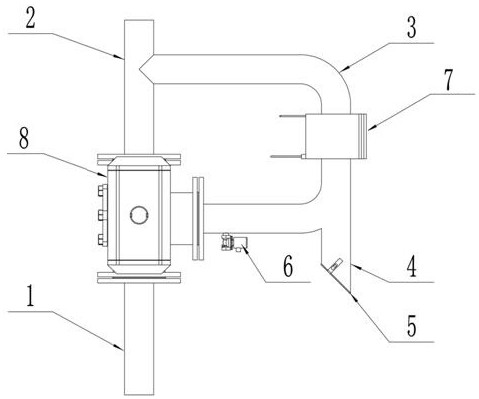
本发明的技术方案是:一种光缆生产设备供料管路内铁屑自动吸附排出装置,包括上料管进口管路1、上料管出口管路2、杂质过滤管路3、排屑管4、自动吸合密封片5、进气电磁阀6、弧形电磁铁7及气动三通阀8,在套塑工序生产设备或集中供给设备的进料管路上加入铁屑自动吸附排出装置,进料管一端与上料管进口管路1连接,另一端与上料管出口管路2相连,上料管进口管路1与上料管出口管路2之间安装有气动三通阀8,气动三通阀8有三个口,气动三通阀8上口与上料管出口管路2连通,通过法兰连接,螺栓固定,气动三通阀8下口与上料管进口管路1通过法兰连通,用螺栓固定,气动三通阀8中间出口与杂质过滤管路3一端法兰连接,螺栓固定,杂质过滤管路3另一端与上料管出口管路2焊接,杂质过滤管路3是一个横着的U型管道,杂质过滤管路3靠近气动三通阀8中间出口的一端固定连接进气电磁阀6,杂质过滤管路3平行上料管进口管路1的部分管道固定安装有弧形电磁铁7,杂质过滤管路3平行上料管进口管路1的部分管道下端与排屑管4连接,排屑管4插入杂质过滤管路3内,焊接为一体,成为一个内腔通道。排屑管4与自动吸合密封片5连接,自动吸合密封片5悬挂在排屑管4底部,靠管路内的吸力闭合,当管道内无吸力时,受重力影响下落,自动吸合密封片5开启。排屑管4端面与排屑管4之间有夹角,为斜面结构。
自动吸合密封片5两端焊接连接板11,连接板11中间设置一个滑槽12,排屑管4外壁固定连接有凸起13,凸起13形状为圆柱形凸台结构,连接板的滑槽12套在凸起13上,上下运动。凸起上部直径略尺寸大于下部直径尺寸,保证滑槽12不滑出,滑槽12尺寸与凸起13下部直径尺寸间隙配合。
凸起可以是一个整体,套上滑槽后直接焊接在排屑管4外壁上。也可以是由凸起下部与上部通过螺纹连接或卡扣式连接成一体,例如螺纹连接,凸起下部有内螺纹,凸起上部外螺纹,滑槽12套在凸起下部13上,凸起上部旋入凸起下部。
一种光缆生产设备供料管路内铁屑自动吸附排出装置使用方法:
步骤 1、当集中供给设备或生产设备进行上料动作时,套塑工序生产设备或集中供给设备的进料管路产生负压吸力,气动三通阀8封闭上料管出口管路2通道,打开杂质过滤管路3通道,弧形电磁铁7通电产生电磁力,自动吸合密封片5受到管路内的负压吸力闭合,进气电磁阀6关闭;
步骤2、上料时,PBT原料从上料管进口管路1进入装置,沿着流通路径,经过杂质过滤管路3,从上料管出口管路2流出设备,在经过杂质过滤管路3时,PBT原料中混入的金属杂质,在经过弧形电磁铁7区域时,吸附在内壁上,而料颗粒则无影响的沿着路径流入上料管出口管路2;
步骤3、在集中供给设备或生产设备完成吸料动作的前1秒钟,进气电磁阀6打开,从外部引入空气,此时回路中余料从上料管出口管路2被全部吸入主管道内,而由于进气电磁阀6打开的原因,导致主管道的料颗粒不再从上料管进口管路1进入装置;
步骤4、在上料后,集中供给设备或生产设备上料吸力关闭,进气电磁阀6关闭,气动三通阀8封闭杂质过滤管路3通道,打开上料管出口管路2通道,管道内余料通过此路径下落、回流;
步骤5、集中供给设备或生产设备上料吸力关闭后,自动吸合密封片5受重力影响打开,弧形电磁铁7断电,内壁上吸附的金属杂质通过排屑管4自动下落流出。
本发明有益的技术效果:本装置增加一套杂质吸附装置,减少PBT原料内金属杂质。新增弧形电磁铁安装在管路上,对PBT原料内金属杂质吸附效率更高,避免二次污染。
本装置在吸料管路上新增弧形电磁铁,可将全部通过PBT原料内金属杂质吸附,并且通过单独杂质过滤管路设计,可避免已过滤的PBT原料与未过滤的PBT原料混合。在杂质过滤管路下部有自动吸合密封片,可在工作完成后,及时将杂质排出,避免因杂质过多对管道堵塞或吸附能力下降等现象。
附图说明
图1是本发明的结构示意图。
图2是本发明的侧面结构图。
图3是本发明的三种流通路径示意图,其中a是上料流通示意图,b是回料流通示意图,c是排泄流通示意图。
图4是本发明的自动吸合密封片闭合图。
图5是本发明的自动吸合密封片打开图。
具体实施方式
结合说明书附图,对发明的技术方案进一步阐述。
实施例1
如图所示,一种光缆生产设备供料管路内铁屑自动吸附排出装置,包括上料管进口管路1、上料管出口管路2、杂质过滤管路3、排屑管4、自动吸合密封片5、进气电磁阀6、弧形电磁铁7及气动三通阀8,在套塑工序生产设备或集中供给设备的进料管路上加入铁屑自动吸附排出装置,进料管一端与上料管进口管路1连接,另一端与上料管出口管路2相连,上料管进口管路1与上料管出口管路2之间安装有气动三通阀8,气动三通阀8有三个口,气动三通阀8上口与上料管出口管路2连通,通过法兰连接,螺栓固定,气动三通阀8下口与上料管进口管路1通过法兰连通,用螺栓固定,气动三通阀8中间出口与杂质过滤管路3一端法兰连接,螺栓固定,杂质过滤管路3另一端与上料管出口管路2焊接,杂质过滤管路3是一个横着的U型管道,杂质过滤管路3靠近气动三通阀8中间出口的一端固定连接进气电磁阀6,杂质过滤管路3平行上料管进口管路1的部分管道固定安装有弧形电磁铁7,杂质过滤管路3平行上料管进口管路1的部分管道下端与排屑管4连接,排屑管4插入杂质过滤管路3内,焊接为一体,成为一个内腔通道。排屑管4与自动吸合密封片5连接,自动吸合密封片5悬挂在排屑管4底部,靠管路内的吸力闭合,当管道内无吸力时,受重力影响下落,自动吸合密封片5开启。排屑管4端面与排屑管4之间有夹角,为斜面结构。
自动吸合密封片5两端焊接连接板11,连接板11中间设置一个滑槽12,排屑管4外壁固定连接有凸起13,凸起13形状为圆柱形凸台结构,连接板的滑槽12套在凸起13上,上下运动。凸起上部直径略尺寸大于下部直径尺寸,保证滑槽12不滑出,滑槽12尺寸与凸起13下部直径尺寸间隙配合。凸起可以是一个整体,套上滑槽后直接焊接在排屑管(4)外壁上。
实施例2
其他的结构均与实施例1相同,不同的结构是凸起下部与上部通过螺纹连接或卡扣式连接成一体,例如螺纹连接,凸起下部有内螺纹,凸起上部外螺纹,滑槽(12)套在凸起下部(13)上,凸起上部旋入凸起下部。
本装置的使用方法:
1、当集中供给设备或生产设备进行上料动作时,套塑工序生产设备或集中供给设备的进料管路产生负压吸力,气动三通阀8封闭上料管出口管路2通道,打开杂质过滤管路3通道,弧形电磁铁7通电产生电磁力,自动吸合密封片5受到管路内的负压吸力闭合,进气电磁阀6关闭,此时整个装置的流通路径见图3a。
2、上料时,PBT原料从上料管进口管路1进入装置,沿着流通路径,经过杂质过滤管路3,从上料管出口管路2流出设备,在经过杂质过滤管路3时,PBT原料中混入的金属杂质,在经过弧形电磁铁7区域时,吸附在内壁上,而料颗粒则无影响的沿着路径流入上料管出口管路2,供给给所需部位。
3、在集中供给设备或生产设备完成吸料动作的前1秒钟,进气电磁阀6打开,从外部引入空气,此时回路中余料从上料管出口管路2被全部吸入主管道内,而由于进气电磁阀6打开的原因,导致主管道的料颗粒不再从上料管进口管路1进入装置。此过程的作用是为了清除装置回路内的余料,避免浪费。
4、在满足上料时间后,集中供给设备或生产设备上料吸力关闭,进气电磁阀6关闭,气动三通阀8封闭杂质过滤管路3通道,打开上料管出口管路2通道,管道内余料通过此路径下落、回流,不在经过杂质过滤管路3。见图3b。
5、集中供给设备或生产设备上料吸力关闭后,自动吸合密封片5受重力影响打开,弧形电磁铁7断电,不在产生磁力,内壁上吸附的金属杂质通过排屑管4自动下落流出,见图3c。避免再次上料时,将金属杂质带回至主管道中。
6、再次进行上料动作时,重复上述流程动作。
本装置包括上料管进口管路1、上料管出口管路2、杂质过滤管路3、排屑管4、自动吸合密封片5、进气电磁阀6、弧形电磁铁7及气动三通阀8为主要部件。安装时将套塑工序生产设备或集中供给设备的进料管路切割,分别与本装置的上料管进口管路1和上料管出口管路2相连,进气电磁阀6、弧形电磁铁7、气动三通阀8电路分别接入集中供给设备或生产设备,并加入相应控制条件。本装置选用弧形电磁铁7吸附率高,常规电磁铁无法将管路完全包围,吸料时存在吸附“盲区”,漏吸概率较大,单纯提升常规电磁铁吸力,使能耗增加,且无法彻底解决吸附“盲区”。而弧形电磁可以将管路完全包围,使吸力均匀,大幅度降低漏吸概率。
并且因为可以排铁屑,避免因杂质过多对管道堵塞或吸附能力下降等现象。
目前用磁力架吸附铁屑,最好状态下吸附效率为80%,因该装置无排铁屑功能,铁屑堆积越多,吸附效率越低。本发明吸附效率约为90%,具有排屑功能,吸附效率不受铁屑堆积影响。
- 一种光缆生产设备供料管路内铁屑自动吸附排出装置及方法
- 一种光缆生产设备供料管路内铁屑自动吸附排出装置