一种带3D动作仿真的花式剪刀控制系统及方法
文献发布时间:2024-01-17 01:28:27
技术领域
本发明涉及冲压技术领域,尤其涉及一种带3D动作仿真的花式剪刀控制系统及方法。
背景技术
随着社会的发展,冲压工艺越来越复杂,导致传统的简单的工艺无法满足要求,进而催生了复杂的花式剪刀控制方式,该方式的剪刀参数工艺复杂、调试难度大、调试时间长,产生不良品多,由此,为降低调试成本,开发一种新的可提前预判动作的花式剪刀控制系统来解决该类问题。
发明内容
本发明的目的是提供一种带3D动作仿真的花式剪刀控制系统及方法,该系统及方法基于图像处理算法,使其复杂的花式剪刀控制工艺,可在人机交互界面上,以简单易懂的方式呈现,以便于找出异常点,快速解决问题,可降低调试难度、减少调试成本、降低出错率及降低排查难度,提高生产效率。
为实现上述目的,采用以下技术方案:
一种带3D动作仿真的花式剪刀控制系统,包括:
若干角度编码器,所述角度编码器至少用于对剪刀的位置信息进行采集并反馈至MCU;
MCU,所述MCU至少用于通过气缸控制剪刀动作;
人机交互界面,所述人机交互界面至少用于显示系统状态、剪刀动作状态;
3D动作模拟模块,所述3D动作模拟模块至少用于绘制3D图形,以在人机交互界面上以3D图形显示剪刀的动作状态;
用户还可以通过所述人机交互界面对剪刀的动作行程进行预设,MCU还用于在人机交互界面上获取剪刀动作指令并作出对剪刀后续行程动作的控制。
进一步地,所述MCU还用于获取编码器采集的剪刀的角度数值信息。
进一步地,每一角度编码器与每一剪刀一一对应布置。
还提供一种带3D动作仿真的花式剪刀控制方法,采用上述的带3D动作仿真的花式剪刀控制系统,包括如下步骤:
S1:MCU通过对角度编码器信号进行信号滤波并采集,并将采集的信号进行运算处理,以得到剪刀的角度数值,并将该数值传递至人机交互界面上显示;
S2:在人机交互界面上配置冲压动作总次数;
S3:在人机交互界面上配置每把剪刀的起始角度和结束角度;
S4:在人机交互界面上配置每把剪刀的目标数和动作数;
S5:根据待加工产品的需求,在人机交互界面上,对若干剪刀分别配置动作方式;
S6:在人机交互界面上,配置每把剪刀的动作状态参数,依据该动作状态参数,通过MCU提前将待加工产品的整个动作流程以时序图方式在人机交互界面上呈现;
S7:MCU依据上述配置好的加工参数,采用步数计数的方式,控制剪刀作出相应的裁剪动作;
S8:MCU依据角度编码器和剪刀动作状态参数,控制3D动作模拟模块绘制3D图形,并在人机交互界面上的时序图中的对应位置处,以3D动态图形显示。
进一步地,可在人机交互界面上对时序图进行局部放大查看,或全局总览查看。
进一步地,所述S6具体包括如下步骤:
S61:在人机交互界面上绘制一时序网格区域,其中,该时序网格区域的X轴是基于S2配置的产品冲压动作的总次数,绘制的总的时序轴,X轴上的每一节点为时序轴的每一时间点,Y轴上的每一节点代表每一所使用的剪刀;
S62:依据X轴的每一节点、Y轴的每一节点,将时序网格区域划分为若干个可自适应调节其大小的小时序网格;
S63:依据配置的每一剪刀动作状态参数,在产品生产周期的每个时间点对应的小时序网格中,绘制相对应的颜色,其中,若剪刀动作状态参数为进行裁剪动作,则绘制第一颜色,若剪刀动作状态参数为不进行裁剪动作,则绘制颜色与第一颜色不同的第二颜色。
进一步地,所述S8具体包括如下步骤:
S81:获取生产一个产品对应的当前冲压次数,若该当前冲压次数和剪刀对应的时序动作区域相对应时,在与该剪刀对应的小时序网格中,绘制带有第三颜色的正方体,且当冲压次数不与对应的时序动作区域对应时,将其还原绘制成原先的颜色,其中,在绘制带有第三颜色的正方体时,会在正方体的上方显示相应的冲压次数。
采用上述方案,本发明的有益效果是:
基于图像处理算法,使其复杂的花式剪刀控制工艺,可在人机交互界面上,以简单易懂的方式呈现,以便于找出异常点,快速解决问题,可降低调试难度、减少调试成本、降低出错率及降低排查难度,提高生产效率。
附图说明
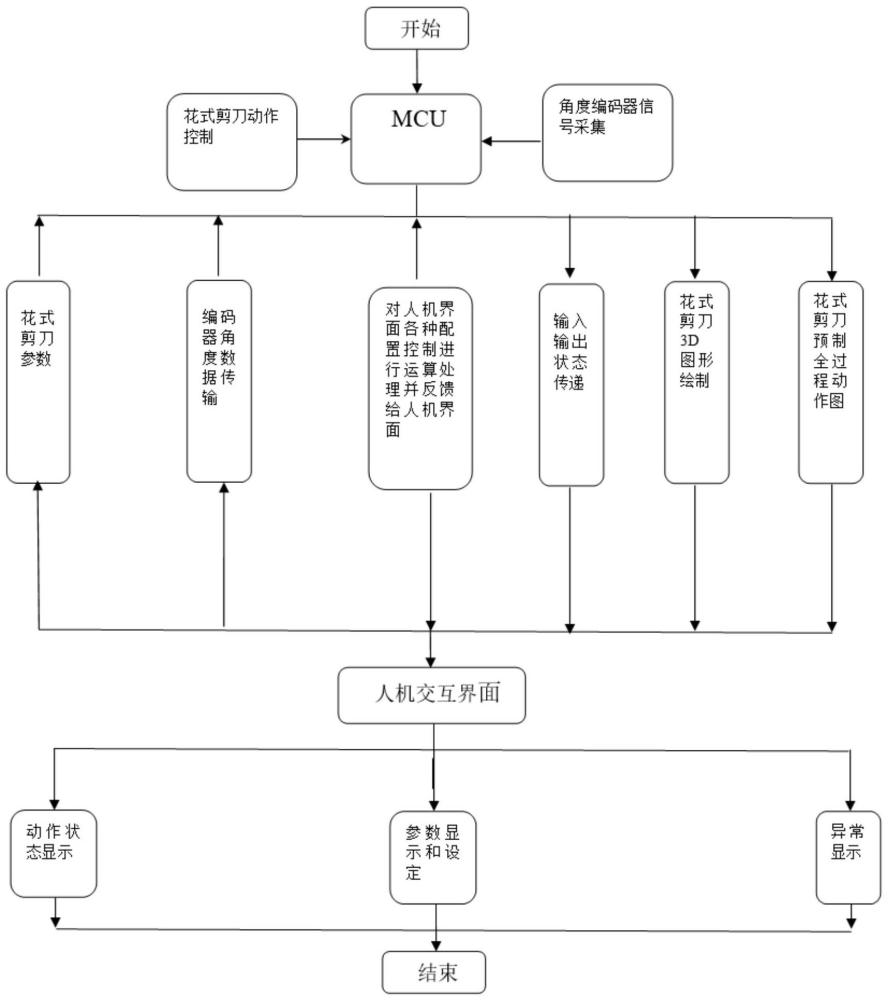
图1为本发明的系统的原理性框图;
图2为本发明的,其中一实施例中,3D仿真效果图。
具体实施方式
以下结合附图和具体实施例,对本发明进行详细说明。
参照图1至2所示,本发明提供一种带3D动作仿真的花式剪刀控制系统,用在冲压机床中,具体可应用于控制冲压机床上剪刀的动作,包括若干角度编码器,所述角度编码器至少用于对剪刀的位置信息进行采集并反馈至MCU;MCU,所述MCU至少用于通过气缸控制剪刀动作;人机交互界面,所述人机交互界面至少用于显示系统状态、剪刀动作状态;3D动作模拟模块,所述3D动作模拟模块至少用于绘制3D图形,以在人机交互界面上以3D图形显示剪刀的动作状态;用户还可以通过所述人机交互界面对剪刀的动作行程进行预设,MCU还用于在人机交互界面上获取剪刀动作指令并作出对剪刀后续行程动作的控制;所述MCU还用于获取编码器采集的剪刀的角度数值信息;每一角度编码器与每一剪刀一一对应布置。
继续参照图1至2所示,具体的,MCU还用于获取人机交互界面形成的编码器角度校准指令,同时对人机交互界面各种配置控制进行运算处理并反馈给人机交互界面,以及显示输入输出状态,该控制系统可应用于冲压机床,能够通过编程预设一次性完成复杂工件的全自动加工,同时,还设有3D动作模拟模块,可使剪刀动作以3D方式,在人机交互界面上仿真呈现,进而便于找出异常点,快速解决问题,可降低调试难度、减少调试成本、降低出错率及降低排查难度,提高生产效率。
还提供一种带3D动作仿真的花式剪刀控制方法,应用于上述控制系统,包括如下步骤:
S1:MCU通过对角度编码器信号进行信号滤波并采集,并将采集的信号进行运算处理,以得到剪刀的角度数值,并将该数值传递至人机交互界面上显示;
在该步骤中,MCU会将获取的剪刀角度数值传递至人机交互界面上显示,同时,也会将角度数值和设备上冲压滑块位置进行匹配校准处理,使显示的角度数值和冲压滑块高度位置一致,如当角度为0°时,对应冲压滑块的最高位置,而角度为180°时,对应滑块最低位置,而当角度从0°变化到180°为冲压滑块下降过程,从180°变化到0°为冲压滑块上升过程。
S2:在人机交互界面上配置冲压动作总次数;
S3:在人机交互界面上配置每把剪刀的起始角度和结束角度;
S4:在人机交互界面上配置每把剪刀的目标数和动作数;
其中,冲压动作总次数为待加工某一产品时,设备总的冲压次数;目标数为剪刀输出控制气缸动作次数的起始条件,即当当前数计数到配置的任意一个目标数时,对应的剪刀开始动作,并执行其对应的动作数;动作数为剪刀单周期内需要执行裁剪动作的步数,此外,还会在人机交互界面上配置工位参数,其为剪刀所对应冲压机台模具里面气缸的位置,配置工位参数即预设气缸动作参数,控制剪切不同位置的材料。
S5:根据待加工产品的需求,在人机交互界面上,对若干剪刀分别配置动作方式;
其中,动作方式包括奇数裁剪、偶数裁剪、无规律裁剪等,如奇数裁剪,是处于奇数位置处的剪刀进行裁剪动作。
S6:在人机交互界面上,配置每把剪刀的动作状态参数,依据该动作状态参数,通过MCU提前将待加工产品的整个动作流程以时序图方式在人机交互界面上呈现;
其中,剪刀的动作状态参数包括进行裁剪动作、不进行裁剪动作,一实施例中,其具体步骤如下:
如图2所示,首先在人机交互界面上绘制一时序网格区域,其中,该时序网格区域的X轴是基于S2配置的产品冲压动作的总次数,绘制的总的时序轴,X轴上的每一节点为时序轴的每一时间点,Y轴上的每一节点代表每一所使用的剪刀。
随后,依据X轴的每一节点、Y轴的每一节点,将时序网格区域划分为若干个可自适应调节其大小的小时序网格,即通过以X轴节点为起点画竖线,以Y轴节点为起点画横线,将时序网格区域划分成若干个小时序网格,且每个小时序网格的大小可自适应调整,以便局部放大和整体缩小。
最后,依据配置的每一剪刀动作状态参数,在产品生产周期的每个时间点对应的小时序网格中,绘制相对应的颜色,其中,若剪刀动作状态参数为进行裁剪动作,则绘制第一颜色,若剪刀动作状态参数为不进行裁剪动作,则绘制颜色与第一颜色不同的第二颜色。如表格中的第一行,代表其中一把剪刀,将剪刀在每一时间节点的动作状态,以表格颜色进行表示,如在第一格时(也即第一个时间点时),剪刀预设是进行裁剪动作,则在该格中绘制第一颜色,若是第二格时(也即第二个时间点时),剪刀预设时不进行裁剪动作,则绘制第二颜色,以此类推,将每把剪刀在每个时间点时的动作状态,通过带有颜色的表格的方式进行呈现,在该实施例中,第一颜色为灰色,第二颜色为白色,颜色不做限制,彼此不相同即可。
S7:MCU依据上述配置好的加工参数,采用步数计数的方式,控制剪刀作出相应的裁剪动作;
每把剪刀都会配置一起始角度和结束角度,当对应角度编码器的角度变化到起始角度时,当前计数加1,而当对应角度编码器的角度变化到达结束角度时,关闭裁剪动作,当前计数达到第一个目标数,且在预设的角度范围内,对应剪刀开始裁剪,持续裁剪动作次数后,编码器到达结束角度结束裁剪;同理到第二个目标数,第二个动作数时,做出相应的判断进行裁剪动作,以此类推。
具体的,如单把剪刀执行裁剪动作的步骤如下:
首先,比较当前计数与目标数,当前计数达到目标数时,执行下一步,否者当前计数继续计数,即当前计数加1后再执行该步骤;随后,判断对应剪刀的角度数值是否在预设的角度范围,若是,则执行剪刀裁剪动作,若不是,不执行剪刀裁剪动作;最后,裁剪过程中持续判断当前计数是否在设定的目标数和动作数之间内,若是,剪刀持续裁剪直至动作数结束,完成裁剪,否则剪刀不进行裁剪动作,完成裁剪后进行下一个目标数判断。
S8:MCU依据角度编码器和剪刀动作状态参数,控制3D动作模拟模块绘制3D图形,并在人机交互界面上的时序图中的对应位置处,以3D动态图形显示。
参照图2所示,MCU会依据角度编码器和剪刀动作状态参数,控制3D动作模拟模块绘制3D图形,其中,角度编码器采集的角度数值要在预设的角度范围内,剪刀动作参数要为进行裁剪动作,才进行绘制3D图形,具体工作时,首先会获取生产一个产品对应的当前冲压次数,若该当前冲压次数和剪刀对应的时序动作区域相对应时,在与该剪刀对应的小时序网格中,绘制带有第三颜色的正方体,且当冲压次数不与对应的时序动作区域对应时,将其还原绘制成原先的颜色,其中,在绘制带有第三颜色的正方体时(如图2所示),会在正方体的上方显示相应的冲压次数,以3D和2D之间的视觉变化,达到动态显示效果,该实施例中,第三颜色为绿色,但并不限制其颜色,和第一颜色、第二颜色有区别即可,同时,还会在正方体的上方显示相应的冲压次数,并随时序图的位置进行递变,如第三个小时序网格上方显示3,到下一冲压次数时,即第四个小时序网格上方显示4,而第三个小时序网格上方的3消失,可便于查看当前冲压次数。
此外,一实施例中,也可在人机交互界面上对时序图进行局部放大查看,或全局总览查看。进行局部放大查看时,可首先设定查看时序范围,MCU根据设定范围和人机交互界面的大小,自动算好的对应的小时序网格区域比例,把设定查看的区域时序、3D动态区域,绘制更大的区域颜色,填满显示区域,以达到局部放大效果,在进行全局总览查看时,设定查看全部时序区域,MCU根据全部时序区域指令和人机交互界面的大小,自动算好的对应的时序区域比例,把全部的区域时序、3D动态区域,绘制更小区域颜色,填满显示区域,显示全部剪刀时序区域,以达到全局总览查看效果。
用户可在人机交互界面根据全局总览校验参数是否正确,产品工艺参数是否正确,用户也可在人机交互界面根据局部放大,局部查看动作,便于找出异常点,快速解决问题,其是根据产品形状来判断,具体的如,第一把剪刀的第3个小时序网格是裁剪的,其是灰色的,但参数设定好后,仿真出的结果是不裁剪的,即对应的小时序网格的颜色是白色的,就可判断参数设定有误,重新设置参数,通过这样的方式,可使得复杂的花式剪刀控制工艺,在人机交互界面上,以简单易懂的方式呈现,以便于找出异常点,快速解决问题,可降低调试难度、减少调试成本、降低出错率及降低排查难度,提高生产效率。
以上仅为本发明的较佳实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。