一种冲压模具
文献发布时间:2023-06-19 09:32:16
技术领域
本发明是一种冲压模具,属于模具领域。
背景技术
模具是五金件和塑料产品实现加工注塑定装成型的机械设备,方便注塑液或者金属液的高热量灌注,提升内模板槽充盈程度,再通过冲击压力形成压铸成型操作,保障五金件和塑料产品的工艺化加工严谨,目前技术公用的待优化的缺点有:
冲压件的中心端受到整体模具面板的上下冲击,形成压铸,而压铸过程中中心端的扩散式压力,会冲散边沿的注塑液,造成充盈边缝的拉边现象,使脱模时边沿溢板对中心冲压件造成拉白的刚性形变操作,导致后期模具冲压的均质性降低,且脱模的成品率差,制成件后期的精加工打磨程度耗工程量大,对冲压模具的塑型质量极大的压低。
发明内容
针对现有技术存在的不足,本发明目的是提供一种冲压模具,以解决冲压件的中心端受到整体模具面板的上下冲击,形成压铸,而压铸过程中中心端的扩散式压力,会冲散边沿的注塑液,造成充盈边缝的拉边现象,使脱模时边沿溢板对中心冲压件造成拉白的刚性形变操作,导致后期模具冲压的均质性降低,且脱模的成品率差,制成件后期的精加工打磨程度耗工程量大,对冲压模具的塑型质量极大的压低的问题。
为了实现上述目的,本发明是通过如下的技术方案来实现:一种冲压模具,其结构包括:冲压柱塞杆、负压反冲盘座、上分型面板、模板压槽、下分型面块、脱模衬板、基座板块,所述负压反冲盘座与冲压柱塞杆采用过盈配合并且轴心共线,所述负压反冲盘座与上分型面板嵌套成一体并且处于同一水平面上,所述上分型面板与下分型面块分别嵌套于模板压槽的上下两侧,所述下分型面块通过顶针与脱模衬板机械连接,所述脱模衬板紧贴于基座板块的顶面上并且处于同一水平面上,所述负压反冲盘座设有抽吸柱缸环、平衡滑动架、反冲盘座、扇刷板机架、隔垫滚珠板、折板负压座、冲压盘厚块,所述抽吸柱缸环嵌套于反冲盘座的前侧并且轴心共线,所述平衡滑动架设有两个并且分别插嵌在反冲盘座的左右两侧,所述扇刷板机架设有两个且分别插嵌在反冲盘座的左右两侧并处于同一竖直面上,所述隔垫滚珠板设有两个并且分别插嵌在反冲盘座的上下两侧,所述折板负压座与冲压盘厚块采用间隙配合,所述反冲盘座安装于冲压盘厚块的内部并且轴心共线,冲压盘厚块与冲压柱塞杆采用过盈配合并且轴心共线。
为优化上述技术方案,进一步采取的措施为:
作为本发明的进一步改进,所述抽吸柱缸环由短摆锤柱缸、厚环块、橡胶柱块组成,所述短摆锤柱缸与厚环块嵌套成一体并处于同一竖直面上,所述厚环块与橡胶柱块扣合在一起。
作为本发明的进一步改进,所述短摆锤柱缸由摆锤架杆、凹槽柱缸、滑块吊架、三角翼板组成,所述摆锤架杆与凹槽柱缸机械连接并处于同一竖直面上,所述凹槽柱缸与滑块吊架活动连接,所述三角翼板设有两个并且分别插嵌在凹槽柱缸的左右两侧。
作为本发明的进一步改进,所述扇刷板机架由撑刷轮杆块、侧滑压缸槽、翅片扇刷板组成,所述撑刷轮杆块与侧滑压缸槽机械连接并处于同一竖直面上,所述侧滑压缸槽插嵌在翅片扇刷板的内部。
作为本发明的进一步改进,所述撑刷轮杆块由长轴杆、顶撑轮块、簧丝轮芯、弯条撑架座组成,所述长轴杆插嵌在顶撑轮块的顶部上并处于同一竖直面上,所述长轴杆与簧丝轮芯机械连接,所述簧丝轮芯与弯条撑架座相配合。
作为本发明的进一步改进,所述隔垫滚珠板由滚珠体、宽扇瓣板、折扣条板组成,所述滚珠体与折扣条板采用过盈配合,所述宽扇瓣板与折扣条板扣合在一起并处于同一弧面上。
作为本发明的进一步改进,所述滚珠体由球腔室、凸球帽刷板、透气槽外壳、配重边块组成,所述球腔室与凸球帽刷板采用间隙配合,所述透气槽外壳与球腔室扣合在一起,所述透气槽外壳与配重边块采用过盈配合。
作为本发明的进一步改进,所述折板负压座由负压气缸、折板柱刷块组成,所述负压气缸安装于折板柱刷块的内部,所述负压气缸与折板柱刷块紧贴在一起并处于同一竖直面上。
作为本发明的进一步改进,所述负压气缸由双柱管球阀、梯形隔垫板、折架通管、卧缸槽组成,所述双柱管球阀插嵌在梯形隔垫板的左侧,所述双柱管球阀嵌套于折架通管的左侧并且轴心共线,所述梯形隔垫板设有两个并且分别紧贴于卧缸槽内部的上下两侧。
作为本发明的进一步改进,所述摆锤架杆为顶部带横杆底部带左右窄中间宽的吊杆锤结构,方便椭球锤体形成缸内弹性收缩,保障反冲压力的吸提效果,提升溢返收集效率,保障模具冲压精准度,避免干扰。
作为本发明的进一步改进,所述弯条撑架座为左右上角带弯曲条杆中间带折板架插接扭簧丝的组合撑架座结构,方便边侧扇板配合冲压顶撑,形成一个均质扫刷注塑液和金属液适配压铸的效果。
作为本发明的进一步改进,所述凸球帽刷板为顶部带凸球环底部呈扇板压扣小型滚子的组合刷板结构,方便配重滚刷在内槽中形成环面压覆的隔垫辅助冲压外扩操作效果。
作为本发明的进一步改进,所述双柱管球阀为左侧上下带柱管抽吸配合球阀给球缸导通的组合阀门结构,方便让负压反向抽吸滑刷形成对溢返注塑液和金属液的反馈存储操作,防止干扰成型件。
本发明一种冲压模具,工作人员通过机控沉降冲压柱塞杆带动负压反冲盘座的冲压盘厚块在上分型面板上沉压模板压槽顶住下分型面块,再通过脱模衬板压接基座板块形成对内注塑加工压铸后的脱模输出效果,期间冲压过程中,通过抽吸柱缸环的短摆锤柱缸绕压厚环块顶撑橡胶柱块,使摆锤架杆在凹槽柱缸内沉压滑块吊架滑动带动三角翼板形成环面翼撑收束中心溢返液的效果,让平衡滑动架插接反冲盘座保障模板抗偏移精准覆盖,再通过扇刷板机架的撑刷轮杆块滑压侧滑压缸槽带动翅片扇刷板外扩顶撑,使长轴杆插接顶撑轮块拉伸簧丝轮芯顶压弯条撑架座弹动,保障横向外扩适配冲压覆盖面积的完整度,再通过隔垫滚珠板的滚珠体辊压宽扇瓣板与折扣条板,使球腔室内的凸球帽刷板扫刷透气槽外壳带动配重边块顶撑折板负压座,提升整体的冲压模具机动性和防溢返中心端与边沿端的适配效果,保障压铸精确度和脱模完整度,避免拉花顶白操作,提升成型件的光滑感。
本发明操作后可达到的优点有:
运用冲压柱塞杆与负压反冲盘座相配合,通过冲压柱塞杆穿插抽吸柱缸环在轴转冲压盘厚块中架设收束提液的折板负压座,使溢返的冲压注塑液可以有效的提取,形成微量的收束整合效果,让塑型压力后的反冲盘座保障整体冲压件的成型贴合度,让模板的上下封装效率提升,且鼓起注塑液密度形成溢返调控,保障模具操作的机架式扇刷板机架与隔垫滚珠板的扇面压力,提升冲压模具加工的物料成本节省程度,也改善冲压纰漏,提升模具加工精确度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中的附图作详细地介绍,以此让本发明的其它特征、目的和优点将会变得更明显:
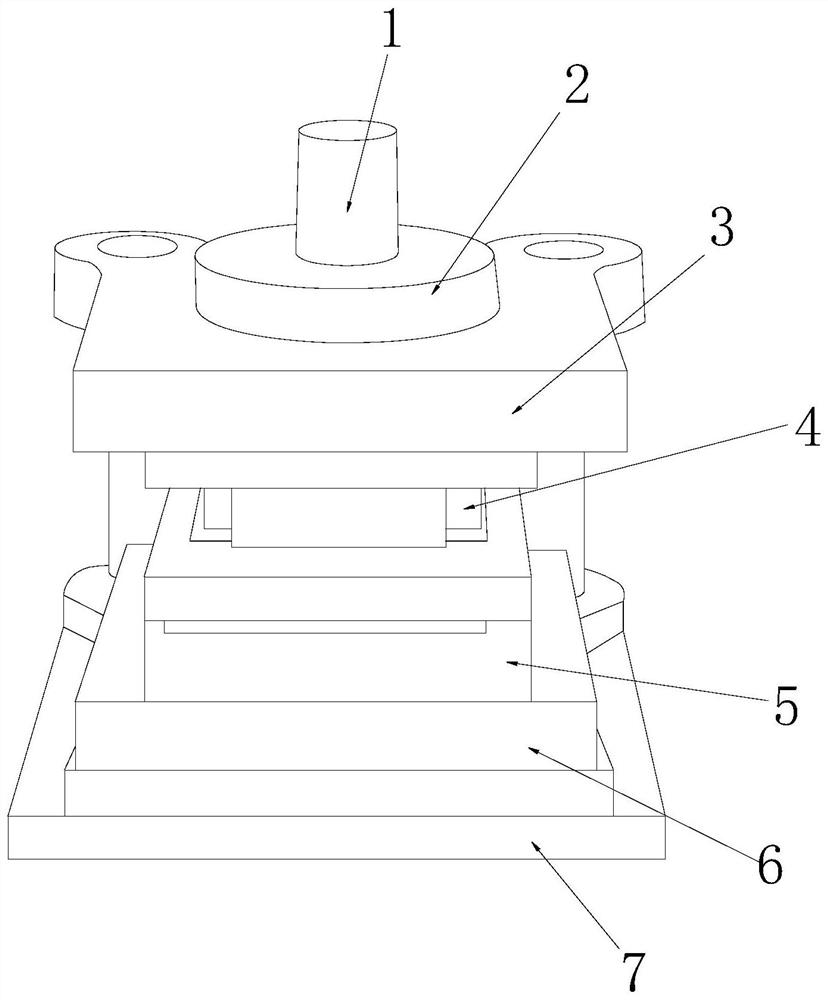
图1为本发明一种冲压模具的结构示意图。
图2为本发明负压反冲盘座、抽吸柱缸环、扇刷板机架、隔垫滚珠板、折板负压座详细的俯视剖面结构示意图。
图3为本发明短摆锤柱缸工作状态的俯视截面结构示意图。
图4为本发明撑刷轮杆块工作状态的俯瞰截面结构示意图。
图5为本发明滚珠体工作状态的俯视剖面结构示意图。
图6为本发明负压气缸工作状态的俯瞰剖面结构示意图。
附图标记说明:冲压柱塞杆-1、负压反冲盘座-2、上分型面板-3、模板压槽-4、下分型面块-5、脱模衬板-6、基座板块-7、抽吸柱缸环-2A、平衡滑动架-2B、反冲盘座-2C、扇刷板机架-2D、隔垫滚珠板-2E、折板负压座-2F、冲压盘厚块-2G、短摆锤柱缸-2A1、厚环块-2A2、橡胶柱块-2A3、摆锤架杆-2A11、凹槽柱缸-2A12、滑块吊架-2A13、三角翼板-2A14、撑刷轮杆块-2D1、侧滑压缸槽-2D2、翅片扇刷板-2D3、长轴杆-2D11、顶撑轮块-2D12、簧丝轮芯-2D13、弯条撑架座-2D14、滚珠体-2E1、宽扇瓣板-2E2、折扣条板-2E3、球腔室-2E11、凸球帽刷板-2E12、透气槽外壳-2E13、配重边块-2E14、负压气缸-2F1、折板柱刷块-2F2、双柱管球阀-2F11、梯形隔垫板-2F12、折架通管-2F13、卧缸槽-2F14。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
实施例一:
请参阅图1-图6,本发明提供一种冲压模具,其结构包括:冲压柱塞杆1、负压反冲盘座2、上分型面板3、模板压槽4、下分型面块5、脱模衬板6、基座板块7,所述负压反冲盘座2与冲压柱塞杆1采用过盈配合并且轴心共线,所述负压反冲盘座2与上分型面板3嵌套成一体并且处于同一水平面上,所述上分型面板3与下分型面块5分别嵌套于模板压槽4的上下两侧,所述下分型面块5通过顶针与脱模衬板6机械连接,所述脱模衬板6紧贴于基座板块7的顶面上并且处于同一水平面上,所述负压反冲盘座2设有抽吸柱缸环2A、平衡滑动架2B、反冲盘座2C、扇刷板机架2D、隔垫滚珠板2E、折板负压座2F、冲压盘厚块2G,所述抽吸柱缸环2A嵌套于反冲盘座2C的前侧并且轴心共线,所述平衡滑动架2B设有两个并且分别插嵌在反冲盘座2C的左右两侧,所述扇刷板机架2D设有两个且分别插嵌在反冲盘座2C的左右两侧并处于同一竖直面上,所述隔垫滚珠板2E设有两个并且分别插嵌在反冲盘座2C的上下两侧,所述折板负压座2F与冲压盘厚块2G采用间隙配合,所述反冲盘座2C安装于冲压盘厚块2G的内部并且轴心共线,冲压盘厚块2G与冲压柱塞杆1采用过盈配合并且轴心共线。
请参阅图2,所述抽吸柱缸环2A由短摆锤柱缸2A1、厚环块2A2、橡胶柱块2A3组成,所述短摆锤柱缸2A1与厚环块2A2嵌套成一体并处于同一竖直面上,所述厚环块2A2与橡胶柱块2A3扣合在一起,所述扇刷板机架2D由撑刷轮杆块2D1、侧滑压缸槽2D2、翅片扇刷板2D3组成,所述撑刷轮杆块2D1与侧滑压缸槽2D2机械连接并处于同一竖直面上,所述侧滑压缸槽2D2插嵌在翅片扇刷板2D3的内部,所述隔垫滚珠板2E由滚珠体2E1、宽扇瓣板2E2、折扣条板2E3组成,所述滚珠体2E1与折扣条板2E3采用过盈配合,所述宽扇瓣板2E2与折扣条板2E3扣合在一起并处于同一弧面上,通过短摆锤柱缸2A1联动回转侧滑压缸槽2D2,形成一个中心抽吸和侧引流边沿抽吸的防溢返操作效果。
请参阅图3,所述短摆锤柱缸2A1由摆锤架杆2A11、凹槽柱缸2A12、滑块吊架2A13、三角翼板2A14组成,所述摆锤架杆2A11与凹槽柱缸2A12机械连接并处于同一竖直面上,所述凹槽柱缸2A12与滑块吊架2A13活动连接,所述三角翼板2A14设有两个并且分别插嵌在凹槽柱缸2A12的左右两侧,所述摆锤架杆2A11为顶部带横杆底部带左右窄中间宽的吊杆锤结构,方便椭球锤体形成缸内弹性收缩,保障反冲压力的吸提效果,提升溢返收集效率,保障模具冲压精准度,避免干扰,通过摆锤架杆2A11在凹槽柱缸2A12内伸缩回转,使整体的侧环中心抽吸液态防溢返形成一个环面架护冲压收紧操作效果。
请参阅图4,所述撑刷轮杆块2D1由长轴杆2D11、顶撑轮块2D12、簧丝轮芯2D13、弯条撑架座2D14组成,所述长轴杆2D11插嵌在顶撑轮块2D12的顶部上并处于同一竖直面上,所述长轴杆2D11与簧丝轮芯2D13机械连接,所述簧丝轮芯2D13与弯条撑架座2D14相配合,所述弯条撑架座2D14为左右上角带弯曲条杆中间带折板架插接扭簧丝的组合撑架座结构,方便边侧扇板配合冲压顶撑,形成一个均质扫刷注塑液和金属液适配压铸的效果,通过弯条撑架座2D14顶撑簧丝轮芯2D13弹拉扇板形成整体边沿冲压的外扩回旋效果。
请参阅图5,所述滚珠体2E1由球腔室2E11、凸球帽刷板2E12、透气槽外壳2E13、配重边块2E14组成,所述球腔室2E11与凸球帽刷板2E12采用间隙配合,所述透气槽外壳2E13与球腔室2E11扣合在一起,所述透气槽外壳2E13与配重边块2E14采用过盈配合,所述凸球帽刷板2E12为顶部带凸球环底部呈扇板压扣小型滚子的组合刷板结构,方便配重滚刷在内槽中形成环面压覆的隔垫辅助冲压外扩操作效果,通过凸球帽刷板2E12扫刷透气槽外壳2E13形成一个分隔层透气的沉降滚轴冲击外扩效果,方便压铸的均匀覆盖面积。
工作流程:工作人员通过机控沉降冲压柱塞杆1带动负压反冲盘座2的冲压盘厚块2G在上分型面板3上沉压模板压槽4顶住下分型面块5,再通过脱模衬板6压接基座板块7形成对内注塑加工压铸后的脱模输出效果,期间冲压过程中,通过抽吸柱缸环2A的短摆锤柱缸2A1绕压厚环块2A2顶撑橡胶柱块2A3,使摆锤架杆2A11在凹槽柱缸2A12内沉压滑块吊架2A13滑动带动三角翼板2A14形成环面翼撑收束中心溢返液的效果,让平衡滑动架2B插接反冲盘座2C保障模板抗偏移精准覆盖,再通过扇刷板机架2D的撑刷轮杆块2D1滑压侧滑压缸槽2D2带动翅片扇刷板2D3外扩顶撑,使长轴杆2D11插接顶撑轮块2D12拉伸簧丝轮芯2D13顶压弯条撑架座2D14弹动,保障横向外扩适配冲压覆盖面积的完整度,再通过隔垫滚珠板2E的滚珠体2E1辊压宽扇瓣板2E2与折扣条板2E3,使球腔室2E11内的凸球帽刷板2E12扫刷透气槽外壳2E13带动配重边块2E14顶撑折板负压座2F,提升整体的冲压模具机动性和防溢返中心端与边沿端的适配效果,保障压铸精确度和脱模完整度,避免拉花顶白操作,提升成型件的光滑感。
实施例二:
请参阅图1-图6,本发明提供一种冲压模具,其他方面与实施例1相同,不同之处在于:
请参阅图2,所述折板负压座2F由负压气缸2F1、折板柱刷块2F2组成,所述负压气缸2F1安装于折板柱刷块2F2的内部,所述负压气缸2F1与折板柱刷块2F2紧贴在一起并处于同一竖直面上,通过负压气缸2F1卧式压贴折板柱刷块2F2的折角槽面配合扫刷回转,形成边沿面的溢返液吸纳预处理效果。
请参阅图6,所述负压气缸2F1由双柱管球阀2F11、梯形隔垫板2F12、折架通管2F13、卧缸槽2F14组成,所述双柱管球阀2F11插嵌在梯形隔垫板2F12的左侧,所述双柱管球阀2F11嵌套于折架通管2F13的左侧并且轴心共线,所述梯形隔垫板2F12设有两个并且分别紧贴于卧缸槽2F14内部的上下两侧,所述双柱管球阀2F11为左侧上下带柱管抽吸配合球阀给球缸导通的组合阀门结构,方便让负压反向抽吸滑刷形成对溢返注塑液和金属液的反馈存储操作,防止干扰成型件,通过双柱管球阀2F11双管抽吸溢返液给折架通管2F13达到窄管压缩存储效果,避免溢返挤压成型件变形。
通过前期的中心盘面压覆呈十字外扩覆盖面积,保障压铸成型的外扩质量高效,再配合中心端抽吸溢返液,达到模板面填充的饱和度,而边沿的溢返液需要通过折板负压座2F的折板柱刷块2F2带动负压气缸2F1的卧缸槽2F14边侧回转扫刷,使双柱管球阀2F11插接梯形隔垫板2F12在折架通管2F13的一侧抽吸压缩溢返液,提升整体的边沿防溢返收缩效果,避免成型件边沿产生粘结块,提升冲压模具成型件的修边效果。
本发明通过上述部件的互相组合,达到运用冲压柱塞杆1与负压反冲盘座2相配合,通过冲压柱塞杆1穿插抽吸柱缸环2A在轴转冲压盘厚块2G中架设收束提液的折板负压座2F,使溢返的冲压注塑液可以有效的提取,形成微量的收束整合效果,让塑型压力后的反冲盘座2C保障整体冲压件的成型贴合度,让模板的上下封装效率提升,且鼓起注塑液密度形成溢返调控,保障模具操作的机架式扇刷板机架2D与隔垫滚珠板2E的扇面压力,提升冲压模具加工的物料成本节省程度,也改善冲压纰漏,提升模具加工精确度,以此来解决冲压件的中心端受到整体模具面板的上下冲击,形成压铸,而压铸过程中中心端的扩散式压力,会冲散边沿的注塑液,造成充盈边缝的拉边现象,使脱模时边沿溢板对中心冲压件造成拉白的刚性形变操作,导致后期模具冲压的均质性降低,且脱模的成品率差,制成件后期的精加工打磨程度耗工程量大,对冲压模具的塑型质量极大的压低的问题。
本文中所描述的具体实施例仅仅是对本发明作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的或者超越所附权利要求书所定义的范围。
- 冲压模具的冲头结构、冲压模具、冲压成型件的制造方法及冲压成型件
- 冲压模具及使用该冲压模具的冲压方法