双头立式加工中心
文献发布时间:2023-06-19 19:18:24
技术领域
本申请涉及机加工设备的技术领域,尤其是涉及一种双头立式加工中心。
背景技术
加工中心,一种能够加工复杂零件的高效率自动化机床。加工中心综合加工能力较强,工件一次装夹后能完成较多的加工内容,加工精度较高,因此加工中心适用于形状较复杂、精度要求高的零件。
对于加工中心,其主体结构一般包括床身、机头、工作台。床身又包括机座、立柱等,其中,立柱是连接床身与主轴、刀库的重要部件,因此,立柱的安装精度会直接影响到加工中心的加工精度。
目前立柱的结构形式通常为整体式和分层式。整体式立柱,其结构为一体铸造而成。而分层式立柱,参照图1,则是由多层垫柱21叠放而成,以便于改变立柱高度。
而对于分层式立柱而言,垫柱在组装时,容易出现因定位误差而导致的位置偏移错位,从而造成垫柱21在水平方向上发生轻微偏转的情况。如图2所示,一旦垫柱21发生偏转错位,那么安装在立柱上的主轴势必会出现位置偏差,直接影响到加工中心的正常工作。因此,如何对垫柱21进行精准定位,从而保证立柱的安装精度,是目前需要解决的问题。
发明内容
本申请提供一种双头立式加工中心,其立柱具有较高的安装精度,采用如下技术方案:
一种双头立式加工中心,包括底座和立柱,所述立柱包括多个从上到下依次叠放的垫柱;
所述底座上开设有基准孔;所述基准孔内插接配合有基准轴,并且所述基准轴转动设置在基准孔内;所述底座上还开设有与基准孔连通的调节槽;
所述垫柱上开设有与基准轴插接配合的插接孔;所述垫柱上还开设有与插接孔连通的容纳槽;
所述基准轴设置为螺纹杆,所述基准轴上配合有基准螺母和定位螺母;所述基准螺母位于调节槽内;所述定位螺母位于容纳槽内;
所述定位螺母的上端设置为顶持部;所述垫柱上与顶持部相对的位置处开设有与顶持部相配合的凹槽。
通过采用上述技术方案,垫柱在安装时,顶持部会与凹槽配合,此时顶持部会限制垫柱的横向移动。当转动基准轴时,基准轴和定位螺母会相对转动,从而使定位螺母上下移动。当定位螺母下移时,垫柱也会跟随定位螺母下移,并且,当垫柱下移时,垫柱不易发生横向偏移,有效地防止垫柱出现偏转的情况,从而保证垫柱的安装精度。
调节槽和容纳槽的设置,主要为基准螺母和定位螺母提供安放位置,便于操作。
优选的,所述顶持部表面设置为球面;所述凹槽设置为球形槽;所述球形槽内壁所在圆球的直径大于所述顶持部表面所在圆球的直径。
通过采用上述技术方案,当顶持部和凹槽配合时,垫柱能够沿顶持部的球心进行上下摆动,或者左右摆动,因此当设置有多个基准轴、并且多个基准轴的转速不一致时,通过顶持部和凹槽的配合,垫柱能够在一定角度内正常转动,保证垫柱能够顺利地上下移动,防止出现卡死的现象。
优选的,所述凹槽设置为锥形槽;所述锥形槽的周侧壁与顶持部抵接。
通过采用上述技术方案,当顶持部与凹槽相配合时,锥形槽会对顶持部起到一定导向作用,使得垫柱有下移的趋势,并且垫柱受到凹槽的限位作用,垫柱不易发生横向偏移,从而实现对垫柱进行精准定位,保证垫柱的安装精度。
优选的,所述定位螺母的横截面设置为多边形;所述凹槽下部设置为与定位螺母配合的多边形槽;所述定位螺母周侧壁与凹槽周侧壁之间留有间隙。
通过采用上述技术方案,多边形凹槽能够限制定位螺母的转动,从而保证基准轴和定位螺母之间的相对转动。而定位螺母侧壁和凹槽侧壁之间存在间隙,则能够保证垫柱能够沿顶持部的球形进行一定角度的转动,从而保证多个基准轴的转速不一致时,垫柱能够正常上下移动。
优选的,所述顶持部表面设置为粗糙面,所述凹槽内壁同样设置为粗糙面。
通过采用上述技术方案,顶持部与凹槽之间具有较大的摩擦力,因此垫柱可在自身重力作用下限制定位螺母的转动,以保证基准轴转动时定位螺母能够正常竖向移动。
优选的,每个所述容纳槽内均设置有紧固螺母,并且所述紧固螺母与基准轴螺纹配合;对于同一容纳槽内的紧固螺母和定位螺母,所述紧固螺母位于所述定位螺母下方。
通过采用上述技术方案,当垫柱放置完成后,使用紧固螺母能够对垫柱进行固定,以保证垫柱的稳固性。
优选的,所述基准轴位于容纳槽内的位置上设置有光杆部;所述光杆部的长度大于紧固螺母的长度。
通过采用上述技术方案,当基准轴持续转动时,并且紧固螺母和定位螺母移动至光杆部处时,紧固螺母能够与定位螺母分离,从而便于工作人员拧动紧固螺母,并且在拧动紧固螺母时,紧固螺母不易与定位螺母产生干涉。
优选的,所述基准轴设置为阶梯轴,并且所述基准轴包括多个阶梯段,多个所述阶梯段与多个垫柱一一对应,并且所述阶梯段的长度与垫柱的高度相同。
通过采用上述技术方案,阶梯轴的设置,使得不同的垫柱能够直接安放至与之对应的位置,有效提高了垫柱的安装效率。
优选的,所述基准孔内设置有套管,所述套管与基准孔螺纹配合;所述基准轴插设在套管内;所述基准轴端部设置有限位凸缘,所述限位凸缘位于套管和基准孔底壁之间;
所述套管包括弧形板,并且所述套管由多个弧形板拼接组成。
通过采用上述技术方案,放松套管时,基准轴能够正常转动,并且套管能够保证基准轴转动时的稳定性。当拧紧套管时,即可对基准轴进行锁定,此时基准轴无法转动,因此有效保证基准轴的稳固性,以便于对垫柱进行固定。
综上所述,本发明包括以下至少一种有益技术效果:
1.顶持部会限制垫柱的横向移动。由于定位螺母与垫柱之间存在摩擦力,因此当转动基准轴时,基准轴和定位螺母会相对转动,从而使定位螺母上下移动。当定位螺母下移时,垫柱也会跟随定位螺母下移,并且,当垫柱下移时,垫柱不易发生横向偏移,有效地防止垫柱出现偏转的情况,从而保证垫柱的安装精度;
2. 球形凹槽或者多边形凹槽能够限制定位螺母的转动,从而保证基准轴和定位螺母之间的相对转动。垫柱能够沿顶持部的球心进行上下摆动,或者左右摆动,因此当设置有多个基准轴、并且多个基准轴的转速不一致时,通过顶持部和凹槽的配合,垫柱能够在一定角度内正常转动,保证垫柱能够顺利地上下移动,防止出现卡死的现象;
3.在安装垫柱时,放松套管,基准轴能够正常转动,并且套管能够保证基准轴转动时的稳定性。当垫柱放置完成后,拧紧套管,即可对基准轴进行锁定,此时基准轴无法转动,因此有效保证基准轴的稳固性,再拧动紧固螺母,即可实现对垫柱的固定,以保证垫柱的稳固性。
附图说明
图1是背景技术中分层式立柱的结构示意图;
图2是背景技术中当垫柱出现偏转错位的情况下立柱的局部结构示意图;
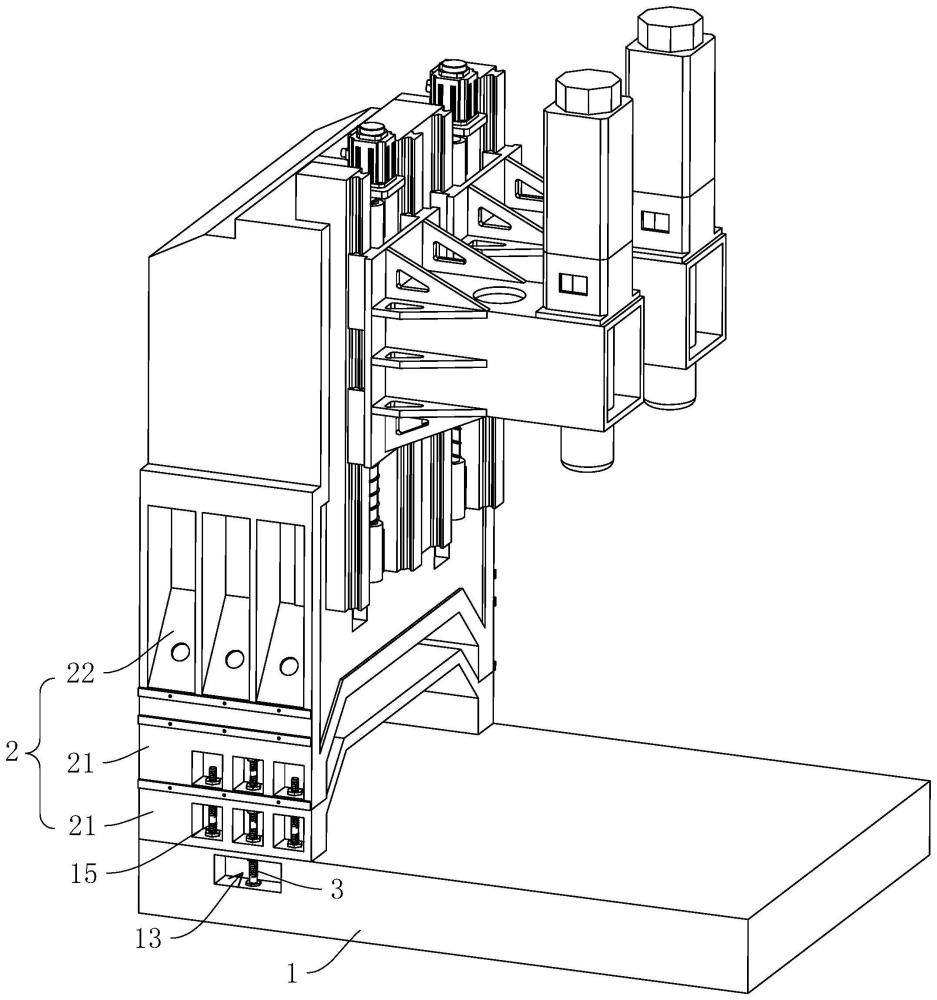
图3是本申请实施例中双头立式加工中心的整体结构示意图;
图4是本申请实施例中双头立式加工中心立柱的剖视图;
图5是图4中A部分的局部放大示意图;
图6是图4中B部分的局部放大示意图;
图7是图4中C部分的局部放大示意图;
图8是本申请实施例中双头立式加工中心立柱的剖视图;
图9是图8中D部分的局部放大示意图;
图10是本申请实施例中基准轴的结构示意图。
附图中标记:1、底座;11、通孔;12、盲孔;13、调节槽;14、套管;15、螺柱;2、立柱;21、垫柱;211、插接孔;212、容纳槽;213、凹槽;22、主体;3、基准轴;31、限位凸缘;32、螺纹部;33、光杆部;34、操作孔;4、基准螺母;5、定位螺母;51、顶持部;6、紧固螺母。
具体实施方式
以下结合附图1-10对本发明作进一步详细说明。
本申请实施例公开一种双头立式加工中心。参照图3,双头立式加工中心包括底座1和立柱2,立柱2包括多个从上到下依次叠放的垫柱21以及设置在垫柱21上方的主体22。在本申请实施例中,主体22与位于最上层的垫柱21一体成型。而作为本申请实施例的其他实施方式,主体22也可以与垫柱21采用螺栓、焊接等方式相连接。
立柱2在组装时,需要依次将多个垫柱21叠放在底座1上。而为了保证多个垫柱21在叠放后不会产生周向偏转的现象,从而保证垫柱21的安装精度,在垫柱21安装时采用基准轴3定位的方式。
参照图3和图4,底座1的上端面竖直开设有基准孔,在本申请实施例中,基准孔设置有两个,两个基准孔分别位于底座1的两端。两个基准孔内均插设有基准轴3。
参照图4和图5,底座1侧壁开设有调节槽13,调节槽13设置为方槽并且与基准孔连通,并且基准孔在调节槽13的上方形成通孔11,在调节槽13的下方形成盲孔12。基准轴3通过通孔11穿入至调节槽13内部,并通过调节槽13插入盲孔12中。
参照图5,盲孔12设置为内螺纹孔。并且盲孔12内螺纹配合有套管14,套管14包括多个弧形板,每个多个弧形板相互拼接组成套管14。套管14的外壁为内螺纹并与盲孔12螺纹配合,套管14的内壁为光滑弧面。
在本申请实施例中,套管14包括多个弧形板,多个弧形板相互拼接成套管14。
基准轴3的端部为光杆并与套管14插接配合,并且在基准轴3插入盲孔12之前,首先将组成套管14的多个弧形板贴附在基准轴3侧壁上,即可将基准轴3插入盲孔12中并且使套管14与盲孔12螺纹配合。基准轴3与套管14之间为间隙配合,在此条件下,基准轴3可以正常转动。而基准轴3和套管14之间为间隙配合,则能够保证基准轴3不会因基准轴3和套管14之间存在间隙而出现晃动。
为了保证基准轴3能够正常转动,基准轴3和套管14之间会涂覆润滑油脂。
基准轴3插入套管14内部的一端固定有限位凸缘31,且限位凸缘31位于套管14端部和基准孔底壁之间,当套管14拧紧时,套管14端部会与限位凸缘31抵接并对限位凸缘31进行固定。套管14端部和限位凸缘31表面均设置有防滑纹,因此套管14能够对限位凸缘31以及基准轴3进行固定。
参照图4和图6,基准轴3位于调节槽13内部的部分设置为螺纹杆,并且螺纹配合有基准螺母4。基准螺母4的上端设置为圆锥台状,通孔11设置为圆锥形孔。当拧动基准螺母4,基准螺母4的上端能够插入通孔11内,当基准螺母4侧壁与通孔11侧壁抵接时,即可在水平方向上对基准轴3进行限位,使基准轴3不易发生横向摆动,保证基准轴3的竖直度,并且基准螺母4能够与基准轴3同步转动。
基准螺母4与通孔11侧壁之间涂覆润滑油脂,以保证基准轴3和基准螺母4的正常转动。
为了保证基准螺母4和基准轴3的正常安装,基准螺母4设置为多瓣式,即基准螺母4包括多个相互拼接的弧形部,因此,在基准轴3插入通孔后,只需要将组成基准螺母4的多个弧形部贴附在基准轴3上,并将基准螺母4拧入通孔11内,通孔11可对多个弧形部起到保持作用,防止多个弧形部发生脱落。
参照图4和图7,每个垫柱21均开设有与基准轴3插接配合的插接孔211,并且垫柱21的侧壁还开设有与插接孔211连通的容纳槽212。基准轴3位于容纳槽212内部的部分设置有螺纹部32,并且螺纹部32上螺纹配合有定位螺母5。
定位螺母5的上端设置为顶持部51。顶持部51的表面设置为球面。垫柱21上与顶持部51相对的位置处开设有凹槽213。顶持部51表面和凹槽213表面均设置为粗糙面。
作为本申请实施例的优选实施方式,凹槽213设置为球形槽,并且球形槽内壁所在圆球的直径大于顶持部51表面所在圆球的直径。凹槽213与插接孔211同轴设置。顶持部51的表面与球形槽表面抵接,而垫柱21在自身重力的作用下会有“居中”的趋势,即垫柱21不易发生横向盘偏移。
因此,只需要转动基准轴3,在顶持部51和凹槽213侧壁之间摩擦力的作用下,垫柱21会限制定位螺母5的转动,从而使基准轴3与定位螺母5发生相对转动,此时定位螺母5会沿基准轴3的轴向移动。当定位螺母5下移时,垫柱21也会跟随定位螺母5下移。当垫柱21底端与底座1上端抵接时,即可完成垫柱21的安放工作。随后只需要将垫柱21固定在底座1上即可。可以有效保证垫柱21不发生横向偏移。
作为本申请实施例的另一实施方式,参照图8和图9,凹槽213的上部设置为锥形槽;锥形槽的周侧壁与顶持部51抵接。
凹槽213的下部设置为六角形槽,定位螺母5设置为外六角螺母,并且定位螺母5周侧壁与六角形槽周侧壁之间留有间隙,即,定位螺母5会受到六角形槽的限位作用而无法正常转动。因此,当基准轴3转动时,定位螺母5会沿基准轴3的轴向移动。
定位螺母5也可以设置为三角形螺母、四边形螺母等多边形螺母,凹槽213的形状与定位螺母5的形状相对应即可。
参照图8,每个容纳槽212内还设置有紧固螺母6,并且紧固螺母6与基准轴3螺纹配合。对于同一容纳槽212内的紧固螺母6和定位螺母5而言,紧固螺母6位于定位螺母5下方。紧固螺母6的底端与容纳槽212底壁相抵接,并且当紧固螺母6拧紧时,即可对垫柱21进行固定。
参照图8,基准轴3位于容纳槽212内的位置上还设置有光杆部33,并且光杆部33位于容纳槽212的中心位置,光杆部33下方的基准轴3和光杆部33上方的基准轴3均为螺纹部32。光杆部33的长度大于紧固螺母6的长度。光杆部33能够将其两侧的螺纹部32进行分隔。
在将紧固螺母6和定位螺母5依次螺接在基准轴3上后,转动基准轴3,定位螺母5下移并与紧固螺母6上端抵接,持续转动基准轴3,紧固螺母6和定位螺母5会同步下移。当紧固螺母6移动至光杆部33时会下落并与定位螺母5分离,便于工作人员单独拧动紧固螺母6。
光杆部33上还开设有操作孔34,工作人员可将扳手等工具插入操作孔34中,以便于转动基准轴3。
参照10,为了提高垫柱21安装的效率,基准轴3采用阶梯轴,阶梯轴的直径由上到下逐级增加。阶梯轴的每一个阶梯段均对应一个垫柱21,并且阶梯轴每一个阶梯段的长度均与垫柱21的高度相同。不同阶梯段所对应的定位螺母5和紧固螺母6的尺寸不同。因此,定位螺母5和紧固螺母6能够直接和与之尺寸相对应的阶梯段连接。
参照图8,为了提升垫柱21的稳定性,底座1上还固定有多个螺柱15,并且螺柱15依次穿过多个垫柱21,每个垫柱21均采用螺母进行固定。
本申请实施例中双头立式加工中心的实施原理为:在安装立柱2时,需要依次进行基准轴3安装、紧固螺母6和定位螺母5预装、垫柱21安放和垫柱21紧固等步骤。
首先将套管14由基准轴3的上端套在基准轴3上。并将套管14拧入基准孔内,同时使基准轴3插入基准孔内。
由于垫柱21安装过程中需要转动基准轴3,所以此时无需拧紧套管14。
将紧固螺母6和定位螺母5放置在容纳槽212中,再将垫柱21由基准轴3上方吊装,使基准轴3插入插接孔211中,同时使紧固螺母6和定位螺母5与基准轴3螺纹连接。
随后同步转动两个基准轴3,使垫柱21持续下移,直至垫柱21底端与底座1顶端抵接。
由于定位螺母5与凹槽213侧壁之间存在间隙,能够允许垫柱21略微倾斜,因此,两个基准轴3的转速之间可以存在一定的差距,只需要保证垫柱21能够顺利下移即可。
所有垫柱21安放完成后,将套管14拧紧,使基准轴3固定在底座1上,随后从下到上依次拧紧所有的紧固螺母6,从而实现对垫柱21的固定。
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
- 一种便于变换角度的立式双头双刀铣床加工中心控制台
- 一种立式双摇摆头车铣复合加工中心