极板以及燃料电池和燃料电池的组装方法
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及电化学电池领域,具体而言,涉及一种极板以及燃料电池和燃料电池的组装方法。
背景技术
当前燃料电池在装配过程中,通常采用极板上的销钉孔与销钉配合定位,对于功率较大的燃料电池来说,用于定位的销钉孔尺寸将很大,对于极板的结构强度、有效面积利用率有很大的影响,同时当完成极板装配后,由于各个装配装置的装配误差,导致销钉可能无法顺利取出,影响燃料电池的装配效率。
另一方面,CVP(电池电压采集装置)通常需要在极板上设置一个单独的凸起结构,也会增加极板装配的复杂程度。
发明内容
有鉴于此,本发明旨在提出一种极板,以极板的边缘设置有敞开的多个定位缺口用于定位和安装CVP,提升极板的装配效率。
为达到上述目的,本发明的技术方案是这样实现的:
一种极板,该极板的边缘设置有敞开的多个缺口,其中至少一部分所述缺口为定位缺口,且所述定位缺口从敞开处定位于对应的定位元件上。
根据本发明的一些实施例,其余所述缺口为CVP接口。
根据本发明的一些实施例,所述定位缺口包括:第一缺口、第二缺口和第三缺口,所述第一缺口、所述第二缺口和所述第三缺口位于三角形的三个顶点处,且所述第一缺口、所述第二缺口和所述第三缺口均与对应的所述定位元件定位配合。
进一步地,所述极板为四边形板,所述第一缺口、所述第二缺口和所述第三缺口位于所述四边形板的三个顶点处,所述四边形板的第四个顶点处为CVP接口。
根据本发明的一些实施例,所述极板为四边形板,所述定位缺口包括:第一缺口和第二缺口,所述第一缺口和所述第二缺口位于所述四边形板的两个对角线顶点处,且所述第一缺口、所述第二缺口均与对应的所述定位元件定位配合,所述四边形板的第三个顶点或第四个顶点处为CVP接口。
根据本发明的一些实施例,所述定位缺口中的每一个缺口为矩形缺口且具有相互垂直的第一缺口面和第二缺口面,所述定位元件具有相互垂直的第一定位面和第二定位面,所述第一定位面适于与所述第一缺口面止抵定位,所述第二定位面适于与所述第二缺口面止抵定位。
根据本发明的一些实施例,所述定位缺口中的每一个缺口为弧形缺口且具有弧形缺口面,所述定位元件具有弧形定位面,所述弧形定位面适于与所述弧形缺口面止抵定位。
根据本发明的一些实施例,所述定位缺口具有第一缺口面、第二缺口面以及连接所述第一缺口面、所述第二缺口面的连接缺口面,所述定位元件具有第一定位面、第二定位面以及连接所述第一定位面、所述第二定位面的定位连接面,所述第一定位面适于与所述第一缺口面止抵定位,所述定位连接面适于与所述连接缺口面止抵定位,所述第二定位面适于与所述第二缺口面止抵定位。
相对于现有技术,本发明所述的极板具有以下优势:
根据本发明的极板,将定位缺口设置在极板的边缘,有利于减小定位缺口对极板的影响,提升极板的有效面积利用率,多个定位缺口的设置有利于提升极板装配的位置精度,敞开的定位缺口便于极板装配完成后拆卸定位元件,提升极板的装配效率。
本发明的另一个目的在于提出一种燃料电池,包括上述的极板,所述极板的数量为多个,且相邻两个所述极板之间设置有膜电极组件。
本发明的还提出一种燃料电池的组装方法,所述燃料电池为上述的燃料电池,所述组装方法包括步骤:将所述定位元件置于正确位置;将各个所述极板的所述定位缺口从敞开处定位于对应的所述定位元件上;在所有所述极板均定位完成后,将所述定位元件撤下。
相对于现有技术,本发明所述的燃料电池和燃料电池的组装方法具有的优势与极板具有的优势相同,这里不再赘述。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
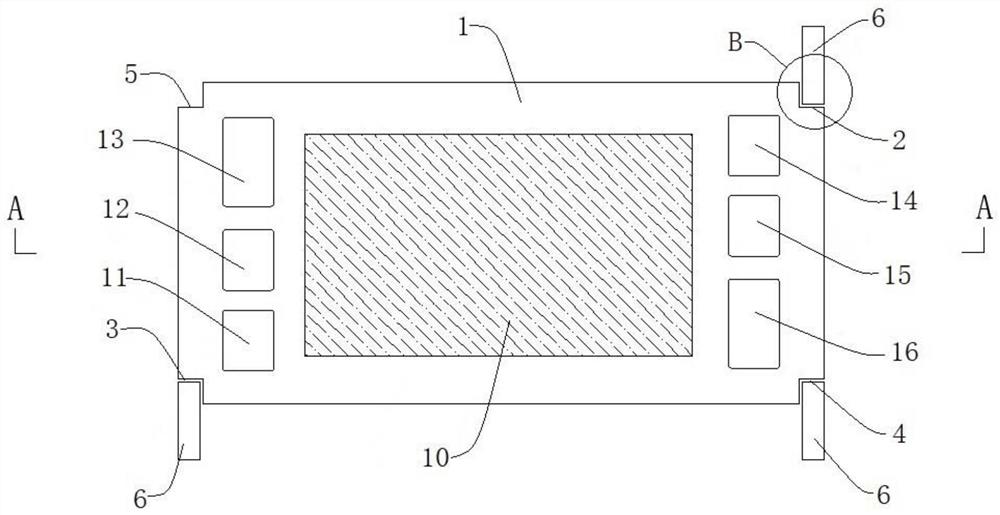
图1是第一实施例极板与定位元件的示意图;
图2是第二实施例极板与定位元件的示意图;
图3是第三实施例极板与定位元件的示意图;
图4是极板装配的示意图;
图5是图1在A-A处的剖面;
图6是图1在B处的放大图;
图7是图2在C处的放大图;
图8是图3在D处的放大图。
附图标记说明:
极板1、第一缺口2、第二缺口3、第三缺口4、CVP接口5、定位元件6、膜电极组件7、端板8、冷却辅助板9、极板活化区10、氢气进气歧管口11、冷却液进液歧管口12、空气排气歧管口13、氢气排气歧管口14、冷却液排液歧管口15、空气进气歧管口16、密封材料17、质子交换膜18、气体扩散层19、第一缺口面20、第二缺口面21、第一定位面22、第二定位面23、弧形缺口面24、弧形定位面25、连接缺口面26、定位连接面27。
具体实施方式
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
下面将参考图1-图8并结合实施例来详细说明本发明的极板1。
参照图1-图5所示,根据本发明实施例的极板1的边缘设置有敞开的多个缺口,其中至少一部分缺口为定位缺口,定位缺口设置在极板1边缘有利于提升极板1的有效面积利用率,同时,当定位缺口结构或尺寸设计变更时,位于极板1的边缘的定位缺口对极板1功能的影响较小,进而有利于节省研发设计周期。
定位缺口从敞开处定位在对应的定位元件6上,从而有利于极板1的定位装配,保证了极板1在堆叠过程中的一致性与防错性。
根据本发明的极板1,将定位缺口设置在极板1的边缘,有利于减小定位缺口对极板1的影响,提升极板1的有效面积利用率,多个定位缺口的设置有利于提升极板1装配的位置精度,敞开的定位缺口便于极板1装配完成后拆卸定位元件6,提升极板1的装配效率。
在本发明的一些实施例中,极板1的边缘设置有敞开的多个缺口,其中至少一部分缺口为定位缺口,其余缺口为CVP接口5。
参照图1-图3所示,定位缺口包括:第一缺口2、第二缺口3和第三缺口4,第一缺口2、第二缺口3和第三缺口4位于三角形的三个顶点处,也就是说,第一缺口2、第二缺口3和第三缺口4不共线,从而有利于提升极板1装配的定位精度,还可以防止极板1装反,使定位缺口具有防错功能,第一缺口2、第二缺口3和第三缺口4均与对应的定位元件6定位配合,以保证极板1每次堆叠过程中定位的准确性,同时,还可以增加视觉检测系统,以检测并记录每次极板1堆叠的位置数据,使极板1的装配过程具有可追溯性。
参照图1-图3所示,极板1为四边形板,第一缺口2、第二缺口3和第三缺口4位于四边形板的三个顶点处,以实现定位缺口位于极板1的边缘,且第一缺口2、第二缺口3和第三缺口4不共线。
参照图1-图3所示,四边形板的第四个顶点处为CVP接口5。
具体地,四边形板的第四个顶点为缺口设计,CVP(电池电压采集装置)安装在CVP接口5处,从而有利于提高极板1的有效面积利用率,消除CVP相对于极板1的凸起,降低极板1堆叠装配的复杂程度,同时,极板的设计变更不影响CVP接口5,从而有利于节约设计周期。
在本发明未示出的一些实施例中,极板1为四边形板,定位缺口包括:第一缺口2和第二缺口3,第一缺口2和第二缺口3位于四边形板的两个对角线顶点处,且第一缺口2、第二缺口3均与对应的定位元件6定位配合,以通过较少的定位缺口实现对极板1的定位,从而有利于提升极板1的有效面积利用率,四边形板的第三个顶点或第四个顶点处为CVP接口5,以消除CVP相对于极板1的凸起,降低极板1堆叠装配的复杂程度。
参照图1和图6所示的实施例,定位缺口中的每一个缺口为矩形缺口且具有相互垂直的第一缺口面20和第二缺口面21,定位元件6具有相互垂直的第一定位面22和第二定位面23,第一定位面22适于与第一缺口面20止抵定位,第二定位面23适于与第二缺口面21止抵定位,以实现对极板1在前、后、左、右方向的限位,保证极板1堆叠安装时的装配精度和装配效率。
参照图2和图7所示的实施例,定位缺口中的每一个缺口为弧形缺口且具有弧形缺口面24,定位元件6具有弧形定位面25,弧形定位面25适于与弧形缺口面24止抵定位,以实现对极板1在前、后、左、右方向的限位,保证极板1堆叠安装时的装配精度和装配效率。
参照图3和图8所示的实施例,定位缺口具有第一缺口面20、第二缺口面21以及连接第一缺口面20、第二缺口面21的连接缺口面26,定位元件6具有第一定位面22、第二定位面23以及连接第一定位面22、第二定位面23的定位连接面27,第一定位面22适于与第一缺口面20止抵定位,定位连接面27适于与连接缺口面26止抵定位,第二定位面23适于与第二缺口面21止抵定位,以实现对极板1在前、后、左、右方向的限位,保证极板1堆叠安装时的装配精度和装配效率。
参照图1-图5所示,根据本发明另一方面实施例的燃料电池,包括上述极板1,极板1的数量为多个,且相邻两个极板1之间设置有膜电极组件7,膜电极组件7包括:催化剂涂覆的质子交换膜18和气体扩散层19,其中气体扩散层19位于质子交换膜18的两侧,膜电极组件7与极板1之间通过密封材料17间隔,以进行电化学反应,需要说明的是,极板1上还设置有极板活化区10、氢气进气歧管口11、冷却液进液歧管口12、空气排气歧管口13、氢气排气歧管口14、冷却液排液歧管口15、空气进气歧管口16等装置,以持续地进行电化学反应。
参照图4和图5所示,燃料电池还包括:端板8,定位元件6固定在端板8上,最靠近端板8的极板1与端板8之间设置有冷却辅助板9。
根据本发明其它方面实施例的燃料电池的组装方法,包括上述的燃料电池,组装方法步骤如下:先将端板8放置在最下方,之后将每个定位元件6分别固定在端板8上,使定位元件6置于正确位置,然后在端板8上放置一个冷却辅助板9,再然后将极板1、膜电极组件7、极板1、膜电极组件7依次堆叠的装配顺序进行组装,在组装过程中,各个极板1的定位缺口从敞开处定位于对应的定位元件6上,所有极板1均定位完成后,将定位元件6撤下。
也可以在放置完第一个极板1之后,再将定位元件6分别固定在端板8上,固定过程中,保证定位元件6止抵对应的定位缺口,这样,便于将定位元件6置于正确位置。
根据本发明的燃料电池的组装方法,通过定位缺口和定位元件6的配合,保证了整个电堆在堆叠过程中的一致性与防错位性,防止因堆叠误差产生的泄漏、爆炸等危险,从而有利于提升燃料电池的安全性能,同时,极板1定位完成后,定位元件6容易取出,从而有利于提升燃料电池的装配效率。
需要说明的是,冷却辅助板9可以是没有膜电极组件7的极板1和密封材料17的组合,以在冷却辅助板9跟燃料电池最下面的极板1之间形成冷却液通道,提升燃料电池的冷却效果。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 极板以及燃料电池和燃料电池的组装方法
- 燃料电池双极板、制备该燃料电池双极板的方法以及包含该双极板的燃料电池