一种捻线收丝一体机用恒张力控制系统及其使用方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明涉及绳网加工设备领域,具体是指一种捻线收丝一体机用恒张力控制系统及其使用方法。
背景技术
高速恒张力捻线收丝一体机属于绳网行业中的初捻成型设备,挤塑生产线收成的丝辊,经本设备将一个或多个丝辊,经并线、初捻成股线,最后收股线成线轴。线轴可经包装成产品也可转到制绳、网等下道工序。(本设备也是收卷机的一种)
传统的设备工作原理:电机带动摆臂加捻,摆臂的轴上装有同步带轮,通过其将动力传到摇篮里,再经同步带传动实现卷绕和排线功能。卷绕收卷设备工作过程最理想的条件是匀速(v)、恒张力(F)即等功率(Pi)。收卷(丝)时,卷绕轴的驱动扭矩随收丝轴直径的不断增大而增大,才能保证恒张力收丝,这样收成的丝轴排列紧密、整齐。
传统的设备不能控制卷绕轴的扭矩和转速变化,造成股线阻力变大时,收丝轴过紧出现腰形丝轴,特别是出现交丝、线接头等情况时,致使股线无法通过而断线,不光影响产品质量而且还损坏主轴涨缩机构或传动装置,行业中这方面的损失占很大比例。
传统的设备不能改变卷绕轴的转速,始终以设定转速匀速转动,使收丝过程中,股线的线速度逐渐加快,丝轴收到较大直径时,常会出现飞车现象,直接影响产品质量,更重要的是增加危险系数。研究液压控制卷绕轴转动实现规格股线的恒张力(后面涉及的恒张力均为规格股线张力)、匀速(即规格股线的恒功率)收卷迫在眉睫。
发明内容
本发明针对现有技术的不足,提供一种捻线收丝一体机用恒张力控制系统及其使用方法,实现匀速、恒张力收丝之功能,从而实现恒功率平稳收丝之目的。
本发明是通过如下技术方案实现的,提供一种捻线收丝一体机用恒张力控制系统,包括供油系统和液压马达,卷绕轴安装在液压马达上,所述供油系统通过主连接管与液压马达连接,所述主连接管上连通有压力控制阀,还包括驱动压力控制阀调压的调压控制机构,所述调压控制机构与卷绕轴上的线轴外径适配。
本方案中的供油系统为恒流量供油系统,供油系统驱动液压马达旋转,从而通过液压马达带动卷绕轴旋转进行收丝,调压控制机构与卷绕轴上的线轴外径适配,从而通过线轴直径的变化带动调压控制机构来实现压力控制阀压力的调节,使主连接管内的压力与线轴直径成正比,实现恒张力收丝,由于主连接管内的压力与液压马达的转速成反比,因此使液压马达的转速与线轴直径成反比,实现匀速收丝。
作为优化,所述调压控制机构包括摆杆,所述摆杆铰接在第一铰接座上,所述摆杆的一端与卷绕轴上的线轴外径适配,所述摆杆的另一端与压力控制阀连接。本方案中摆杆的一端与卷绕轴上的线轴外径适配,另一端与压力控制阀连接,随着线轴直径的变化,带动摆杆旋转,从而带动压力控制阀实现压力的调节。
作为优化,所述压力控制阀包括调钮式溢流阀以及控制调钮式溢流阀输出压力的螺杆式溢流阀,所述调钮式溢流阀通过调压管与主连接管连通,所述摆杆的另一端与螺杆式溢流阀的调节端连接。本方案中调钮式溢流阀作为主溢流阀,调节方便;螺杆式溢流阀作为主溢流阀的控制阀,与设备的调压控制机构连接方便,便于机械操控。
作为优化,所述调压控制机构还包括沿螺杆式溢流阀调节端活动方向滑接的操作杆,所述摆杆的另一端与操作杆连接。本方案中的操作杆沿螺杆式溢流阀调节端活动方向滑接,从而通过操作杆控制溢流阀调节端进行活动。
作为优化,所述调压控制机构还包括副摆杆,所述副摆杆铰接在第二铰接座上,所述副摆杆的一端通过第一连杆与摆杆的另一端连接,副摆杆的另一端通过第二连杆与操作杆连接,所述第一连杆的一端与副摆杆铰接,所述摆杆上开设有滑动槽,第一连杆的另一端滑动连接在滑动槽内,所述第二连杆的两端分别与副摆杆和操作杆铰接。本方案中设置的副摆杆用来调节摆杆与操作杆的相对运动方向,使二者反向运动,通过设置第一连杆和第二连杆,从而防止因运动轨迹不同导致的干涉。
作为优化,所述供油系统包括与同步带轮连接的液压泵,所述液压泵的两个连通口分别通过出油管与主连接管连通,所述出油管上装有向主连接管方向开启的单向阀,所述出油管上连通有位于单向阀和液压泵之间的进油管,所述进油管与油箱连通且进油管上装有向出油管方向开启的单向阀。本方案中通过同步带轮传动,驱动定量泵工作,为满足股线的捻向Z向和S向要求,定量泵必须能正反向旋转均能保证液压马达单向旋转,系统通过四个单向阀,使定量泵的两个连通口均能作吸油口,解决两个连通口的吸油口和排油口的互换,实现单向供油。
作为优化,所述液压泵为定量泵。本方案中的液压泵为定量泵,从而使供油系统输出流量恒定。
作为优化,所述主连接管上连通有压力表,所述压力表与主连接管之间装有截止阀。本方案中的压力表通过截止阀控制,调好压力后,可将压力表关闭以保护压力表。
作为优化,所述液压马达的回油口与油箱之间装有回油滤清器。由于定量泵的油口的变化,不方便采用进油过滤液压油,本系统采用回油滤清器过滤液压油。
一种捻线收丝一体机用恒张力控制系统的使用方法,包括如下步骤:
a.通过同步带轮带动液压泵旋转;
b.通过出油管上设置的单向阀和进油管上设置的单向阀使液压泵正反转均可向主连接管供油;
c.通过摆杆的一端与卷绕轴上的线轴外径贴合,使摆杆随线轴外径的变化实现摆动;
d.通过摆杆的摆动带动螺杆式溢流阀的调节端进行调节;通过螺杆式溢流阀控制调钮式溢流阀的溢流压力;
e.通过调钮式溢流阀溢流压力的变化实现主连接管油压的调节,从而实现液压马达输出扭矩和转速的调节,实现匀速、恒张力收丝。
本发明的有益效果为:本发明的一种捻线收丝一体机用恒张力控制系统及其使用方法,通过线轴直径的变化带动调压控制机构来实现压力控制阀压力的调节,实现匀速、恒张力收丝的功能,收丝过程平稳,噪音低;收丝轴松紧度均匀,排列整齐、美观;松开张芯后,线轴不伸长,成品率高;降耗、节能、减排、环保。
附图说明
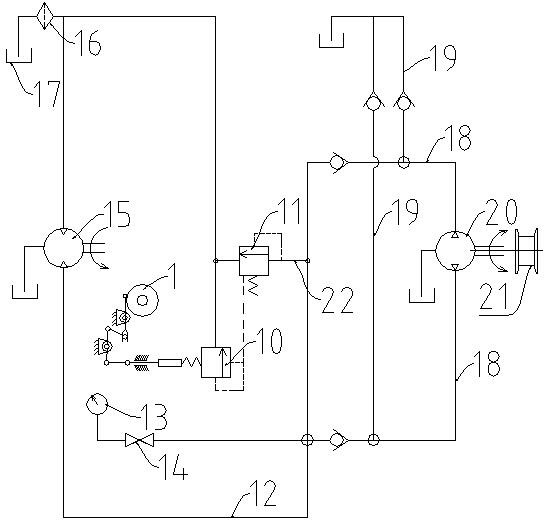
图1为本发明结构示意图;
图2为本发明调压控制机构示意图;
图中所示:
1、卷绕轴,2、摆杆,3、第一铰接座,4、滑动槽,5、第一连杆,6、副摆杆,7、第二铰接座,8、第二连杆, 9、操作杆,10、螺杆式溢流阀,11、调钮式溢流阀,12、主连接管,13、压力表,14、截止阀,15、液压马达,16、回油滤清器,17、油箱,18、出油管,19、进油管,20、液压泵,21、同步带轮,22、调压管。
具体实施方式
为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
如图1~2所示,本发明的一种捻线收丝一体机用恒张力控制系统,包括供油系统和液压马达15,卷绕轴1安装在液压马达15上,所述供油系统通过主连接管12与液压马达15连接,所述液压马达15的回油口连通至油箱且回油口与油箱之间装有回油滤清器16。
所述主连接管12上连通有压力表13,所述压力表13与主连接管12之间装有截止阀14。
所述供油系统包括与同步带轮21连接的液压泵20,同步带轮21安装在摆臂的轴上,由于摆臂正反向旋转,使同步带轮21正反向旋转。
所述液压泵20为定量泵,液压泵20正反向旋转使两个连通口可以实现吸油口和排油口的互换。
所述液压泵20的两个连通口分别通过出油管18与主连接管12连通,所述出油管18上装有向主连接管12方向开启的单向阀,所述出油管18上连通有位于单向阀和液压泵20之间的进油管19,所述进油管19与油箱连通且进油管19上装有向出油管18方向开启的单向阀,通过4个单向阀实现同步带轮21正反转均实现供油。
所述主连接管12上连通有压力控制阀,还包括驱动压力控制阀调压的调压控制机构,所述调压控制机构与卷绕轴1上的线轴外径适配。
所述压力控制阀包括调钮式溢流阀11以及控制调钮式溢流阀11输出压力的螺杆式溢流阀10,所述调钮式溢流阀11通过调压管22与主连接管12连通,调钮式溢流阀11作为主溢流阀,调节方便;螺杆式溢流阀10作为主溢流阀的控制阀,与设备的调压控制机构连接方便,便于机械操控,调钮式溢流阀11和螺杆式溢流阀10的连接关系如图1所示。
所述调压控制机构包括摆杆2,所述摆杆2铰接在第一铰接座3上,所述摆杆2的一端与卷绕轴1上的线轴外径适配,所述摆杆2的另一端与压力控制阀连接,本实施例中摆杆2的另一端与螺杆式溢流阀10的调节端连接。
摆杆2与卷绕轴1上的线轴外径适配的一端装有压辊,压辊贴靠在线轴的外圆周面上,通过压辊的重力或者弹簧的拉力实现压辊贴靠在线轴的外圆周面上,随着线轴外径的增大实现摆杆2的摆动。
本专利中摆杆2的另一端指的是摆杆2远离卷绕轴1的一端。
所述调压控制机构还包括沿螺杆式溢流阀10调节端活动方向滑接的操作杆9,操作杆9滑动连接在设备上,在设备上固接滑接套实现操作杆9的滑动,所述摆杆2的另一端与操作杆9连接,通过操作杆9实现摆杆2另一端与螺杆式溢流阀10调节端之间的连接。
所述调压控制机构还包括副摆杆6,所述副摆杆6铰接在第二铰接座7上,所述副摆杆6的一端通过第一连杆5与摆杆2的另一端连接,副摆杆6的另一端通过第二连杆8与操作杆9连接,所述第一连杆5的一端与副摆杆6铰接,所述摆杆2上开设有滑动槽4,第一连杆5的另一端滑动连接在滑动槽4内,第一连杆5的另一端可以沿摆杆2长度方向滑动,所述第二连杆8的两端分别与副摆杆6和操作杆9铰接,从而通过第一连杆5、副摆杆6和第二连杆8实现摆杆2另一端与操作杆9的连接。
一种捻线收丝一体机用恒张力控制系统的使用方法,包括如下步骤:
a.通过同步带轮21带动液压泵20旋转;
b.通过出油管18上设置的单向阀和进油管19上设置的单向阀使液压泵20正反转均可向主连接管12供油;
c.通过摆杆2的一端与卷绕轴1上的线轴外径贴合,使摆杆2随线轴外径的变化实现摆动;
d.通过摆杆2的摆动带动螺杆式溢流阀10的调节端进行调节;通过螺杆式溢流阀10控制调钮式溢流阀11的溢流压力;
e.通过调钮式溢流阀11溢流压力的变化实现主连接管12油压的调节,从而实现液压马达15输出扭矩和转速的调节,实现匀速、恒张力收丝。
刚开始收丝时,收丝轴直径小,卷绕轴所需扭矩(T0)小,此时摆杆向卷绕轴芯部摆动,带动螺杆式溢流阀的螺杆处于最里侧状态(溢流阀的最小调整压力),此时主溢流阀的开启压力为液控压力(P0),;当收丝结束时,此时丝轴直径最大,卷绕轴所需扭矩(T1)最大,摆杆摆动到远离卷绕轴芯部位置,带动螺杆式溢流阀的螺杆处于外侧状态(溢流阀的最大调整压力),此时主溢流阀的开启压力为最大调整压力(P1);卷绕轴的驱动扭矩T等于马达的输出扭矩与二者减速比的商,成正比例变化,马达的输出扭矩与其输入压力(即主溢流阀的开启压力P)成正比,因此,卷绕轴的驱动扭矩T的变化就转变成了主溢流阀的压力变化,进而转变成与螺杆式溢流阀的压力变化,这样控制螺杆式溢流阀的压力就能调控卷绕轴的驱动扭矩T。随丝轴直径的增大,卷绕轴的驱动扭矩在T0~T1之间逐渐增大,对应主溢流阀的开启压力也在P0~P1之间逐渐增大,这样,随卷绕轴收丝直径的增大,驱动卷绕轴的扭矩跟着加大。
由于规格股线的线速度(v) 为定值,根据
V=0.5*π*D*i*n, (1)
式中:D:收丝的线轴直径
n:马达的输出转速
i:马达与卷绕轴之间的减速比
便于分析,后面的公式中均忽略传动效率值
公式中D与n成反比例关系,采用本液压控制系统很容易实现此关系:当前D值下,对应马达的输入压力P为定值,根据马达的输出功率公式:
Pi=P*q0*n, (2)
式中:p:马达的输入压力
q0:马达的排量
马达的转速n 为唯一确定值,于是股线的线速度V=0.5*π*D*i*n为定值,这样,D与n的反比例关系成立,即本液压控制系统保证捻线收丝一体机能匀速收丝。
卷绕轴的卷绕功率pi
Pi=F*V=F*0.5*π*D*i*n (3)
式中:F: 规格股线的线张力(为定值)
根据卷绕轴的卷绕功率等于马达的输出功率Pi,联立公式(2)和(3)即
F*0.5*π*D*i*n=P*q0*n, (4)
整理得:P=D*F*0.5*π*i/q0,令常量K=F*0.5*π*i/q0,则
P=K*D, (5)
主溢流阀开启压力P与收丝轴直径D成正比例关系,此关系进一步验证了本液压系统能保证恒张力收丝。
综上所述:本液压控制系统保证捻线收丝一体机能匀速、恒张力收丝之功能,从而实现恒功率平稳收丝之目的。
当然,上述说明也并不仅限于上述举例,本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本发明的技术方案并非是对本发明的限制,参照优选的实施方式对本发明进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换都不脱离本发明的宗旨,也应属于本发明的权利要求保护范围。
- 一种捻线收丝一体机用恒张力控制系统及其使用方法
- 一种捻线收丝一体机用恒张力控制系统