一种铜箔深度粗化装置及其工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及到铜箔深度粗化技术领域,特别涉及一种铜箔深度粗化装置及其工艺。
背景技术
铜箔粗化层的作用是增强铜箔与基板的结合力,粗化层一般长在铜箔毛面的波峰上,像牙齿一样咬入基板,粗化越多,咬合效果越好。但波峰位置有限,如果一直沿着波峰长,会使得铜牙过高,且铜牙不牢固。所以就需要让粗化层往铜箔的波谷生长,目前,国内铜箔企业处理技术较为落后,粗化效果仅停留在提高剥离强度上,对于深度粗化效果仍不理想,严重影响了铜箔性能,造成覆铜板印制线路存在因铜牙长而短路的风险。因此,满足深度粗化的表面处理工艺还有待进一步研究。
发明内容
本发明的目的在于提供通过内外面均进行粗化反应,有效保证内外铜牙交错进行咬合,提高咬合效率,防止脱离,保证反应的均匀性,提高液喷洒效率,达到深度粗化效果佳、剥离强度高、组织性能好的铜箔粗化效果,提压合后提高整个铜箔板的稳定性,保证后期的铝基板质量,减少后期残次品,且冲压后内轴气缸带动压力传感器下压,将冲孔管刀的铜箔板挤出,内轴气缸带动压力传感器复位,便于下一次进行冲压检测的一种铜箔深度粗化装置及其工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种铜箔深度粗化装置,包括浸料箱体,所述浸料箱体的侧端设置有压覆装置,所述浸料箱体的内部设置导液组件,导液组件侧端连接进液装置,导液组件设置多组,交错设置在浸料箱体内,所述浸料箱体的侧端设置压固装置。
进一步地,浸料箱体的内部设置第一浸料槽、第二浸料槽、第三浸料槽和过滤组件,第一浸料槽、第二浸料槽和第三浸料槽之间由隔板密封隔断,第一浸料槽、第二浸料槽和第三浸料槽的内部均设置过滤组件,第一浸料槽、第二浸料槽、第三浸料槽的内壁上均设置导液组件。
进一步地,过滤组件包括滤板、滤孔、控温管和控温器,滤板上开设多组滤孔,滤板内部包覆设置控温管,控温管通过导线与浸料箱体外侧的控温器连接。
进一步地,压覆装置包括支撑架、基板料辊、铜箔料辊、压覆上辊和压覆下辊,支撑架的上方安装有铜箔料辊,支撑架的下方安装有基板料辊,支撑架的前端分别安装有压覆上辊和压覆下辊,压覆上辊和压覆下辊上下压合连接。
进一步地,导液组件包括上导辊、下导辊、导流槽、喷口、喷孔和储液槽,上导辊设置一组,上导辊的两侧分别设置下导辊,上导辊和下导辊的外侧壁上开设多组导流槽,导流槽内设置多组喷口,喷口的下方通过喷孔与储液槽互通,喷孔和储液槽均开设在上导辊和下导辊的内部,导液组件两侧通过进液装置固定在浸料箱体的内壁上。
进一步地,进液装置包括抽液管、第一法兰、外罩套管、第二法兰、挤液电机、转杆和挤压板,外罩套管的内部设置包覆有第一法兰和第二法兰,第一法兰和第二法兰之间由支杆连接,第一法兰前端与导液组件的转动电机轴连接,第二法兰尾端与上导辊的下导辊输出轴杆连接,且第二法兰内开设通口槽,通口槽与储液槽互通,外罩套管上方连接抽液管,挤液电机固定在浸料箱体的侧端,挤液电机前端输出轴连接转杆,转杆设置在储液槽内,转杆上安装挤压板。
进一步地,压固装置包括安装支架、上压辊、下压辊和加热环,安装支架内横向安装有上压辊和下压辊,上压辊和下压辊之间压合连接,上压辊和下压辊内轴芯上缠绕安装有加热环。
进一步地,压固装置的后方还设置有一种检测装置,检测装置包括冲孔管刀、冲孔气缸、压力传感器、控制器和侧切辊,冲孔管刀固定在冲孔气缸的下方,冲孔管刀的内部设置压力传感器,压力传感器的上方连接内轴气缸,内轴气缸设置在冲孔管刀上方连接管内,压力传感器与控制器电连接,冲孔管刀的后方设置侧切辊。
本发明提供另一种技术方案:一种铜箔深度粗化装置的粗化工艺,包括如下步骤:
步骤一:基板料辊和铜箔料辊分别设置基板原料和铜箔原料,基板原料和铜箔原料由压覆上辊和压覆下辊压覆固定在一起,再由上导辊和下导辊移动到第一浸料槽内进行浸料粗化;
步骤二:抽液管将第一浸料槽内的电解液输送到外罩套管内,由第二法兰内部的通口槽将液体输送到储液槽内,挤液电机带动转杆转动,在转动的过程中,挤压板将液体由喷口挤出从喷孔喷洒到铜箔和基板上,对铜箔和基板进行内外侧粗化反应;
步骤三:粗化后的铜箔基板由上压辊和下压辊对外表面的粗化层进行压固,在压固的过程中加热进行烘干,从而将压固烘干后的铜箔基板由检测装置进行检测。
进一步地,针对步骤二,上导辊和下导辊在浸液的过程中,将多余的液体由导流槽排出,从而回收到第一浸料槽、第二浸料槽和第三浸料槽内,再由过滤组件进行加热过滤。
与现有技术相比,本发明的有益效果是:
1、本发明提出的铜箔深度粗化装置及其工艺,过滤组件包括滤板、滤孔、控温管和控温器,滤板上开设多组滤孔,滤板内部包覆设置控温管,控温管通过导线与浸料箱体外侧的控温器连接,通过多个浸料槽的设置,可有效进行粗化,通过设置过滤组件,进行加温过滤,增加过滤效果,保证电解液的质量,增加加工的精度。
2、本发明提出的铜箔深度粗化装置及其工艺,上导辊和下导辊在浸液的过程中,将多余的液体由导流槽排出,从而回收到第一浸料槽、第二浸料槽和第三浸料槽内,电解液通过喷孔喷洒到铜箔和基板上,对铜箔和基板进行内外侧粗化反应,深度粗化能在峰谷凹凸的铜箔轮廓表面沉积一层均匀、致密的铜颗粒,有效避免因尖端放电造成沉积颗粒仅在尖部聚集而导致粗化层出现刺突、不均匀现象,实现减小粗化枝晶、降低粗糙值、提高比表面积、增大剥离强度,通过内外面均进行粗化反应,有效保证内外铜牙交错进行咬合,提高咬合效率,防止脱离。
3、本发明提出的铜箔深度粗化装置及其工艺,抽液管将第一浸料槽内的电解液输送到外罩套管内,由第二法兰内部的通口槽将液体输送到储液槽内,挤液电机带动转杆转动,在转动的过程中,挤压板将液体由喷口挤出从喷孔喷洒到铜箔和基板上,有效对铜箔和基板进行粗化反应,保证反应的均匀性,提高液喷洒效率,达到深度粗化效果佳、剥离强度高、组织性能好的铜箔粗化效果。
4、本发明提出的铜箔深度粗化装置及其工艺,上压辊和下压辊内轴芯上缠绕安装有加热环,粗化后的铜箔基板由上压辊和下压辊对外表面的粗化层进行压固,在压固的过程中加热进行烘干,提压合后提高整个铜箔板的稳定性,保证后期的铝基板质量。
5、本发明提出的铜箔深度粗化装置及其工艺,压力传感器与控制器电连接,冲孔管刀的后方设置侧切辊,冲孔气缸带动冲孔管刀对粗化后的铜箔板进行冲孔,当冲孔管刀冲压时,冲孔管刀内部的铜箔板与压力传感器贴合,则表示铜箔板粗化厚度达到要求,质检合格,相反则厚度不达标,粗化效果差,能够有效进行检测,保证生产的铜箔板质量,减少后期残次品,且冲压后内轴气缸带动压力传感器下压,将冲孔管刀的铜箔板挤出,内轴气缸带动压力传感器复位,便于下一次进行冲压检测。
附图说明
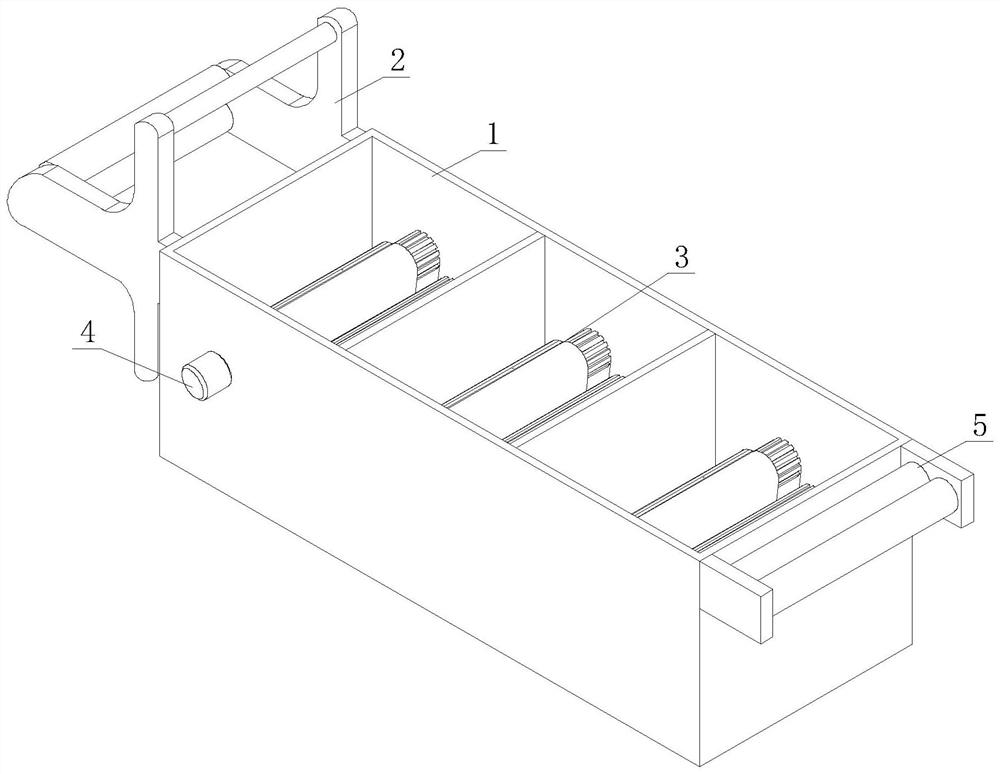
图1为本发明的整体结构示意图;
图2为本发明的浸料箱体结构示意图;
图3为本发明的过滤组件半剖图;
图4为本发明的压覆装置结构示意图;
图5为本发明的导液组件结构示意图;
图6为本发明的导液组件结构截面图;
图7为本发明的进液装置局部结构剖面图;
图8为本发明的进液装置结构截面图;
图9为本发明的压固装置结构半剖图;
图10为本发明实施例二的整体结构示意图;
图11为本发明的检测装置结构半剖图。
图中:1、浸料箱体;11、第一浸料槽;12、第二浸料槽;13、第三浸料槽;14、过滤组件;141、滤板;142、滤孔;143、控温管;144、控温器;15、隔板;2、压覆装置;21、支撑架;22、基板料辊;23、铜箔料辊;24、压覆上辊;25、压覆下辊;3、导液组件;31、上导辊;32、下导辊;33、导流槽;34、喷口;35、喷孔;36、储液槽;4、进液装置;41、抽液管;42、第一法兰;43、外罩套管;44、第二法兰;45、挤液电机;46、转杆;47、挤压板;5、压固装置;51、安装支架;52、上压辊;53、下压辊;54、加热环;6、检测装置;61、冲孔管刀;62、冲孔气缸;63、压力传感器;631、内轴气缸;64、控制器;65、侧切辊。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
请参阅图1,一种铜箔深度粗化装置及其工艺,铜箔深度粗化装置,包括浸料箱体1,所述浸料箱体1的侧端设置有压覆装置2,所述浸料箱体1的内部设置导液组件3,导液组件3侧端连接进液装置4,导液组件3设置多组,交错设置在浸料箱体1内,所述浸料箱体1的侧端设置压固装置5。
请参阅图2-图3,浸料箱体1的内部设置第一浸料槽11、第二浸料槽12、第三浸料槽13和过滤组件14,第一浸料槽11、第二浸料槽12和第三浸料槽13之间由隔板15密封隔断,第一浸料槽11、第二浸料槽12和第三浸料槽13的内部均设置过滤组件14,第一浸料槽11、第二浸料槽12、第三浸料槽13的内壁上均设置导液组件3,过滤组件14包括滤板141、滤孔142、控温管143和控温器144,滤板141上开设多组滤孔142,滤板141内部包覆设置控温管143,控温管143通过导线与浸料箱体1外侧的控温器144连接,通过多个浸料槽的设置,可有效进行粗化,通过设置过滤组件14,进行加温过滤,增加过滤效果,保证电解液的质量,增加加工的精度。
请参阅图4,压覆装置2包括支撑架21、基板料辊22、铜箔料辊23、压覆上辊24和压覆下辊25,支撑架21的上方安装有铜箔料辊23,支撑架21的下方安装有基板料辊22,支撑架21的前端分别安装有压覆上辊24和压覆下辊25,压覆上辊24和压覆下辊25上下压合连接,基板料辊22和铜箔料辊23分别设置基板原料和铜箔原料,基板原料和铜箔原料由压覆上辊24和压覆下辊25压覆固定在一起。
请参阅图5-图6,导液组件3包括上导辊31、下导辊32、导流槽33、喷口34、喷孔35和储液槽36,上导辊31设置一组,上导辊31的两侧分别设置下导辊32,上导辊31和下导辊32的外侧壁上开设多组导流槽33,导流槽33内设置多组喷口34,喷口34的下方通过喷孔35与储液槽36互通,喷孔35和储液槽36均开设在上导辊31和下导辊32的内部,导液组件3两侧通过进液装置4固定在浸料箱体1的内壁上,上导辊31和下导辊32在浸液的过程中,将多余的液体由导流槽33排出,从而回收到第一浸料槽11、第二浸料槽12和第三浸料槽13内,电解液通过喷孔35喷洒到铜箔和基板上,对铜箔和基板进行内外侧粗化反应,深度粗化能在峰谷凹凸的铜箔轮廓表面沉积一层均匀、致密的铜颗粒,有效避免因尖端放电造成沉积颗粒仅在尖部聚集而导致粗化层出现刺突、不均匀现象,实现减小粗化枝晶、降低粗糙值、提高比表面积、增大剥离强度,通过内外面均进行粗化反应,有效保证内外铜牙交错进行咬合,提高咬合效率,防止脱离。
请参阅图7-图8,进液装置4包括抽液管41、第一法兰42、外罩套管43、第二法兰44、挤液电机45、转杆46和挤压板47,外罩套管43的内部设置包覆有第一法兰42和第二法兰44,第一法兰42和第二法兰44之间由支杆连接,第一法兰42前端与导液组件3的转动电机轴连接,第二法兰44尾端与上导辊31的下导辊32输出轴杆连接,且第二法兰44内开设通口槽,通口槽与储液槽36互通,外罩套管43上方连接抽液管41,挤液电机45固定在浸料箱体1的侧端,挤液电机45前端输出轴连接转杆46,转杆46设置在储液槽36内,转杆46上安装挤压板47,抽液管41将第一浸料槽11内的电解液输送到外罩套管43内,由第二法兰44内部的通口槽将液体输送到储液槽36内,挤液电机45带动转杆46转动,在转动的过程中,挤压板47将液体由喷口34挤出从喷孔35喷洒到铜箔和基板上,有效对铜箔和基板进行粗化反应,保证反应的均匀性,提高液喷洒效率,达到深度粗化效果佳、剥离强度高、组织性能好的铜箔粗化效果。
请参阅图9,压固装置5包括安装支架51、上压辊52、下压辊53和加热环54,安装支架51内横向安装有上压辊52和下压辊53,上压辊52和下压辊53之间压合连接,上压辊52和下压辊53内轴芯上缠绕安装有加热环54,粗化后的铜箔基板由上压辊52和下压辊53对外表面的粗化层进行压固,在压固的过程中加热进行烘干,提压合后提高整个铜箔板的稳定性,保证后期的铝基板质量。
实施例二:
请参阅图10,一种铜箔深度粗化装置及其工艺,铜箔深度粗化装置,包括浸料箱体1,所述浸料箱体1的侧端设置有压覆装置2,所述浸料箱体1的内部设置导液组件3,导液组件3侧端连接进液装置4,导液组件3设置多组,交错设置在浸料箱体1内,所述浸料箱体1的侧端设置压固装置5,压固装置5的后方还设置有一种检测装置6。
请参阅图11,检测装置6包括冲孔管刀61、冲孔气缸62、压力传感器63、控制器64和侧切辊65,冲孔管刀61固定在冲孔气缸62的下方,冲孔管刀61的内部设置压力传感器63,压力传感器63的上方连接内轴气缸631,内轴气缸631设置在冲孔管刀61上方连接管内,压力传感器63与控制器64电连接,冲孔管刀61的后方设置侧切辊65,冲孔气缸62带动冲孔管刀61对粗化后的铜箔板进行冲孔,当冲孔管刀61冲压时,冲孔管刀61内部的铜箔板与压力传感器63贴合,则表示铜箔板粗化厚度达到要求,质检合格,相反则厚度不达标,粗化效果差,能够有效进行检测,保证生产的铜箔板质量,减少后期残次品,且冲压后内轴气缸631带动压力传感器63下压,将冲孔管刀61的铜箔板挤出,内轴气缸631带动压力传感器63复位,便于下一次进行冲压检测。
为了更好的展现铜箔深度粗化装置的粗化过程,本实施例提出一种铜箔深度粗化装置的粗化工艺,包括如下步骤:
步骤一:基板料辊22和铜箔料辊23分别设置基板原料和铜箔原料,基板原料和铜箔原料由压覆上辊24和压覆下辊25压覆固定在一起,再由上导辊31和下导辊32移动到第一浸料槽11内进行浸料粗化;
步骤二:抽液管41将第一浸料槽11内的电解液输送到外罩套管43内,由第二法兰44内部的通口槽将液体输送到储液槽36内,挤液电机45带动转杆46转动,在转动的过程中,挤压板47将液体由喷口34挤出从喷孔35喷洒到铜箔和基板上,对铜箔和基板进行内外侧粗化反应;
步骤三:粗化后的铜箔基板由上压辊52和下压辊53对外表面的粗化层进行压固,在压固的过程中加热进行烘干,从而将压固烘干后的铜箔基板由检测装置6进行检测。
进一步地,针对步骤二,上导辊31和下导辊32在浸液的过程中,将多余的液体由导流槽33排出,从而回收到第一浸料槽11、第二浸料槽12和第三浸料槽13内,再由过滤组件14进行加热过滤。
综上所述,本发明提出的铜箔深度粗化装置及其工艺,过滤组件14包括滤板141、滤孔142、控温管143和控温器144,滤板141上开设多组滤孔142,滤板141内部包覆设置控温管143,控温管143通过导线与浸料箱体1外侧的控温器144连接,通过多个浸料槽的设置,可有效进行粗化,通过设置过滤组件14,进行加温过滤,增加过滤效果,保证电解液的质量,增加加工的精度,上导辊31和下导辊32在浸液的过程中,将多余的液体由导流槽33排出,从而回收到第一浸料槽11、第二浸料槽12和第三浸料槽13内,电解液通过喷孔35喷洒到铜箔和基板上,对铜箔和基板进行内外侧粗化反应,深度粗化能在峰谷凹凸的铜箔轮廓表面沉积一层均匀、致密的铜颗粒,有效避免因尖端放电造成沉积颗粒仅在尖部聚集而导致粗化层出现刺突、不均匀现象,实现减小粗化枝晶、降低粗糙值、提高比表面积、增大剥离强度,通过内外面均进行粗化反应,有效保证内外铜牙交错进行咬合,提高咬合效率,防止脱离,抽液管41将第一浸料槽11内的电解液输送到外罩套管43内,由第二法兰44内部的通口槽将液体输送到储液槽36内,挤液电机45带动转杆46转动,在转动的过程中,挤压板47将液体由喷口34挤出从喷孔35喷洒到铜箔和基板上,有效对铜箔和基板进行粗化反应,保证反应的均匀性,提高液喷洒效率,达到深度粗化效果佳、剥离强度高、组织性能好的铜箔粗化效果,上压辊52和下压辊53内轴芯上缠绕安装有加热环54,粗化后的铜箔基板由上压辊52和下压辊53对外表面的粗化层进行压固,在压固的过程中加热进行烘干,提压合后提高整个铜箔板的稳定性,保证后期的铝基板质量,压力传感器63与控制器64电连接,冲孔管刀61的后方设置侧切辊65,冲孔气缸62带动冲孔管刀61对粗化后的铜箔板进行冲孔,当冲孔管刀61冲压时,冲孔管刀61内部的铜箔板与压力传感器63贴合,则表示铜箔板粗化厚度达到要求,质检合格,相反则厚度不达标,粗化效果差,能够有效进行检测,保证生产的铜箔板质量,减少后期残次品,且冲压后内轴气缸631带动压力传感器63下压,将冲孔管刀61的铜箔板挤出,内轴气缸631带动压力传感器63复位,便于下一次进行冲压检测。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种铜箔深度粗化表面处理装置的加工工艺
- 一种铜箔深度粗化装置及其工艺