一种抗皱保形聚酯纤维面料及其制备方法
文献发布时间:2024-01-17 01:26:37
技术领域
本发明涉及聚酯纤维面料技术领域,更具体的说是一种抗皱保形聚酯纤维面料及其制备方法。
背景技术
聚酯纤维面料,由有机二元酸和二元醇缩聚而成的聚酯经纺丝所得的合成纤维。聚酯链研究报告指出:工业化大量生产的聚酯纤维是用聚对苯二甲酸乙二醇酯制成的,中国的商品名为涤纶。是当前合成纤维的第一大品种,但是现在的聚酯纤维面料在制造出来之后,都会进行裁切,将聚酯纤维面料裁切至需要的形状进行收卷存放,而在裁切时候,聚酯纤维面料裁切的位置边缘会使纺织聚酯纤维面料的纤维细线出现不齐,并且容易出现纤维细线抽丝、跑线等隐患,所以本申请提供一种抗皱保形聚酯纤维面料及其制备方法,能够将面料制备过程中裁切的边缘位置进行保护。
发明内容
为克服现有技术的不足,本发明提供一种抗皱保形聚酯纤维面料及其制备方法,能够将面料制备过程中裁切的边缘位置进行保护。
本发明解决其技术问题所采用的技术方案是:
一种抗皱保形聚酯纤维面料制备方法,该方法包括以下步骤:
步骤一:将原料通过针刺工艺加工制成面料;
步骤二:将面料装入到制备装置当中进行高温熨烫;
步骤三:将熨烫之后的面料进行抖动使面料平整;
步骤四:将抖动之后的面料边缘进行裁切并将边缘使用胶料封边;
步骤五:将封边之后的面料进行冷却收卷。
所述的制备装置包括底架,以及固定连接在底架前端的加热器,以及设置在加热器上的熨烫板,以及滑动连接在底架前端的压板,压板与底架之间固定连接有弹簧。
所述的底架后端转动连接有底辊,底架后端左右两侧均设置有竖槽,每个竖槽中均滑动有滑块,两个滑块之间转动连接有压辊,每个滑块上均转动有连接在底架后端左右两侧的丝杆A。
所述的底架前侧滑动连接有抖架,抖架与底架之间固定连接有弹簧,底辊上固定连接有一个链轮,底架前侧转动有另一个链轮,两个链轮通过链条传动,底架前侧的链轮上固定连接有凸棱轮,凸棱轮接触在抖架底面。
通过上述抗皱保形聚酯纤维面料制备方法制备出的抗皱保形聚酯纤维面料,所述的抗皱保形聚酯纤维面料主要包括聚酯纤维、涤纶纤维、棉花纤维和亚麻纤维。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
图1为本发明中抗皱保形聚酯纤维面料制备方法的流程图;
图2和图3为本发明中制备装置的结构示意图;
图4为本发明中熨烫板的结构示意图;
图5为本发明中转轴的结构示意图;
图6为本发明中限位环的结构示意图;
图7为本发明中抖架的结构示意图;
图8为本发明中凸棱轮的结构示意图;
图9为本发明中海绵套的结构示意图;
图10为本发明中侧板的结构示意图;
图中:底架01;加热器02;熨烫板03;压板04;底辊05;竖槽06;滑块07;丝杆A08;压辊09;中座10;转轴11;滑套12;限位环13;侧板14;夹箱15;海绵套16;丝杆B17;抖架18;凸棱轮19;链轮20。
具体实施方式
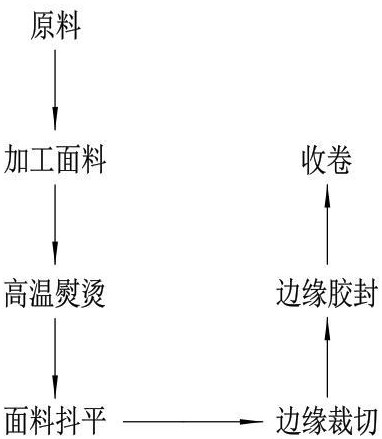
通过观察图1,可以根据图中所示可以得到抗皱保形聚酯纤维面料制备方法的过程,
一种抗皱保形聚酯纤维面料制备方法,该方法包括以下步骤:
步骤一:将原料通过针刺工艺加工制成面料;
步骤二:将面料装入到制备装置当中进行高温熨烫;
步骤三:将熨烫之后的面料进行抖动使面料平整;
步骤四:将抖动之后的面料边缘进行裁切并将边缘使用胶料封边;
步骤五:将封边之后的面料进行冷却收卷;
通过上述方法,能够通过胶料将面料的边缘进行胶封,避免面料的边缘跑线,避免面料边缘出现抽丝的问题。
通过观察图2至图10,可以根据图中所示可以得到熨烫面料的一个示例性工作过程是:
所述的制备装置包括底架01,以及固定连接在底架01前端的加热器02,以及设置在加热器02上的熨烫板03,以及滑动连接在底架01前端的压板04,压板04与底架01之间固定连接有弹簧;在制备过程中,首先向上拉起压板04,使压板04挤压弹簧并且增大与熨烫板03之间的距离,然后将制备好的面料从前方向后穿过压板04与熨烫板03之间,便可以松开压板04,利用弹簧的弹性使压板04将面料紧压在熨烫板03上,便可以在通过加热器02对熨烫板03进行加热,使熨烫板03的温度升高,从而利用熨烫板03的温度来对面料进行熨烫,同时将面料的端部固定在收卷设备上,便可以通过收卷设备带动面料向后进行移动;同时能够通过上述方式能够对不同厚度的面料进行熨烫加工。
通过观察图2至图10,可以根据图中所示可以得到滚平面料的一个示例性工作过程是:
所述的底架01后端转动连接有底辊05,底架01后端左右两侧均设置有竖槽06,每个竖槽06中均滑动有滑块07,两个滑块07之间转动连接有压辊09,每个滑块07上均转动有连接在底架01后端左右两侧的丝杆A08;将熨烫之后的面料穿过底辊05与压辊09之间,随后便可以通过丝杆A08的转动然后便可以使丝杆A08带动两个滑块07同时下降,利用两个滑块07带动压辊09下降压紧在面料上,便可以通过压辊09与底辊05之间的挤压将熨烫之后的面料进行滚平,使制备的面料更加平整。
通过观察图2至图10,可以根据图中所示可以得到抖动面料的一个示例性工作过程是:
所述的底架01前侧滑动连接有抖架18,抖架18与底架01之间固定连接有弹簧,底辊05上固定连接有一个链轮20,底架01前侧转动有另一个链轮20,两个链轮20通过链条传动,底架01前侧的链轮20上固定连接有凸棱轮19,凸棱轮19接触在抖架18底面;在随着对面料的制备的过程中,利用底辊05转动便可以带动链轮20转动并且利用链条带动另外一个链轮20旋转,从而使链轮20旋转的时候顶着抖架18不断的使抖架18上下滑动来对接触在抖架18上的面料进行抖动,便可以避免面料粘黏在其他位置上发生损坏。
通过观察图2至图10,可以根据图中所示可以得到定位面料的一个示例性工作过程是:
所述的底架01后侧固定连接有中座10,中座10上转动连接有转轴11,转轴11的左右两侧开设有螺纹旋向相反的螺纹,转轴11的左右两侧均连接有滑套12,两个滑套12底端均固定连接有滑动在底辊05上的限位环13;在滚压面料的过程中,为了避免面料发生歪斜,便可以通过转动转轴11,使转轴11带动两个滑套12在中座10中滑动改变间距,从而能够利用两个滑套12带动两个限位环13在底辊05上滑动改变间距,从而便可以在面料穿过底辊05上的两个限位环13的时候利用两个限位环13对面料的边缘进行限位,避免面料发生歪斜,从而使面料的在单向移动的时候保持平直。
通过观察图2至图10,可以根据图中所示可以得到胶封面料边缘的一个示例性工作过程是:
所述的滑套12上固定连接有侧板14,侧板14上转动连接有丝杆B17,侧板14底端固定连接有夹箱15,丝杆B17上连接有另外一个夹箱15,每个夹箱15上均套有海绵套16;利用滑套12的移动,能够使面料的边缘分别穿过同侧的两个夹箱15之间,随后便可以转动丝杆B17,利用丝杆B17的旋转便可以带动连接在丝杆B17上的夹箱15下降,使同侧的两个夹箱15上的海绵套16接触在面料边缘的上下两面,便可以将海绵套16上提前已添加的胶料涂抹在面料的边缘的上下两侧,利用胶料将面料边缘进行胶封,从而避免面料边缘出现跑线等问题,而在面料与海绵套16之间的摩擦的作用下,海绵套16能够在夹箱15外表面上进行滑动来配合面料,从而避免面料移动所产生的摩擦导致海绵套16被损坏。
通过观察图2至图10,可以根据图中所示可以得到及时补充胶料的一个示例性工作过程是:
两个所述的夹箱15侧壁上均开设有多个通孔,夹箱15外端均连接有阀门;将储存胶料的容器通过管道连接在阀门上,便可以实现将胶料不断的补充到夹箱15当中,再通过夹箱15上的多个通孔进入到海绵套16中,从而便可以将接触在海绵套16上的胶料涂抹在面料的边缘上。
通过观察图2至图10,可以根据图中所示可以得到加速胶料冷却的一个示例性工作过程是:
所述的底辊05与压辊09内部均开设有储存冷却液的内腔;将冷却液添加到内腔当中,能够通过冷却液来降低底辊05与压辊09外表面的温度,从而在胶料结果经过底辊05与压辊09的时候,能够加速胶料的冷却成型,从而避免胶料未完全冷却而粘黏在其他地方。
通过观察图2至图10,可以根据图中所示可以得到避免划伤面料的一个示例性工作过程是:
所述的抖架18上转动连接有上下对应的两个转辊;将面料穿过两个转辊之间,便可以在抖动过程中利用两个转辊来减小与面料之间的摩擦力,从而避免将面料进行划伤。
通过上述抗皱保形聚酯纤维面料制备方法制备出的抗皱保形聚酯纤维面料,所述的抗皱保形聚酯纤维面料主要包括聚酯纤维、涤纶纤维、棉花纤维和亚麻纤维。