一种泵体口环自动安装装置及其方法
文献发布时间:2023-06-19 10:22:47
技术领域
本发明属于口环安装技术领域,更具体地,本发明涉及一种泵体口环自动安装装置及其方法。
背景技术
在泵体制造业中,口环作为泵体中的安装组件,需要将其放置于带有凸点口环底座中,放置的正确位姿为口环底座的凸点在口环外边缘的内凹圆弧围绕区域内。现有的口环大多是通过人工放置在口环底座中,存在耗时耗力,且工作效率低的问题。
发明内容
本发明提供了一种泵体口环自动安装装置,旨在改善上述问题。
本发明是这样实现的,一种泵体口环自动安装装置,所述装置包括:
口环上料装置,口环上料装置通过滑道与图像采集平台连通,口环上料装置与电气PLC服务端通讯连接;
工业相机,用于采集图像采集平台上的泵体口环图像,工业相机与上位机通讯连接,上位机上集成有用于识别泵体口环位姿的口环位姿识别装置;
旋转台,旋转台上设有圆形转盘及控制圆形转盘转动的驱动电机,圆形转盘上均匀设置有若干口环底座,驱动电机控制当前待装配的口环底座转动至指定位置,驱动电机与电气PLC服务端通讯连接;
机器人客户端、电气PLC服务端与上位机三者通讯连接。
进一步的,所述装置还包括:
设于图像采集平台一侧的物料收集盒,设于图像采集平台另一端的吹气装置,吹气装置朝物料收集盒的方向吹出气体,所述吹气装置与机器人客户端通讯连接。
进一步的,所述口环位姿识别装置包括:
预处理单元,用于对工业相机采集的泵体口环图像依次进行灰度化、二值化处理,形成泵体口环图像src1;
圆弧检测单元,用于检测泵体口环图像src1的口环最外层轮廓及口环最外层轮廓上的若干内凹圆弧;
圆心确定单元,用于确定各内凹圆弧的圆心;
半径确定单元,用于确定各内凹圆弧的半径;
判断单元,用于判断内凹圆弧的半径值与半径设定值的差值是否在偏差允许范围内,若检测结果为是,则将内凹圆弧的圆心及半径发送至位姿生成单元;
位姿生成单元,用于获取口环最外层轮廓的最小包围圆圆心与各内凹圆弧圆心所在线段L
进一步的,圆弧检测单元包括:
最小包围圆生成模块,用于生成口环最外层轮廓的最小包围圆;
圆弧检测模块,用于计算口环最外层轮廓上各轮廓点距最小包围圆圆心的距离,筛选距离小于最小包围圆半径的轮廓点,筛选的轮廓点即构成泵体口环最外层轮廓上的若干内凹圆弧。
进一步的,圆心确定单元包括:
轮廓点集形成模块,用于对各内凹圆弧上各轮廓点的位置坐标进行升序排列,形成轮廓点集;
轮廓点采样模块,基于设定距离值在轮廓点集中采样轮廓点,形成采样轮廓点,
交点集生成模块,用于计算相邻采样轮廓点所在线段的中垂线,并获取所有相邻中垂线的交点,放入交点集中;
交点数统计模块,依次以交点集中的各交点作为圆心,以设定的距离阈值作为半径,形成圆形窗,统计落入圆形窗内的交点数;
圆心确定模块,用于将最大交点数的圆形窗内各交点坐标的平均值作为内凹圆弧的圆心。
进一步的,轮廓点采样模块包括:
起始轮廓点确定子模块:以轮廓点集中的首个轮廓点作为起始轮廓点;
采样轮廓点确定子模块:依次遍历轮廓点集中的各轮廓点,直至轮廓点i与起始轮廓点的距离值大于设定距离值,将轮廓点i作为采样轮廓点;
起始轮廓点重确定子模块:将轮廓点i作为起始轮廓点,将起始轮廓点i发送至采样轮廓点确定子模块,直至遍历整个轮廓点集。
进一步的,半径确定单元包括:
预估半径生成模块,在内凹圆弧上任取一轮廓点,计算该轮廓点至内凹圆弧圆心的距离r
候选半径区间生成模块、基于半径预估值生成候选圆的候选半径区间[r
候选圆生成模块,依次以候选半径区间内的半径值作为半径,以内凹圆弧的圆心作为圆心生成候选圆;
半径生成模块,计算内凹圆弧上所有轮廓点到各候选圆的距离平方和,将最小距离平方和对应的候选圆半径作为内凹圆弧的半径。
本发明是这样实现的,一种泵体口环自动安装方法,所述方法具体如下:
在机器人完成上一个泵体口环安装操作后,机器人客户端给电气PLC服务端发送上料请求信号;
电气PLC服务端接收到上料请求信号后控制口环上料装置将单个泵体口环推出到滑道内,滑落至图像采集平台;
电气PLC服务端给机器人客户端发送上料完成信号,机器人客户端接收到上料完成信号后,在设定时长后,给上位机上发送图像采集信号;
上位机基于图像采集信号控制工业相机采集图像采集平台上的泵体口环图像src,发送至口环位姿识别装置;
口环识别装置基于泵体口环图像获取泵体口环的位姿,将泵体口环的位姿信息发送至机器人客户端;
机器人基于泵体口环的位置进行定位吸取,基于泵体口环的姿态控制泵体口环的旋转角度,调整至放件示教点位姿后,给电气PLC服务端发送放件请求信号;
机器人基于放件请求信号将旋转后的泵体口环安装至指定位置处的口环底座上,口环底座的两凸点位于口环内凹圆弧内;
在安装完成后,电气PLC服务端控制驱动电机将下一个待装配的口环底座旋转至指定位置处,进行下一次安装作业。
进一步的,口环识别装置基于泵体口环图像获取泵体口环的位姿之后还包括:
在口环位姿识别装置检测到图像中的泵体口环面积异常时,机器人控制吹气装置吹气,在吹气设定时长后,向电气PLC服务端发送上料请求信号。
进一步的,口环位姿识别装置计算泵体口环在图像中所占像素面积,若所占像素面积大于设定阈值,则判定口环上料装置堆叠上料,口环位姿识别装置发送体口环面积异常信号给机器人客户端。
本发明通过对口环图像进行识别处理,得到口环的位姿数据,机器人根据口环位姿来调整口环的旋转角度,在调整至放件示教点姿态后,将口环安装至指定位置的口环底座时,口环底座上的凸点位于口环的内凹圆弧,实现了口环在口环底座上的自动安装及准确安装。
附图说明
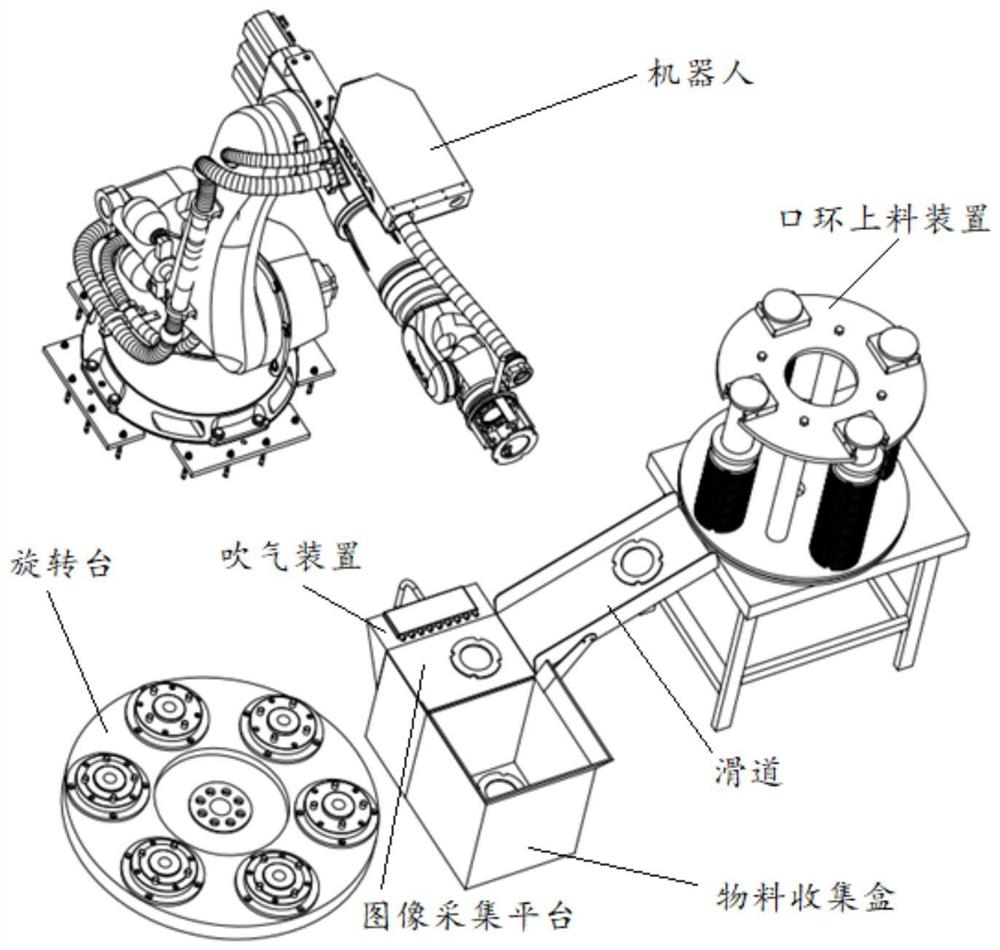
图1为本发明实施例提供的泵体口环自动安装系统的结构示意图;
图2为本发明实施例提供的口环位姿识别装置的结构示意图;
图3为本发明实施例提供的泵体口环的彩色图像src;
图4为本发明实施例提供的泵体口环的灰度图像;
图5为本发明实施例提供的泵体口环的二值化图像;
图6为本发明实施例提供的泵体口环的腐蚀图像;
图7为本发明实施例提供的泵体口环的膨胀图像;
图8为本发明实施例提供的泵体口环的最外层轮廓;
图9为本发明实施例提供的泵体口环最外层轮廓的最小包围圆;
图10为本发明实施例提供的泵体口环最外层轮廓上的内凹圆弧;
图11为本发明实施例提供的内凹圆弧的圆心;
图12为本发明实施例提供的内凹圆弧所在圆;
图13为本发明实施例提供的口环的姿态示意图;
图14为本发明实施例提供的基于相邻中垂线确定内凹圆弧圆心的示意图。
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式作进一步详细的说明,以帮助本领域的技术人员对本发明的发明构思、技术方案有更完整、准确和深入的理解。
图1为本发明实施例提供的泵体口环自动安装系统的结构示意图,为了便于说明,仅示出与本发明实施例相关的部分。
该系统还包括:
口环上料装置,口环上料装置通过滑道与图像采集平台连通;
工业相机,用于采集图像采集平台上的泵体口环图像,工业相机与上位机通讯连接,上位机上集成有用于识别泵体口环位姿的口环位姿识别装置;
旋转台,旋转台上设有圆形转盘及控制转盘转动的驱动电机,圆形转盘上均匀设置有若干口环底座,驱动电机控制当前待装配的口环底座转动至指定位置,驱动电机与电气PLC服务端通讯连接;
口环上料装置、机器人客户端(EPSON机器人软件为客户端)与电气PLC服务端通讯连接,电气PLC服务端与上位机通讯连接。
在机器人完成上一个泵体口环安装操作后(即将泵体口环安装至口环底座),机器人客户端给电气PLC服务端发送上料请求信号,电气PLC服务端接收到上料请求信号后控制口环上料装置将单个泵体口环推出到滑道内,滑落至图像采集平台,电气PLC服务端给机器人客户端发送上料完成信号,机器人客户端接收到上料完成信号后,在设定时长后,以确保泵体口环在图像采集平台上完全静,给上位机上发送图像采集信号,上位机基于图像采集信号控制工业相机采集图像采集平台上的泵体口环图像src,发送至口环位姿识别装置,口环识别装置基于泵体口环图像获取泵体口环的位姿,将泵体口环的位姿信息发送至机器人客户端,机器人基于泵体口环的位置进行定位吸取,基于泵体口环的姿态控制泵体口环的旋转角度,调整至放件示教点姿态后,给电气PLC服务端发送放件请求信号,机器人基于放件请求信号将旋转后的泵体口环安装至指定位置处的口环底座上,口环底座的两凸点位于口环内凹圆弧内,在安装完成后,电气PLC服务端控制驱动电机将下一个待装配的口环底座旋转至指定位置处,进行下一次安装作业。
在本发明实施例中,图像采集平台是由透明玻璃板及支撑透明玻璃板的支撑结构组成,因此,工业相机固定透明玻璃板的下方。
在本发明实施例中,口环上料抓装置是通过气缸伸缩带动顶部的限位块,口环设置在限位块的下方,限位块随气缸的收缩下移,向下方的口环施压,最底部的口环进入滑道内。
在本发明实施例中,该系统还包括:
设于图像采集平台一侧的物料收集盒,设于图像采集平台另一端的吹气装置,吹气装置朝物料收集盒方向吹出的气体,所述吹气装置与机器人客户端通讯连接;
在口环位姿识别装置检测到泵体口环面积异常时,机器人控制吹气装置吹气设定时长,将图像采集平台上的物体吹至物料收集盒中,在吹气设定时长后,向电气PLC服务端发送上料请求信号。口环位姿识别装置计算泵体口环在图像中所占像素面积,所占像素面积大于设定阈值,则意味着口环上料装置堆叠上料,口环位姿识别装置发送口环面积异常信号给机器人客户端,机器人通过IO控制吹气阀动作,将图像采集平台上的物料吹到物料收集盒中。
图2为本发明实施例提供的口环位姿识别装置的结构示意图,为了便于说明,仅示出与本发明实施例相关的部分。
该口环位姿识别装置包括:依次连接的预处理单元、圆弧检测单元、圆心确定单元、半径确定单元、判断单元及位姿生成单元,其中;
预处理单元,用于对工业相机采集的泵体口环图像src依次进行灰度化、二值化处理,形成泵体口环图像src1;
读取工业相机采集的泵体口环图像src,如图3所示,对彩色图像src进行消除畸变、降噪处理后,经颜色空间转换为灰度图像gray,如图4所示;选取合适阈值将灰度图像gray进行二值化处理,得到二值化图像bw,如图5所示;由于图像中存在与泵体口环像素值相近的非兴趣区域,故对二值化图像进行先腐蚀(如图6所示)后膨胀的图像处理策略尽可能的消除非兴趣区域,形成泵体口环图像src1,如图7所示。
圆弧检测单元,用于检测泵体口环图像src1的口环最外层轮廓及口环最外层轮廓上的若干内凹圆弧段,口环最外层轮廓如图8所;
在本发明实施例中,对泵体口环图像src1进行轮廓检测,根据轮廓面积或者轮廓的最小包围圆面积筛选出口环最外层轮廓,最大轮廓面积及最大面积的最小包围圆对应的轮廓即为口环外层轮廓,内凹圆弧检测单元检测口环外层轮廓上均匀分布的四个内凹圆弧。
在本发明实施例中,圆弧检测单元包括:最小包围圆生成模块及圆弧检测模块,其中,最小包围圆生成模块,用于生成口环最外层轮廓的最小包围圆,口环最外层轮廓的最小包围圆如图9所示;圆弧检测模块,用于计算口环最外层轮廓上各轮廓点距最小包围圆圆心的距离,筛选距离小于最小包围圆半径的轮廓点,筛选的轮廓点即构成泵体口环最外层轮廓上的若干内凹圆弧,四个内凹圆弧如图10所示。
圆心确定单元,用于确定各内凹圆弧的圆心,其中,圆心确定单元包括:
轮廓点集形成模块,用于对各内凹圆弧上各轮廓点的位置坐标进行升序排列,形成轮廓点集;
此处的升序排列是指先基于坐标中的x值进行轮廓点的升序排列,在x值相同的情况下,基于y值进行轮廓点得升序排列。
轮廓点采样模块,用于基于设定距离值在轮廓点集中采样轮廓点,其中,轮廓点采样模块包括:
起始轮廓点确定子模块,用于以轮廓点集中的首个轮廓点作为起始轮廓点;
采样轮廓点确定子模块,用于依次遍历轮廓点集中的各轮廓点,直至轮廓点i与起始轮廓点的距离值大于设定距离值,将轮廓点i作为采样轮廓点;
起始轮廓点重确定子模块,用于将轮廓点i作为起始轮廓点,将起始轮廓点i发送至采样轮廓点确定子模块,直至遍历整个轮廓点集。
即轮廓点之间的欧式距离作为设定距离值,遍历轮廓点集中的所有轮廓点,取轮廓点集中的首个轮廓点contours[i][0]为起始轮廓点,遍历轮廓点集数据,若轮廓点contours[i][j]与起始轮廓点的距离大于设定距离值,则保留轮廓点contours[i][j],轮廓点contours[i][j]即为采样轮廓点,否则舍弃,然后以轮廓点contours[i][j]为起始轮廓点,搜寻下一个满足设定距离值的下一轮廓点,直至遍历结束。
交点集生成模块,用于计算相邻采样轮廓点所在线段的中垂线,并获取所有相邻中垂线的交点,放入交点集中;
交点数统计模块,用于依次以交点集中的各交点作为圆心,以设定的距离阈值作为半径,形成圆形窗,统计落入圆形窗内的交点数;
圆心确定模块,用于将最大交点数的圆形窗内各交点坐标的平均值即为内凹圆弧的圆心,内凹圆弧的圆心如图11所示。
在本发明实施例中,获取相邻采样轮廓点所在线段的中垂线方程,然后计算相邻中垂线的交点,该交点即理论上的对应内凹圆弧的圆心,依次求取相邻中垂线的交点得到交点集。由于图像像素处理中,难免存在误差,规定交点之间欧式距离小于距离阈值,则视为同一交点区域,某交点区域中的交点计数最大,则将该交点区域内的交点位置平均值视为对应内凹圆弧的圆心。
如图14所示,弦中垂线L1、L2、L3、L4的交点作为圆心的候选点,由于交点为同一点,满足设定的距离阈值范围之内,且该交点区域内的交点数最多,即该交点视为圆弧对应的圆心;弦中垂线L4与弦中垂线L5的交点在设定距离阈值范围内无其他交点,则不视为圆弧对应的圆心。
在本发明实施例中,半径确定单元,用于确定各内凹圆弧的半径,半径确定单元包括:
预估半径生成模块,用于在内凹圆弧上任取一轮廓点,计算该轮廓点至内凹圆弧圆心的距离r
候选半径区间生成模块,用于基于半径预估值生成候选圆的候选半径区间[r
候选圆生成模块,用于依次以候选半径区间内的半径值作为半径,以内凹圆弧的圆心作为圆心生成候选圆;
半径生成模块,用于计算内凹圆弧上所有轮廓点到各候选圆的距离平方和,将最小距离平方和对应的候选圆半径作为内凹圆弧的半径,内凹圆弧所在圆如图12所示。
判断单元,用于判断内凹圆弧的半径值与半径设定值的差值是否在偏差允许范围内,若检测结果否,则说明口环加工不合格,则停止口环姿态的检测,若检测结果为是,则将内凹圆弧的圆心及半径发送至位姿生成单元;
位姿生成单元,用于获取口环最外层轮廓的最小包围圆圆心与各内凹圆弧圆心所在线段L
定义泵体口环最外层轮廓的最小包围圆圆心与圆弧圆心连线为线段L
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种泵体口环自动安装装置及其方法
- 一种泵、模制泵体、由泵体和球阀构成的装置及将阀组装到泵体内的方法