一种加强板分段成型工艺的冲压成型模具
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种板材成型模具,尤其涉及一种加强板分段成型工艺的冲压成型模具。
背景技术
冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成型方法。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。其中车辆左右侧梁加强板就是通过冲压完成,车辆左右侧梁加强板其形状为拱形(弓形),截面为U形带法兰。这类件冲压成型后易发生扭曲回弹。其扭曲回弹就是其回弹不是单一截面的回弹,同时还存在长度方向的扭曲变形。
由于汽车零部件精度、质量要求高,为避免出现前述情况,一直以来,本领域针对此类件一般采用的加工工艺是:拉延+修边冲孔+翻边整形,这样的工艺的好处是产品破损率低,截面精度高。但难以根除长度方向上发生的扭曲变形,通过模具尺寸进行调整非常困难,因为拉延回弹补偿不是简单的回弹多少就补偿多少,很难调整到制件合格。经分析发现,该制品的弓形并非是规则的圆弧曲线,但截面形状一直,各截面处的弧度不同。拉延加工要对板坯预留“压料边”,而“压料边”承受的压力是相同的,最终造成了各处的内应力不一致,因而出现长度方向的扭曲回弹。
发明内容
本发明针对以上问题,提供了一种在加工中能改变板坯受力均匀的状况,进而能最大限度降低扭曲回弹量,且便于进行调整的车辆左右加强板分段成型工艺的冲压成型模具。
本发明的技术方案是:所述车辆左右侧梁加强板整体呈弓形、截面呈U型,所述模具包括上模和下模,所述上模包括上模座、冲头,所述下模包括下模座、下模成型块和机床顶杆,所述上模上的冲头和所述下模上的下模成型块分别具有一对,相对于上模和下模的中心线对称设置;所述下模成型块包括内侧镶块组、外侧镶块组和托料芯,内侧镶块组和外侧镶块组的内侧面、托料芯的顶面构成所述整体呈弓形、截面呈U型的型腔;所述内侧镶块组和外侧镶块组由若干镶块在长度方向上分段地拼接构成,所述内侧镶块组和外侧镶块组固定连接在所述下模座上;所述托料芯活动连接在下模座上,托料芯的底面接触所述机床顶杆;在所述型腔两侧的上缘口分别设有定位器。
在所述下模座上还设有用于限制所述托料芯向下行程的敦实块。
本发明将产品进行了分段,分段对扭曲回弹进行处理,使调整分段化,简易化。打破常规的拉延工艺,率先采用成型工艺,便于回弹的调整。相对于拉延加工,板坯不需预留压料边,避免了压料力转化为内应力的这一变形因素,进而大大降低了长度方向的扭曲回弹量,提高了产品的精度和合格率。
附图说明
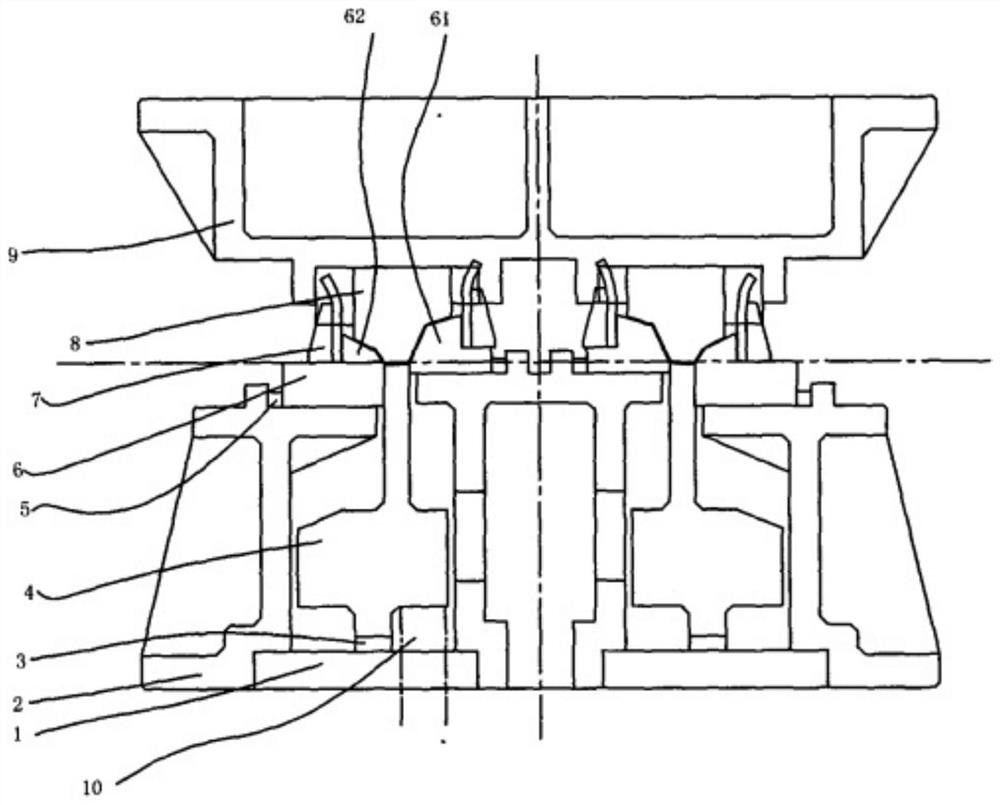
图1是发明的结构示意图
图中1是下模底板,2是下模座,3是敦实块,4是托料芯,5是挡键,6是下模成型块,61是内侧镶块组,62是外侧镶块组,7是定位器,8是冲头,9是上模座,10是机床顶杆;
图2是本发明所加工的车辆左右侧梁加强板的结构示意图
图中11是车辆左右侧梁加强板;
图3是本发明的使用状态参考图
图中线箭头为托料芯的运动方向;
图4是本发明中下模的立体示意图
图中611是内侧镶块一,612是内侧镶块二,613是内侧镶块三,621是外侧镶块一,622是外侧镶块二,623是外侧镶块三,12是型腔。
具体实施方式
本发明如图1-4所示,所述车辆左右侧梁加强板11整体呈弓形、截面呈U型,所述模具包括上模和下模,所述上模包括上模座9、冲头8,所述下模包括下模座2、下模成型块6和机床顶杆10,所述上模上的冲头8和所述下模上的下模成型块6分别具有一对,相对于上模和下模的中心线对称设置;所述下模成型块6包括内侧镶块组61、外侧镶块组62和托料芯4,内侧镶块组61和外侧镶块组62的内侧面、托料芯4的顶面构成所述整体呈弓形、截面呈U型的型腔12;所述内侧镶块组61和外侧镶块组62由若干镶块(如图4中内侧镶块一611,内侧镶块二612,内侧镶块三613,外侧镶块一621,外侧镶块二622,外侧镶块三623)在长度方向上分段地拼接构成,所述内侧镶块组61和外侧镶块组62固定连接在所述下模座2上;所述托料芯4活动连接在下模座2上,托料芯4的底面接触所述机床顶杆10;在所述型腔12两侧的上缘口分别设有定位器7。为便于调节、固定外侧镶块组62的位置,可以再下模座2与外侧镶块组62之间设置一些挡键5。
在所述下模座2上还设有用于限制所述托料芯4向下行程的敦实块3。为防止下模座2在长期工作中出现撞击磨损,可以在敦实块3下部设置下模底板1。
本发明的工作原理是,开始时机床顶杆10顶起托料芯4,上模座9在压机滑块的带动下下行。与托料芯4接触压住板件。托料芯4及上模9下行,板件在下模成型块6与上模成型镶块(冲头8)接触作用下成型,成型动作完成,开模。
- 一种加强板分段成型工艺的冲压成型模具
- 一种汽车加强板冲压成型模具