一种防冲切材料压伤的冲切刀模
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及模切刀领域,尤其是涉及一种防冲切材料压伤的冲切刀模。
背景技术
对于弹性材料以及厚度大于0.2mm的材料,例如泡棉等材料,在冲切过程中,主要是靠机器压力以及模具刀片的刀锋进行压力剪切,当刀片与材料表面接触时会出现材料由于具有弹性,表面发生形变,因此造成冲切尺寸不精确;或者由于在刀锋和弹性材料接触过程中,由于冲切材料的边缘位置会发生形变,造成待冲切的材料边缘位置会出现折印,从而造成材料表面出现压伤,造成不良产品的产生。因此,需要针对弹性材料,尤其是厚度较大的弹性材料的模切过程,开发一种加工精度高不易造成压伤的冲切模具。
发明内容
本发明的目的就是为了克服上述现有技术存在的精度不高、易造成压伤的缺陷而提供一种防冲切材料压伤的冲切刀模。
本发明的目的可以通过以下技术方案来实现:
一种防冲切材料压伤的冲切刀模,包括底板、设于所述底板上的刀板以及凸起于所述刀板上的刀片,所述刀板上设有通孔;所述刀片包括沿所述通孔的孔壁的延伸方向设置的第一刃面和与所述第一刃面形成锐角夹角的第二刃面;所述底板上设有槽口与所述通孔大小相同、相互对齐的凹槽;所述冲切刀模还包括滑动安装于所述通孔和凹槽内的硬质镶块和设于所述硬质镶块和凹槽的槽底之间的处于压缩状态的弹性件;所述硬质镶块压接于待冲切的材料表面,位于所述通孔内的硬质镶块与所述通孔的截面形状匹配。
所述硬质镶块和所述凹槽均为凸形结构,所述硬质镶块包括与所述槽口匹配的压料部和与所述槽口处的底板卡接的限位部。
当所述硬质镶块与所述槽口处的底板接触时,所述硬质镶块的压料部从所述第一刃面的顶端伸出。
所述限位部与所述凹槽的扩大段形状匹配。
所述弹性件为弹簧。
所述硬质镶块为金属材质的硬质镶块。
所述第一刃面和第二刃面之间的夹角小于30°。
所述待冲切的材料的厚度大于0.2mm。
本发明的冲切过程为:
在压机的带动下,刀模向下运动,硬质镶块首先接触并压接在待冲切的材料表面,随着刀模继续向下运动,刀片接触待冲切的材料表面,对材料进行冲切,冲切过程中,由于压缩弹簧的作用,硬质镶块始终紧紧压在待冲切的材料表面,将材料压平。冲切完成后,刀模向上运动,硬质镶块在压缩弹簧的作用下复位。
本发明首先通过将刀片一侧的第一刃面设计为沿通孔的孔壁延伸方向,在对软性材料进行切割时,第一刃面可以与软性材料产品区域的表面无按压力,从而保证导热硅胶垫成品区域没有变形;为了保证软性材料产品区域在冲切过程中位于刀片处的边缘位置不会由于产品发生形变而造成压伤,本发明通过一个硬质镶块和弹性件,在冲切过程中,在压缩弹簧的作用下,硬质镶块始终保持压接在待冲切的材料表面,使待冲切的材料保持压平状态,从而保证了产品区域的待冲切的材料的冲切边缘位置不会出现折印,避免了压伤的产生。
与现有技术相比,本发明具有以下优点:
(1)本发明的冲切刀模对软性材料的冲切精度高,满足产品的加工精度要求;
(2)冲切过程中,无压伤问题,提高了产品良率;
(3)加工模具制造简单,加工过程简单可靠,具有较大的行业竞争力和经济效益。
附图说明
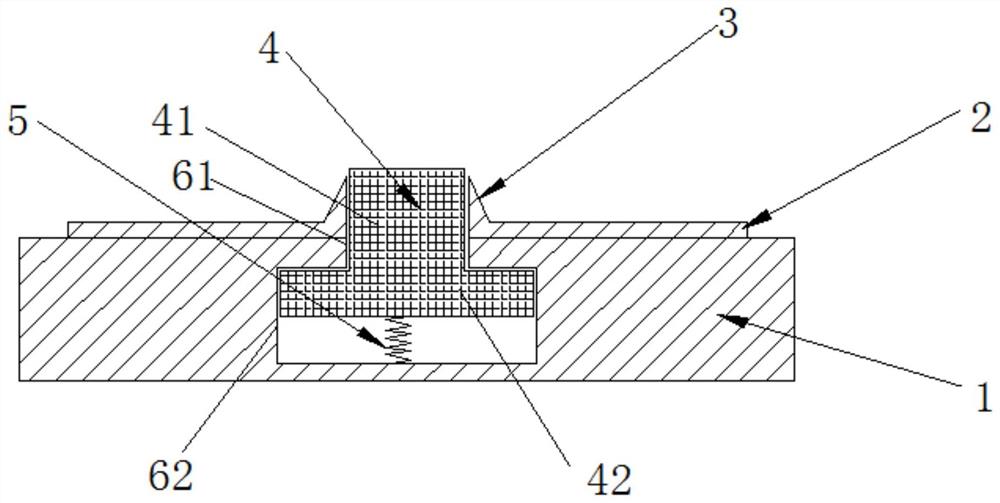
图1为本发明的结构示意图;
图2为本发明的底板和刀板的结构示意图;
图3为本发明的冲切效果示意图;
图4为对比例的结构示意图;
图5为对比例的冲切效果示意图;
图中,1为底板,2为刀板,21为通孔,3为刀片,31为第一刃面,32为第二刃面,4为硬质镶块,41为压料部,42为限位部,5为弹簧,6为凹槽,61为槽口,62为扩大段,7为待冲切的材料,8为填充泡棉,9为材料冲切变形部位。
具体实施方式
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
实施例
一种防冲切材料压伤的冲切刀模,如图1和图2所示,包括底板1、设于底板1上的刀板2以及凸起于刀板2上的刀片3,刀板2上设有通孔21;刀片3包括沿通孔21的孔壁的延伸方向设置的第一刃面31和与第一刃面31形成锐角夹角的第二刃面32,第一刃面31和第二刃面32之间的夹角小于30°;底板1上设有凹槽6,并且凹槽6均为凸形结构,包括槽口61和扩大段62,槽口61与通孔21大小相同、相互对齐布置。本实施例的冲切刀模还包括滑动安装于通孔21和凹槽6内的硬质镶块4和设于硬质镶块4和凹槽6的槽底之间的处于压缩状态的弹性件,该弹性件为弹簧。硬质镶块4为凸形结构,硬质镶块4包括与槽口61匹配的压料部41和与槽口61处的底板1卡接的限位部42,限位部42与凹槽6的扩大段62形状匹配;当硬质镶块4与槽口61处的底板1接触时,硬质镶块4的压料部41从第一刃面31的顶端伸出,本实施例中硬质镶块4为金属材质的硬质镶块4。
使用时,在压机的带动下,刀模向下运动,硬质镶块4首选与带冲切的材料接触,压接于待冲切的材料表面,然后刀模继续向下运动,硬质镶块4保持压接在待冲切的材料表面,将待冲切的材料压平,同时硬质镶块4缩回刀片3内部,使刀片3开始与带冲切的材料表面接触,进行冲切加工。由于此过程中,硬质镶块4可以始终将待冲切的材料表面压平,因此材料的冲切边缘不会出现由于材料形变导致的折印,即压伤,如图3所示,即材料冲切变形9不会发生在产品区的材料上。本实施例的刀模尤其适用于厚度大于0.2mm的待冲切的材料。
对比例
本对比例为一种冲切刀模,该冲切刀模包括底板1、设于底板1上的刀板2以及凸起于刀板2上的刀片3,刀片3包括沿通孔21的孔壁的延伸方向设置的第一刃面31和与第一刃面31形成锐角夹角的第二刃面32,并且第一刃面31与刀板2垂直。为了避免压伤出现,本申请人在刀片内镶嵌设置了一个软性的填充泡棉8,如图4所示,采用填充泡棉8进行压接在待冲切的材料7表面,然而由于填充泡棉8属于软性材料,冲切过程中,无法使待冲切的材料7压平,会随着待冲切的材料7的形变而形变,造成冲切边缘出现材料冲切变形9,该材料冲切变形9在产品区域会形成向下的弯曲折印,如图5所示。因此,对于现有的冲切刀模,如果不采用硬质镶块将软性的材料表面进行压平,直接进行冲切或者采用软性材料压接待冲切的材料表面,产品区均会出现材料冲切变形,从而导致折印出现。
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
- 一种防冲切材料压伤的冲切刀模
- 一种软质材料冲压裁切刀模的结构