R角打磨装置
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及铝合金打磨技术领域,特别是涉及一种R角打磨装置。
背景技术
传统的铝合金件的加工方法是CNC加工后直接电泳,但是因为CNC加工后铝合金件表面会有加工亮印与接刀痕,所以铝合金件电泳后表面会出现颜色差异。针对颜色差异的问题,改善方案是使用气动打磨枪在电泳前对铝合金件表面进行打磨,然而,在实际的加工过程中,经过气动打磨枪打磨的铝合金件表面会出现不规则磨痕,该不规则磨痕在未电泳前无法看到,待电泳后会呈现磨痕及塌边等问题,造成产品报废,增加生产成本。
针对磨痕及塌边的问题,现有的方案是依靠人工通过打磨工具打磨进行改善,但依然有相当高比例存在,无法完全改善此问题。
发明内容
基于此,本发明提供一种R角打磨装置,通过设置取放料机构以及打磨机构,达到对待打磨件的自动打磨。
一种R角打磨装置,包括取放料机构以及打磨机构,所述取放料机构包括取放驱动模组以及取放模组,所述取放模组用于临时固定待打磨件;
所述取放驱动模组用于驱动所述取放模组运动,以将临时固定在所述取放模组上的待打磨件提供至所述打磨机构;
所述打磨机构用于对待打磨件进行打磨。
上述R角打磨装置,通过取放模组临时固定待打磨件,并通过取放驱动模组驱动取放模组运动,以将临时固定在取放模组上的待打磨件提供至打磨机构,以供打磨机构对待打磨件进行打磨。该R角打磨装置可实现对待打磨件的自动打磨,并可使打磨后产品的质量稳定,保证产品不会出现在传统方案中的磨痕、塌边及异色的情况,从而提高良率,提高加工强度,减少产品报废降低生产成本。此外,该R角打磨装置的通用性较强,对于铝合金或镁合金压铸产品都能共用,使其产品质量稳定。
在其中一个实施例中,所述取放模组包括连接件、第一压紧模块以及第二压紧模块,所述连接件安装在所述取放驱动模组上,所述第一压紧模块及所述第二压紧模块安装在所述连接件上,所述第一压紧模块与所述第二压紧模块可沿相反的方向压紧待打磨件。
在其中一个实施例中,所述第一压紧模块包括至少一个旋压气缸,所述旋压气缸包括安装在所述连接件上的缸筒、安装在所述缸筒上的活塞杆以及安装在所述活塞杆上的压紧件,所述压紧件设置有压紧位置以及解压位置;
所述活塞杆用于带动所述压紧件运动,以使所述压紧件在压紧位置与解压位置之间来回切换;
在所述压紧件的压紧位置,所述压紧件与所述第二压紧模块位于待打磨件的相对两侧,所述压紧件与所述第二压紧模块沿相反的方向压紧待打磨件;
在所述压紧件的解压位置,所述压紧件与待打磨件分离。
在其中一个实施例中,所述第二压紧模块包括安装在所述连接件上的压块。
在其中一个实施例中,所述取放驱动模组设置有连接臂,所述取放模组安装在所述连接臂上。
在其中一个实施例中,所述R角打磨装置还包括供料机构以及收料机构,所述供料机构用于将待打磨件提供至所述取放模组,所述收料机构用于接收临时固定在所述取放模组上的待打磨件。
在其中一个实施例中,所述供料机构包括运输模组,所述运输模组包括运输驱动模块以及安装在所述运输驱动模块上的放料模块,所述放料模块设置有放料位置以及取料位置,所述运输驱动模块用于驱动所述放料模块运动,以使所述放料模块在放料位置与取料位置之间来回移动;
所述放料模块处于放料位置时可向所述放料模块上放置待打磨件;
所述放料模块处于取料位置时,所述取放模组可对放置在所述放料模块上的待打磨件进行临时固定。
在其中一个实施例中,所述运输模组还包括第一感测模块,所述第一感测模块用于感测所述放料模块上是否放置有待打磨件。
在其中一个实施例中,所述运输模组设置有多个。
在其中一个实施例中,所述R角打磨装置还包括集尘机构,所述集尘机构用于在所述打磨机构对待打磨件进行打磨时收集废屑。
附图说明
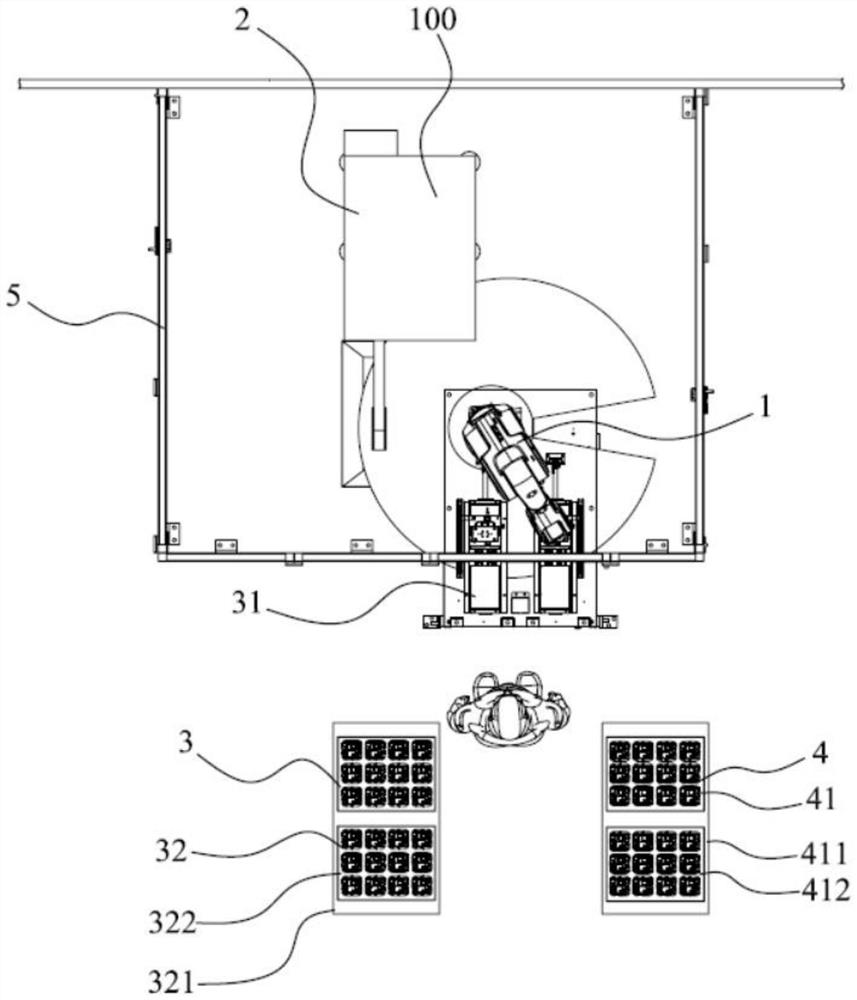
图1为本发明的R角打磨装置的结构示意图;
图2为本发明的R角打磨装置的部分结构示意图;
图3为图2中A处的放大图;
图4为本发明的R角打磨装置的取放模组的结构示意图。
附图中各标号的含义为:
100-R角打磨装置;
1-取放料机构;11-取放驱动模组;111-连接臂;12-取放模组;121-连接件;122-第一压紧模块;1221-旋压气缸;12211-缸筒;12212-活塞杆;123-第二压紧模块;1231-压块;
2-打磨机构;21-打磨驱动模组;211-打磨支架;212-打磨轮组;22-砂带;
3-供料机构;31-运输模组;311-运输驱动模块;312-放料模块;3121-定位组件;31211-定位块;32-上料模组;321-上料台;322-生料盘;
4-收料机构;41-收料模组;411-下料台;412-熟料盘;
5-保护网;
200-待打磨件;201-通孔。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
如图1至图4所示,其为本发明的一种实施例的R角打磨装置100,该R角打磨装置100包括:取放料机构1以及打磨机构2,所述取放料机构1包括取放驱动模组11以及取放模组12,所述取放模组12用于临时固定待打磨件200。
所述取放驱动模组11用于驱动所述取放模组12运动,以将临时固定在所述取放模组12上的待打磨件200提供至所述打磨机构2。
所述打磨机构2用于对待打磨件200进行打磨。
该R角打磨装置100,通过取放模组12临时固定待打磨件200,并通过取放驱动模组11驱动取放模组12运动,以将临时固定在取放模组12上的待打磨件200提供至打磨机构2,以供打磨机构2对待打磨件200进行打磨。该R角打磨装置100可实现对待打磨件200的自动打磨,并可使打磨后产品的质量稳定,保证产品不会出现在传统方案中的磨痕、塌边及异色的情况,从而提高良率,提高加工强度,减少产品报废降低生产成本。此外,该R角打磨装置100的通用性较强,对于铝合金或镁合金压铸产品都能共用,使其产品质量稳定。
在一实施例中,如图4所示,所述取放模组12包括连接件121、第一压紧模块122以及第二压紧模块123,所述连接件121安装在所述取放驱动模组11上,所述第一压紧模块122及所述第二压紧模块123安装在所述连接件121上,所述第一压紧模块122与所述第二压紧模块123可沿相反的方向压紧待打磨件200,以将待打磨件200压紧在所述第一压紧模块122与所述第二压紧模块123之间,从而将待打磨件200临时固定在所述取放模组12,以便于所述取放料机构1将待打磨件200提供至所述打磨机构2,使所述打磨机构2可自动对待打磨件200的R角进行打磨。
在一实施例中,如图4所示,所述第一压紧模块122包括至少一个旋压气缸1221,所述旋压气缸1221包括安装在所述连接件121上的缸筒12211、安装在所述缸筒12211上的活塞杆12212以及安装在所述活塞杆12212上的压紧件(图未示出),所述压紧件设置有压紧位置以及解压位置。
所述活塞杆12212用于带动所述压紧件运动,以使所述压紧件在压紧位置与解压位置之间来回切换。
在所述压紧件的压紧位置,所述压紧件与所述第二压紧模块123位于待打磨件200的相对两侧,所述压紧件与所述第二压紧模块123沿相反的方向压紧待打磨件200。在所述压紧件的解压位置,所述压紧件与待打磨件200分离。
当所述取放模组12需要对待打磨件200进行临时固定时,所述活塞杆12212将相对所述缸筒12211运动,以带动所述压紧件运动,使所述压紧件运动至待打磨件200的背向所述第二压紧模块123的一侧,此时,所述压紧件与所述第二压紧模块123位于待打磨件200的相对两侧,并沿相反的方向压紧待打磨件200,以实现所述取放模组12对待打磨件200进行临时固定的效果。
进一步地,在一优选实施例中,如图4所示,所述压紧件可先在所述活塞杆12212的带动下穿过待打磨件200上的通孔201(如图3所示),再在所述活塞杆12212的带动下进行转动,此时,所述压紧件将部分旋转至通孔201无法露出的位置并与所述第二压紧模块123相对,以将待打磨件200限位于所述压紧件与所述第二压紧模块123之间,实现对待打磨件200的临时固定。
在图未示出的其他实施例中,在所述压紧件的解压位置,可使所述活塞杆及压紧件位于待打磨件的外侧,当需要对待打磨件进行临时固定时,可通过直接使所述活塞杆带动所述压紧件转动,以将压紧件由解压位置切换至压紧位置。此时,所述压紧件部分旋转至待打磨件背向所述第二压紧模块的一侧,以与所述第二压紧模块配合,实现对待打磨件的临时固定。
在一实施例中,如图4所示,所述旋压气缸1221设置有多个,通过设置多个所述旋压气缸1221可从不同方位对待打磨件200进行临时性的压紧固定,增强临时固定的稳定性,防止所述打磨机构2在对待打磨件200打磨时,待打磨件200发生晃动,从而提高待打磨件200的加工良率。
在一实施例中,如图4所示,所述第二压紧模块123包括安装在所述连接件121上的压块1231。所述取放模组12上临时固定有待打磨件200时,所述压块1231将与所述待打磨件200相抵,以配合所述第一压紧模块122对待打磨件200进行临时固定。
在一实施例中,如图2所示,所述取放驱动模组11设置有连接臂111,所述取放模组12安装在所述连接臂111上,以实现所述取放模组12与所述取放驱动模组11之间的连接安装。
当所述取放模组12安装在所述连接臂111上时,所述连接臂111运动时可带动所述取放模组12运动,从而带动临时固定在所述取放模组12上的待打磨件200进行运动,使临时固定在所述取放模组12上的待打磨件200可以提供至所述打磨机构2,实现待打磨件200的打磨。
在一优选实施例中,如图2所示,所述取放驱动模组11可选用机器人实现取放模组12的安装及运动。所述连接臂111采用TR8机械手,实现所述连接臂111的远距离作业。
在一实施例中,如图2所示,所述打磨机构2为砂带机。具体地,所述打磨机构2包括打磨驱动模组21以及安装在所述打磨驱动模组21上的砂带22,通过所述打磨驱动模组21对所述砂带22的驱动,以使所述砂带22可对临时固定在所述取放模组12上的待打磨件200进行打磨。
在一实施例中,如图2所示,所述打磨驱动模组21包括打磨驱动件(图未示出)、打磨支架211以及安装在所述打磨支架211上的打磨轮组212,所述砂带22绕设在所述打磨轮组212上,所述打磨驱动件用于驱动所述打磨轮组212的打磨轮进行转动,以实现所述打磨驱动模组21对所述砂带22的驱动,使所述砂带22可对临时固定在所述取放模组12上的待打磨件200进行打磨。
在一实施例中,如图2所示,所述R角打磨装置100还包括供料机构3以及收料机构4,所述供料机构3用于将待打磨件200提供至所述取放模组12,所述收料机构4用于接收临时固定在所述取放模组12上的待打磨件200。
所述供料机构3及所述收料机构4的设置可形成待打磨件200的物料传输线路,待打磨件200经供料机构3提供至取放料机构1,由取放料机构1带动待打磨件200运动实现打磨,之后再由所述收料机构4进行回收,完成所述R角打磨装置100的整个自动打磨加工的过程。
在一实施例中,如图2所示,所述供料机构3包括运输模组31,所述运输模组31包括运输驱动模块311以及安装在所述运输驱动模块311上的放料模块312,所述放料模块312设置有放料位置以及取料位置,所述运输驱动模块311用于驱动所述放料模块312运动,以使所述放料模块312在放料位置与取料位置之间来回移动。
所述放料模块312处于放料位置时可向所述放料模块312上放置待打磨件200。所述放料模块312处于取料位置时,所述取放模组12可对放置在所述放料模块312上的待打磨件200进行临时固定。
优选地,所述运输驱动模块311可选择用气缸进行驱动,也可选用电机进行驱动,还可选择其他方式进行驱动,只要可有效实现上述放料模块312的有效运动即可。
在一实施例中,如图3所示,所述放料模块312上设置有定位组件3121,所述定位组件3121包括若干定位块31211。若干所述定位块31211中,部分所述定位块31211沿第一方向设置,部分所述定位块31211沿与所述第一方向垂直的第二方向设置,以从不同方向对放置在所述放料模块312上的待打磨件200进行定位,以增强所述取放模组12获取待打磨件200时的精确度,使所述取放模组12可以准确无误地对待打磨件200进行固定。
进一步地,所述第一方向可以为待打磨件200的宽度方向,对应的,所述第二方向可为待打磨件200的长度方向,以从待打磨件200的宽度及长度方向分别对待打磨件200进行定位,增强所述取放模组12获取待打磨件200时的精确度。
在一实施例中,所述运输模组31还包括第一感测模块,所述第一感测模块用于感测所述放料模块312上是否放置有待打磨件200,以防止所述放料模块312空运,使所述取料模组12可从所述放料模块312上有效地获取待打磨件200,防止所述取料模组12欲进行待打磨件200获取时所述放料模块312空置。通过设置所述待打磨件200可有效提高所述R角打磨装置100的工作效率,同时提高所述取料模组12的取料准确率。
在一优选实施例中,所述第一感测模块设置在所述放料模块312的侧方或底部,以有效感测所述放料模块312上是否放置有待打磨件200。优选地,所述第一感测模块可选择为光线感测模块。
在一实施例中,所述运输模组31还包括阻挡气缸,所述阻挡气缸设置在所述运输驱动模块311的端部(即与所述放料模块312的放料位置对应的一侧或与所述放料模块312的取料位置对应的一侧),以由所述运输驱动模块311的端部限制所述放料模块312的运动行程,防止所述放料模块312运动过量,影响所述R角打磨装置100的工作效率。
在一实施例中,如图2所示,所述运输模组31设置有多个,多个所述运输模组31并列设置,所述取放料机构1可依次从不同的所述运输模组31上进行取料,以缩减单个所述运输模组31时所述取放料机构1取件的等待时间,提高工作效率。
在一实施例中,如图2所示,所述供料机构3还包括上料模组32,所述上料模组32包括上料台321以及放置在所述上料台321上的用于放置待打磨件200的生料盘322。
所述收料机构4包括收料模组41,所述收料模组41包括下料台411以及放置在所述下料台411上的用于放置完成打磨的工件的熟料盘412。
在对待打磨件200的打磨过程中,可由人工将所述生料盘322上待打磨件200放置在所述运输模组31的放料模块312上,待打磨完成后,再由人工将打磨完成的工件放置在所述熟料盘412上,以待之后的取用。
在一实施例中,所述R角打磨装置100还包括集尘机构(图未示出),所述集尘机构用于在所述打磨机构2对待打磨件200进行打磨时收集废屑。
在一实施例中,如图1所示,所述R角打磨装置100还包括保护网5,所述取放料机构1、所述打磨机构2及所述供料机构3设置在所述保护网5内,所述保护网5对应所述供料机构3的位置形成有窗口,所述窗口的边缘设置有第二感测模块,所述第二感测模块用于感测所述窗口处是否存在物品。若所述窗口处未存在物品,则所述取放料机构1及所述打磨机构2正常工作。若所述窗口处存在物品,则所述取放料机构1及所述打磨机构2停止工作,防止所述R角打磨装置100对该物体产生损伤。
在一优选实施例中,所述集尘机构安装在所述保护网5上且位于所述保护网5内。
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上实施例仅表达了本发明的优选的实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种打磨机器人角磨砂轮专用高频打磨电机
- 一种用于打磨外侧R角圆弧的打磨机