一种天然抑菌抗霉型PLA冰箱保鲜内胆及其加工工艺
文献发布时间:2023-06-19 10:13:22
技术领域
本发明属于冰箱内胆加工技术领域,具体地,涉及一种天然抑菌抗霉型PLA冰箱保鲜内胆及其加工工艺。
背景技术
冰箱可以说是我们平常使用最频繁的家电了,他可以为我们保证食物的新鲜,而且在炎热的夏季,在里面储存一些雪糕,更是必不可少。一般人们在买冰箱的时候,往往会关注品牌、功耗和外观,这些指标固然很重要,但与食物直接接触的冰箱内胆材质也不能疏忽。冰箱内胆是与食物直接接触,其材料的好坏对于食物的安全起到了举足轻重的作用。
冰箱的内胆即电冰箱的箱体内壁,它要求对温度的适应性好,不但在高环境温度下不产生形变,在低温的条件下也要保持箱内壁的平坦,电冰箱的内胆一般采用ABS材料和HIPS材料直接成型法制成。这些材料易于一次真空加工成型,且无毒、无味、耐腐蚀、重量轻,制成的内胆色泽美观,但缺点是不能抑菌防霉,使用时容易在内胆表面产生霉菌,影响冰箱内食物的卫生健康,而且普通材料内胆的冰箱在废弃后,其内胆不能被自然界降解,产生严重的环境污染问题。
发明内容
本发明的目的在于提供一种天然抑菌抗霉型PLA冰箱保鲜内胆及其加工工艺,解决了现有技术中存在的冰箱保鲜内胆容易发霉产生细菌影响人们身体健康的问题,同时解决了冰箱报废处理时内胆不可降解,对环境产生污染的问题。
本发明的目的可以通过以下技术方案实现:
一种天然抑菌抗霉型PLA冰箱保鲜内胆,包括以下重量份的原材料:聚乳酸40-60份、聚乙二醇20-30份、甘油4-6份、活性抑菌剂6-10份、天然防霉剂5-8份、活性抗氧化剂2-6份;
该种天然抑菌抗霉型PLA冰箱保鲜内胆,由以下步骤加工制得:
步骤S1:将聚乳酸置于真空干燥箱中,在真空度为0.1Mpa,温度为45-55℃条件下,进行真空干燥4-6h,然后将烘干后的聚乳酸与聚乙二醇加入混料机中,在温度为120-160℃条件下,混料10-20min,混料后加入双螺杆挤出机中,设置进料速度为100g/min,同时将甘油从侧喂料口加入到双螺杆挤出机中,在温度为190℃条件下挤出造粒,制得改性聚乳酸原料备用;
步骤S2:将改性聚乳酸原料放入鼓风干燥箱中,在温度为65-80℃条件下,烘干2-4h,然后向烘干后的改性聚乳酸原料中加入活性抗氧化剂,机械搅拌30-40min后,在温度为45℃条件下,进行超声处理1h,得到抗氧化的改性聚乳酸原料,然后将活性抑菌剂和天然防霉剂分别加入到抗氧化的改性聚乳酸原料中,在温度为185℃条件下,混炼20-30min,得到混炼料;
步骤S3:将混炼料加入到压力成型机上进行热压成型,热压条件为温度120-160℃,热压时间为5min,将热压成型后的片材自然冷却至室温后,得到抑菌抗霉型聚乳酸片材;
步骤S4:先将内胆真空成型设备的压紧钳向上抬起解锁,将活动框向上抬起,将抑菌抗霉型聚乳酸片材放到底框上,然后将活动框下压,再将压紧钳下压锁紧,将抑菌抗霉型聚乳酸片材固定在活动框与底框之间,向电加热丝通电,电加热丝对加热板进行升温,启动机架两侧气缸,将固定有抑菌抗霉型聚乳酸片材的夹料机构向上升起,当抑菌抗霉型聚乳酸片材与加热板下表面接触时,气缸输出端停止运动,控制加热板温度为130-170℃,抑菌抗霉型聚乳酸片材软化后,启动气缸,使夹料机构向下运动,当升降板下表面与凸模贴合在一起时,气缸输出端停止运动,启动真空泵,将抑菌抗霉型聚乳酸片材与凸模之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模,冷却成型后得到内胆半成品;
步骤S5:关闭真空泵,启动气缸,使夹料机构升高至凸模上方,将压紧钳向上抬起解锁,将活动框向上抬起,将内胆半成品从底框中取出,然后将内胆半成品经过切边、修整后,即得到天然抑菌抗霉型PLA冰箱保鲜内胆成品。
进一步,步骤S1中所述双螺杆挤出机的长径比为42:1,螺杆直径为22mm,转速为160r/min。
进一步,所述活性抑菌剂为丁香精油、柠檬醛、对茴香醛、肉桂醛中的一种或多种以任意比例混合组成。
进一步,所述活性抗氧化剂为α-生育酚、维生素E、抗坏血酸中的一种或多种以任意比例混合组成。
进一步,所述天然防霉剂是姜辣素、儿茶素、柠檬酸、大蒜素、壳聚糖、山梨酸、姜黄根醇、香樟精油中的一种或多种以任意比例混合。
步骤S4和步骤S5中所述内胆真空成型设备,包括机架、加热组件、夹料机构、成型组件、气缸和真空泵,所述加热组件安装于机架的顶端,加热组件下方设有成型组件,所述夹料机构位于成型组件与加热组件之间,所述气缸安装于机架两侧,所述真空泵位于成型组件下方,真空泵安装于机架底端;
所述机架两侧上方设有两根对立设置的导轨,所述导轨与机架固定连接;所述真空泵与机架之间设有泵底板,所述泵底板下表面与机架底端固定连接,真空泵安装固定于泵底板上表面,真空泵的抽真空端安装连通有真空管;所述气缸与机架之间设有固定支架,所述固定支架一侧与机架固定连接,固定支架底端与气缸固定连接,气缸输出端贯穿固定支架,气缸输出端上方设有螺纹杆,所述螺纹杆与气缸输出端之间设有连接块,所述连接块分别将气缸输出端和螺纹杆底端固定连接;
所述加热组件包括加热基座、加热板、顶盖和电加热丝,所述加热基座安装固定于机架顶端,加热基座底端贯穿机架顶端表面与加热板固定连接,所述电加热丝安装于加热基座内部,电加热丝下表面与加热板固定连接,加热基板顶端设有顶盖,所述顶盖与加热基板顶端固定连接。
进一步,所述夹料机构包括升降板、支撑架、固定凸耳、滑块、底框、活动框和压紧钳,所述支撑架对立设置于升降板两侧,支撑架与升降板侧边固定连接,支撑架远离升降板的一侧固定有固定凸耳,所述固定凸耳与螺纹杆通过螺母固定连接,所述支撑架与升降板之间设有滑块,所述滑块与支撑架固定连接,滑块与导轨滑动连接,所述升降板中心开有矩形通孔,升降板上表面固定有底框,所述底框与矩形通孔相配合,底框上方设有活动框,所述活动框的一侧设有两个对立设置的轴销,活动框与底框通过轴销铰连接,底框远离轴销的一侧安装固定有两个对立设置的压紧钳,所述压紧钳与活动框相配合,底框和活动框远离轴销的一侧中心分别安装固定有把手。
进一步,所述成型组件包括凸模、安装板、底座和真空罩,所述安装板下方设有两个对立设置的底座,所述底座顶端与安装板固定连接,底座底端与机架固定连接,安装板上表面安装固定有凸模,安装板下表面中心安装固定有真空罩,所述凸模中心成型部分开有若干均匀分布的通孔,所述通孔贯穿安装板,与真空罩内部连通,所述真空罩底端中心设有出气口,所述出气口与真空罩内部连通,出气口与真空管固定连接。
一种天然抑菌抗霉型PLA冰箱保鲜内胆的加工工艺,具体包括以下步骤:
步骤S1:将聚乳酸置于真空干燥箱中,在真空度为0.1Mpa,温度为45-55℃条件下,进行真空干燥4-6h,然后将烘干后的聚乳酸与聚乙二醇加入混料机中,在温度为120-160℃条件下,混料10-20min,混料后加入双螺杆挤出机中,设置进料速度为100g/min,同时将甘油从侧喂料口加入到双螺杆挤出机中,在温度为190℃条件下挤出造粒,制得改性聚乳酸原料备用;
步骤S2:将改性聚乳酸原料放入鼓风干燥箱中,在温度为65-80℃条件下,烘干2-4h,然后向烘干后的改性聚乳酸原料中加入活性抗氧化剂,机械搅拌30-40min后,在温度为45℃条件下,进行超声处理1h,得到抗氧化的改性聚乳酸原料,然后将活性抑菌剂和天然防霉剂分别加入到抗氧化的改性聚乳酸原料中,在温度为185℃条件下,混炼20-30min,得到混炼料;
步骤S3:将混炼料加入到压力成型机上进行热压成型,热压条件为温度120-160℃,热压时间为5min,将热压成型后的片材自然冷却至室温后,得到抑菌抗霉型聚乳酸片材;
步骤S4:先将内胆真空成型设备的压紧钳向上抬起解锁,将活动框向上抬起,将抑菌抗霉型聚乳酸片材放到底框上,然后将活动框下压,再将压紧钳下压锁紧,将抑菌抗霉型聚乳酸片材固定在活动框与底框之间,向电加热丝通电,电加热丝对加热板进行升温,启动机架两侧气缸,将固定有抑菌抗霉型聚乳酸片材的夹料机构向上升起,当抑菌抗霉型聚乳酸片材与加热板下表面接触时,气缸输出端停止运动,控制加热板温度为130-170℃,抑菌抗霉型聚乳酸片材软化后,启动气缸,使夹料机构向下运动,当升降板下表面与凸模贴合在一起时,气缸输出端停止运动,启动真空泵,将抑菌抗霉型聚乳酸片材与凸模之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模,冷却成型后得到内胆半成品;
步骤S5:关闭真空泵,启动气缸,使夹料机构升高至凸模上方,将压紧钳向上抬起解锁,将活动框向上抬起,将内胆半成品从底框中取出,然后将内胆半成品经过切边、修整后,即得到天然抑菌抗霉型PLA冰箱保鲜内胆成品。
本发明的有益效果:
本发明通过将聚乳酸与聚乙二醇和甘油一起进行共混改性,制得韧性优良的聚合物材料,甘油充当扩链剂的作用,能够改善聚合物共混物的相容性,并增加基体和分散相之间的界面粘附性,使制得的改性聚乳酸原料表现出良好的韧性;通过在改性聚乳酸原料中加入抗氧化剂,使内胆长期使用也不会发黄,活性抑菌剂和天然防霉剂使制得的冰箱保鲜内胆具有良好的抑菌防霉效果,可以放心的将冰箱保鲜室内的食物直接与内胆接触,不再担心霉菌滋生带来的健康问题;本发明天然抑菌抗霉型PLA冰箱保鲜内胆,使用可以天然降解的聚乳酸为原料,为冰箱内胆提供了新型的应用材料;
本发明通过使用内胆真空成型设备,将制得的抑菌抗霉型聚乳酸片材固定在活动框与底框之间,片材可以随着夹料机构的上下运动,经过加热组件的升温软化,再将软化后的片材能向下嵌套在凸模上,经过真空泵抽真空将凸模与软化后片材之间的空气抽出,使片材紧贴在凸模表面,冷却成型后即得到内胆半成品,最后经过切边、修整后,得到天然抑菌抗霉型PLA冰箱保鲜内胆成品,该内胆真空成型设备结构简单,实用且易于操作,能够快速的加热并成型内胆,提高了加工效率。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
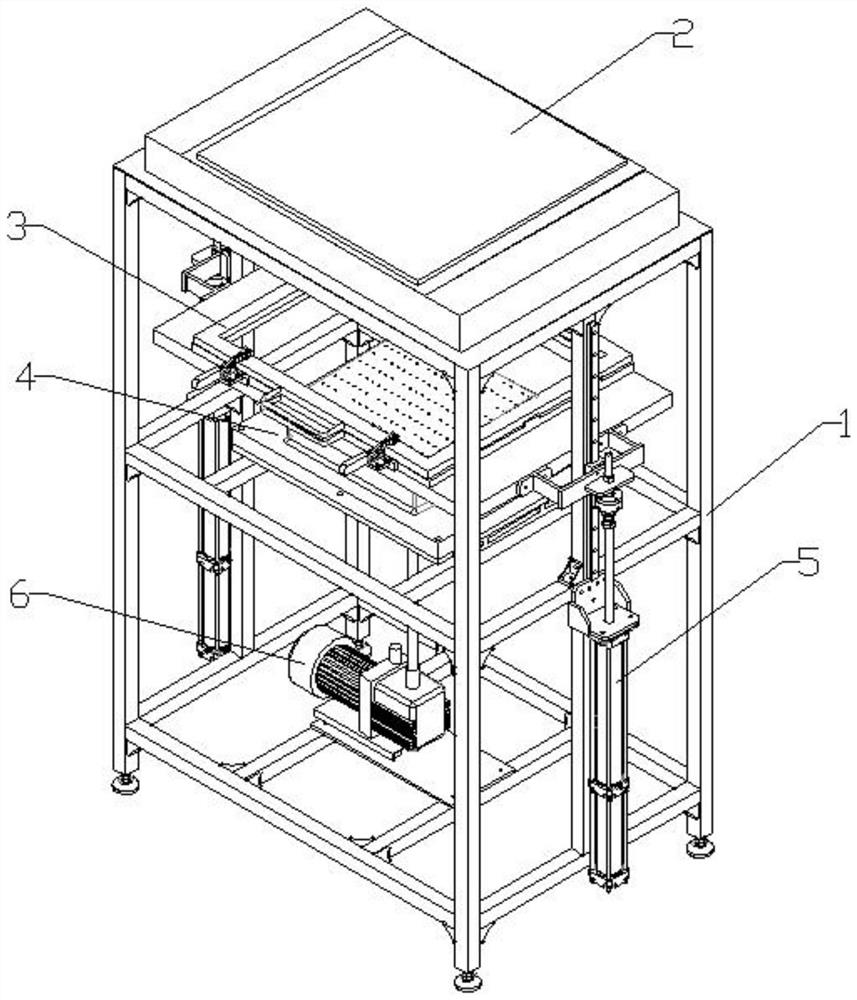
图1为本发明内胆真空成型设备的立体结构示意图;
图2为本发明内胆真空成型设备的正视图;
图3为本发明内胆真空成型设备的侧视图;
图4为本发明加热组件的立体结构示意图;
图5为本发明加热组件的剖视图;
图6为本发明夹料机构的立体结构示意图;
图7为本发明夹料机构的侧视图;
图8为本发明成型组件的立体结构示意图;
图9为本发明成型组件的剖视图。
附图中,各标号所代表的部件列表如下:
1、机架;101、导轨;2、加热组件;201、加热基座;202、加热板;203、顶盖;204、电加热丝;3、夹料机构;301、升降板;302、支撑架;303、固定凸耳;304、滑块;305、底框;306、活动框;307、把手;308、压紧钳;309、轴销;4、成型组件;401、凸模;402、安装板;403、底座;404、真空罩;405、出气口;406、通孔;5、气缸;501、固定支架;502、连接块;503、螺纹杆;6、真空泵;601、泵底板;602、真空管。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1:
一种天然抑菌抗霉型PLA冰箱保鲜内胆,包括以下重量份的原材料:聚乳酸40份、聚乙二醇20份、甘油4份、活性抑菌剂6份、天然防霉剂5份、活性抗氧化剂2份;
该种天然抑菌抗霉型PLA冰箱保鲜内胆,由以下步骤加工制得:
步骤S1:将聚乳酸置于真空干燥箱中,在真空度为0.1Mpa,温度为45℃条件下,进行真空干燥4h,然后将烘干后的聚乳酸与聚乙二醇加入混料机中,在温度为120℃条件下,混料10min,混料后加入双螺杆挤出机中,设置进料速度为100g/min,同时将甘油从侧喂料口加入到双螺杆挤出机中,在温度为190℃条件下挤出造粒,制得改性聚乳酸原料备用;
步骤S2:将改性聚乳酸原料放入鼓风干燥箱中,在温度为65℃条件下,烘干2h,然后向烘干后的改性聚乳酸原料中加入活性抗氧化剂,机械搅拌30min后,在温度为45℃条件下,进行超声处理1h,得到抗氧化的改性聚乳酸原料,然后将活性抑菌剂和天然防霉剂分别加入到抗氧化的改性聚乳酸原料中,在温度为185℃条件下,混炼20min,得到混炼料;
步骤S3:将混炼料加入到压力成型机上进行热压成型,热压条件为温度120℃,热压时间为5min,将热压成型后的片材自然冷却至室温后,得到抑菌抗霉型聚乳酸片材;
步骤S4:先将内胆真空成型设备的压紧钳308向上抬起解锁,将活动框306向上抬起,将抑菌抗霉型聚乳酸片材放到底框305上,然后将活动框306下压,再将压紧钳308下压锁紧,将抑菌抗霉型聚乳酸片材固定在活动框306与底框305之间,向电加热丝204通电,电加热丝204对加热板202进行升温,启动机架1两侧气缸5,将固定有抑菌抗霉型聚乳酸片材的夹料机构3向上升起,当抑菌抗霉型聚乳酸片材与加热板202下表面接触时,气缸5输出端停止运动,控制加热板202温度为130℃,抑菌抗霉型聚乳酸片材软化后,启动气缸5,使夹料机构3向下运动,当升降板301下表面与凸模401贴合在一起时,气缸5输出端停止运动,启动真空泵6,将抑菌抗霉型聚乳酸片材与凸模401之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模401,冷却成型后得到内胆半成品;
步骤S5:关闭真空泵6,启动气缸5,使夹料机构3升高至凸模401上方,将压紧钳308向上抬起解锁,将活动框306向上抬起,将内胆半成品从底框305中取出,然后将内胆半成品经过切边、修整后,即得到天然抑菌抗霉型PLA冰箱保鲜内胆成品。
步骤S1中所述双螺杆挤出机的长径比为42:1,螺杆直径为22mm,转速为160r/min。
所述活性抑菌剂为丁香精油。
所述活性抗氧化剂为α-生育酚。
所述天然防霉剂是姜辣素。
实施例2:
一种天然抑菌抗霉型PLA冰箱保鲜内胆,包括以下重量份的原材料:聚乳酸50份、聚乙二醇25份、甘油5份、活性抑菌剂8份、天然防霉剂7份、活性抗氧化剂4份;
该种天然抑菌抗霉型PLA冰箱保鲜内胆,由以下步骤加工制得:
步骤S1:将聚乳酸置于真空干燥箱中,在真空度为0.1Mpa,温度为50℃条件下,进行真空干燥5h,然后将烘干后的聚乳酸与聚乙二醇加入混料机中,在温度为140℃条件下,混料15min,混料后加入双螺杆挤出机中,设置进料速度为100g/min,同时将甘油从侧喂料口加入到双螺杆挤出机中,在温度为190℃条件下挤出造粒,制得改性聚乳酸原料备用;
步骤S2:将改性聚乳酸原料放入鼓风干燥箱中,在温度为70℃条件下,烘干3h,然后向烘干后的改性聚乳酸原料中加入活性抗氧化剂,机械搅拌35min后,在温度为45℃条件下,进行超声处理1h,得到抗氧化的改性聚乳酸原料,然后将活性抑菌剂和天然防霉剂分别加入到抗氧化的改性聚乳酸原料中,在温度为185℃条件下,混炼25min,得到混炼料;
步骤S3:将混炼料加入到压力成型机上进行热压成型,热压条件为温度140℃,热压时间为5min,将热压成型后的片材自然冷却至室温后,得到抑菌抗霉型聚乳酸片材;
步骤S4:先将内胆真空成型设备的压紧钳308向上抬起解锁,将活动框306向上抬起,将抑菌抗霉型聚乳酸片材放到底框305上,然后将活动框306下压,再将压紧钳308下压锁紧,将抑菌抗霉型聚乳酸片材固定在活动框306与底框305之间,向电加热丝204通电,电加热丝204对加热板202进行升温,启动机架1两侧气缸5,将固定有抑菌抗霉型聚乳酸片材的夹料机构3向上升起,当抑菌抗霉型聚乳酸片材与加热板202下表面接触时,气缸5输出端停止运动,控制加热板202温度为150℃,抑菌抗霉型聚乳酸片材软化后,启动气缸5,使夹料机构3向下运动,当升降板301下表面与凸模401贴合在一起时,气缸5输出端停止运动,启动真空泵6,将抑菌抗霉型聚乳酸片材与凸模401之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模401,冷却成型后得到内胆半成品;
步骤S5:关闭真空泵6,启动气缸5,使夹料机构3升高至凸模401上方,将压紧钳308向上抬起解锁,将活动框306向上抬起,将内胆半成品从底框305中取出,然后将内胆半成品经过切边、修整后,即得到天然抑菌抗霉型PLA冰箱保鲜内胆成品。
步骤S1中所述双螺杆挤出机的长径比为42:1,螺杆直径为22mm,转速为160r/min。
所述活性抑菌剂为柠檬醛。
所述活性抗氧化剂为维生素E。
所述天然防霉剂是儿茶素。
实施例3:
一种天然抑菌抗霉型PLA冰箱保鲜内胆,包括以下重量份的原材料:聚乳酸60份、聚乙二醇30份、甘油6份、活性抑菌剂10份、天然防霉剂8份、活性抗氧化剂6份;
该种天然抑菌抗霉型PLA冰箱保鲜内胆,由以下步骤加工制得:
步骤S1:将聚乳酸置于真空干燥箱中,在真空度为0.1Mpa,温度为55℃条件下,进行真空干燥6h,然后将烘干后的聚乳酸与聚乙二醇加入混料机中,在温度为160℃条件下,混料20min,混料后加入双螺杆挤出机中,设置进料速度为100g/min,同时将甘油从侧喂料口加入到双螺杆挤出机中,在温度为190℃条件下挤出造粒,制得改性聚乳酸原料备用;
步骤S2:将改性聚乳酸原料放入鼓风干燥箱中,在温度为80℃条件下,烘干4h,然后向烘干后的改性聚乳酸原料中加入活性抗氧化剂,机械搅拌40min后,在温度为45℃条件下,进行超声处理1h,得到抗氧化的改性聚乳酸原料,然后将活性抑菌剂和天然防霉剂分别加入到抗氧化的改性聚乳酸原料中,在温度为185℃条件下,混炼30min,得到混炼料;
步骤S3:将混炼料加入到压力成型机上进行热压成型,热压条件为温度160℃,热压时间为5min,将热压成型后的片材自然冷却至室温后,得到抑菌抗霉型聚乳酸片材;
步骤S4:先将内胆真空成型设备的压紧钳308向上抬起解锁,将活动框306向上抬起,将抑菌抗霉型聚乳酸片材放到底框305上,然后将活动框306下压,再将压紧钳308下压锁紧,将抑菌抗霉型聚乳酸片材固定在活动框306与底框305之间,向电加热丝204通电,电加热丝204对加热板202进行升温,启动机架1两侧气缸5,将固定有抑菌抗霉型聚乳酸片材的夹料机构3向上升起,当抑菌抗霉型聚乳酸片材与加热板202下表面接触时,气缸5输出端停止运动,控制加热板202温度为170℃,抑菌抗霉型聚乳酸片材软化后,启动气缸5,使夹料机构3向下运动,当升降板301下表面与凸模401贴合在一起时,气缸5输出端停止运动,启动真空泵6,将抑菌抗霉型聚乳酸片材与凸模401之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模401,冷却成型后得到内胆半成品;
步骤S5:关闭真空泵6,启动气缸5,使夹料机构3升高至凸模401上方,将压紧钳308向上抬起解锁,将活动框306向上抬起,将内胆半成品从底框305中取出,然后将内胆半成品经过切边、修整后,即得到天然抑菌抗霉型PLA冰箱保鲜内胆成品。
步骤S1中所述双螺杆挤出机的长径比为42:1,螺杆直径为22mm,转速为160r/min。
所述活性抑菌剂为肉桂醛。
所述活性抗氧化剂为α-生育酚和抗坏血酸以1:1的比例混合组成。
所述天然防霉剂是柠檬酸与壳聚糖以1:1的比例混合。
请参阅图1-9所示,上述实施例中所述内胆真空成型设备,包括机架1、加热组件2、夹料机构3、成型组件4、气缸5和真空泵6,所述加热组件2安装于机架1的顶端,加热组件2下方设有成型组件4,所述夹料机构3位于成型组件4与加热组件2之间,所述气缸5安装于机架1两侧,所述真空泵6位于成型组件4下方,真空泵6安装于机架1底端;
所述机架1两侧上方设有两根对立设置的导轨101,所述导轨101与机架1固定连接;所述真空泵6与机架1之间设有泵底板601,所述泵底板601下表面与机架1底端固定连接,真空泵6安装固定于泵底板601上表面,真空泵6的抽真空端安装连通有真空管602;所述气缸5与机架1之间设有固定支架501,所述固定支架501一侧与机架1固定连接,固定支架501底端与气缸5固定连接,气缸5输出端贯穿固定支架501,气缸5输出端上方设有螺纹杆503,所述螺纹杆503与气缸5输出端之间设有连接块502,所述连接块502分别将气缸5输出端和螺纹杆503底端固定连接;
所述加热组件2包括加热基座201、加热板202、顶盖203和电加热丝204,所述加热基座201安装固定于机架1顶端,加热基座201底端贯穿机架1顶端表面与加热板202固定连接,所述电加热丝204安装于加热基座201内部,电加热丝204下表面与加热板202固定连接,加热基板顶端设有顶盖203,所述顶盖203与加热基板顶端固定连接。
所述夹料机构3包括升降板301、支撑架302、固定凸耳303、滑块304、底框305、活动框306和压紧钳308,所述支撑架302对立设置于升降板301两侧,支撑架302与升降板301侧边固定连接,支撑架302远离升降板301的一侧固定有固定凸耳303,所述固定凸耳303与螺纹杆503通过螺母固定连接,所述支撑架302与升降板301之间设有滑块304,所述滑块304与支撑架302固定连接,滑块304与导轨101滑动连接,所述升降板301中心开有矩形通孔406,升降板301上表面固定有底框305,所述底框305与矩形通孔406相配合,底框305上方设有活动框306,所述活动框306的一侧设有两个对立设置的轴销309,活动框306与底框305通过轴销309铰连接,底框305远离轴销309的一侧安装固定有两个对立设置的压紧钳308,所述压紧钳308与活动框306相配合,底框305和活动框306远离轴销309的一侧中心分别安装固定有把手307。
所述成型组件4包括凸模401、安装板402、底座403和真空罩404,所述安装板402下方设有两个对立设置的底座403,所述底座403顶端与安装板402固定连接,底座403底端与机架1固定连接,安装板402上表面安装固定有凸模401,安装板402下表面中心安装固定有真空罩404,所述凸模401中心成型部分开有若干均匀分布的通孔406,所述通孔406贯穿安装板402,与真空罩404内部连通,所述真空罩404底端中心设有出气口405,所述出气口405与真空罩404内部连通,出气口405与真空管602固定连接。
本发明工作原理:
使用时,先将内胆真空成型设备的压紧钳308向上抬起解锁,将活动框306向上抬起,将抑菌抗霉型聚乳酸片材放到底框305上,然后将活动框306下压,再将压紧钳308下压锁紧活动框306,将抑菌抗霉型聚乳酸片材固定在活动框306与底框305之间,然后向电加热丝204通电,电加热丝204对加热板202进行升温,启动机架1两侧气缸5,使气缸5输出端向上运动,将固定有抑菌抗霉型聚乳酸片材的夹料机构3沿导轨101向上升起,当抑菌抗霉型聚乳酸片材与加热板202下表面接触时,气缸5输出端停止运动,控制加热板202温度为130-170℃,抑菌抗霉型聚乳酸片材软化后,启动气缸5,使气缸5输出端向下运动,将夹料机构3沿导轨101向下沉降,当升降板301下表面与凸模401贴合在一起时,气缸5输出端停止运动,启动真空泵6,将抑菌抗霉型聚乳酸片材与凸模401之间空气抽出,使抑菌抗霉型聚乳酸片材紧贴凸模401,冷却成型后关闭真空泵6,再次启动气缸5,使夹料机构3升高至凸模401上方,将压紧钳308向上抬起解锁,将活动框306向上抬起,将内胆半成品从底框305中取出,即完成了内胆的真空成型过程。
以上内容仅仅是对本发明的构思所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的构思或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种天然抑菌抗霉型PLA冰箱保鲜内胆及其加工工艺
- 一种天然抑菌抗霉型冰箱保鲜PLA膜及其加工工艺