贴合方法及显示模组
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及显示模组全贴合技术领域,特别是涉及一种贴合方法及显示模组。
背景技术
随着科技的发展和人们生活水平的提高,以触摸屏手机、平板电脑等产品为代表的智能终端设备已成为人们不可或缺的消费类电子产品,以手机为例,其包括玻璃盖板、液晶面板以及触摸传感器,玻璃盖板与液晶面板一般采用高透明的胶粘剂进行贴合的方式,并且玻璃盖板越来越趋向于3D曲面玻璃或其他其他异形玻璃。
现有技术中玻璃盖板与液晶面板一般通过OCA(Optically Clear Adhesive,光学胶带)或OCR(Optical Clear Resin,光学水胶)粘结为一体,但是在粘结过程中,由于玻璃盖板翘曲等原因,在胶层刮涂过程中,易导致胶层的平整度较差,严重影响屏幕的画面显示效果,并且对胶水的浪费严重;另外,将玻璃盖板放置于模具中进行胶层的涂布,传统模具的外边缘设计有封胶轨道,由于胶水具有流动性,在胶层的刮涂过程中,胶水覆盖整个粘结面,造成胶水的严重浪费,提高显示模组的制造成本。
发明内容
基于此,有必要针对玻璃盖板上胶层刮涂过程中,胶层平整度差,且胶水浪费严重的问题,提供一种贴合方法及显示模组。
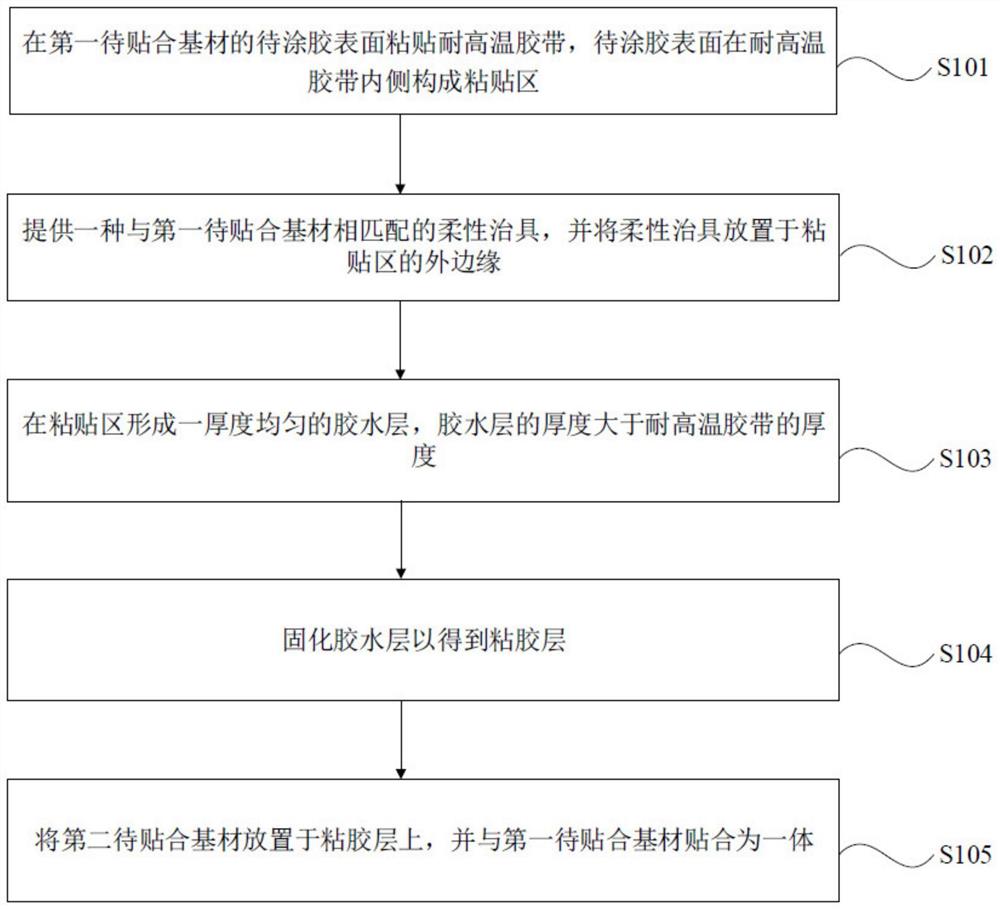
一种贴合方法,包括以下步骤:
在第一待贴合基材的待涂胶表面粘贴耐高温胶带,所述待涂胶表面在所述耐高温胶带内侧构成粘贴区;
提供一种与所述第一待贴合基材相匹配的柔性治具,并将所述柔性治具放置于所述粘贴区的外边缘;
在所述粘贴区形成一厚度均匀的胶水层,所述胶水层的厚度大于所述耐高温胶带的厚度;
固化所述胶水层以得到粘胶层;
将第二待贴合基材放置于所述粘胶层上,并与所述第一待贴合基材贴合为一体。
上述贴合方法,用于将第一待贴合基材与第二待贴合基材贴合为一体,提供柔性治具以匹配第一待贴合基材的形状,可避免因第一待贴合基材的翘曲等原因,导致胶水涂布不均匀的问题,保证胶水在刮涂过程中的平整度,并且将柔性治具放置于粘贴区的外边缘,减小胶水的涂布区域,避免胶水的浪费,当改变第一待贴合基材的形状时,还能使柔性治具匹配第一待贴合基材,以满足更多样化结构的第一待贴合基材的贴合。
在其中一个实施例中,所述待涂胶表面为曲面,所述柔性治具对应具有与所述待涂胶表面相匹配的曲面。
在其中一个实施例中,所述柔性治具为玻璃纤维板。
在其中一个实施例中,步骤“在所述粘贴区形成一厚度均匀的胶水层,所述胶水层的厚度大于所述耐高温胶带的厚度”具体为:
将胶水呈Z型涂布至所述粘贴区;
使用刮平机构刮涂胶水以形成一厚度均匀的胶水层。
在其中一个实施例中,所述刮平机构包括驱动单元及与所述驱动单元传动连接的刮刀头。
在其中一个实施例中,步骤“固化所述胶水层以得到粘胶层”之后,还包括以下步骤:
移除所述柔性治具;
撕除所述耐高温胶带。
在其中一个实施例中,步骤“固化所述胶水层以得到粘胶层”具体为:
将所述胶水层放置于加热炉内或加热管下进行加热固化处理,以得到粘胶层。
在其中一个实施例中,所述胶水为AB胶,所述AB胶由A组分和B组分按照1:1或1:2的质量比例混合后制得。
一种显示模组,基于如上述技术方案任一项所述的贴合方法制作,包括:
玻璃盖板与液晶面板,所述玻璃盖板与所述液晶面板之间通过所述粘胶层连接。
上述显示模组,通过上述技术方案任一项的贴合方法制作,显示模组包括玻璃盖板与液晶面板,玻璃盖板与液晶面板之间通过粘胶层连接为一体,在玻璃盖板与液晶面板的贴合过程中,提供柔性治具以匹配玻璃盖板或液晶面板的形状,可避免因玻璃盖板或液晶面板的翘曲等原因,导致胶水涂布不均匀的问题,保证胶水在刮涂过程中的平整度,并且将柔性治具放置于粘贴区的外边缘,减小胶水的涂布区域,避免胶水的浪费,当改变玻璃盖板或液晶面板的形状时,还能使柔性治具匹配玻璃盖板或液晶面板以满足更多样化结构玻璃盖板与液晶面板的贴合,丰富了显示模组的结构类型。
在其中一个实施例中,所述玻璃盖板与所述液晶面板的贴合表面为曲面。
附图说明
图1为本发明提供的贴合方法的流程示意图;
图2为本发明提供的贴合方法的贴合结构示意图;
图3为本发明提供的贴合方法的贴合结构另一示意图;
图4为本发明显示模组的结构示意图;
图5为本发明显示模组优选实施方式中的结构示意图。
附图标记:
110、第一待贴合基材;111、耐高温胶带;112、粘贴区;120、柔性治具;130、粘胶层;140、刮平机构;141、驱动单元;142、刮刀头;150、显示模组;151、玻璃盖板;152、液晶面板。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
下面结合附图介绍本发明实施例提供的技术方案。
如图1、图2及图3所示,本发明提供了一种贴合方法,用于对两相对设置的第一待贴合基材110与第二待贴合基材(图示未示出)进行贴合,该贴合方法包括以下步骤:
步骤S101:在第一待贴合基材110的待涂胶表面粘贴耐高温胶带111,待涂胶表面在耐高温胶带111内侧构成粘贴区112。
首先使用酒精无尘布等辅助工具对第一待贴合基材110的待涂胶表面进行清洁,清除第一待贴合基材110表面的灰尘、脏污等杂质,保持第一待贴合基材110待涂胶表面的洁净,便于后续在第一待贴合基材110表面涂布胶水,减少胶水与第一待贴合基材110表面的气泡、空隙等不良现象的产生,提高粘胶层130的平整度。
步骤S102:提供一种与第一待贴合基材110相匹配的柔性治具120,并将柔性治具120放置于粘贴区112的外边缘。
柔性治具120在设计过程中,根据粘胶层130的厚度、第一待贴合基材110形状对应设置,柔性治具120的高度优选为与粘胶层130最终所需的厚度一致,在后续胶水的刮涂过程中,可限定粘胶层130的厚度,避免在胶水刮涂之后,需通过人工处理以使粘胶层130达到需求厚度,可减少胶水的浪费。柔性治具120的形状优选为与第一待贴合基材110形状一致,可使得柔性治具120与第一待贴合基材110贴合更为紧密,并且,由于柔性治具120具有柔性,在第一待贴合基材110与第二待贴合基材的贴合过程中,柔性治具120能发生变形以匹配第一待贴合基材110的形状,可避免因第一待贴合基材110的翘曲等原因,导致胶水涂布不均匀的问题,保证胶水在刮涂过程中的平整度,并可避免胶水从柔性治具120与第一待贴合基材110的缝隙中溢出,减少胶水的浪费。当然,柔性治具120也可根据胶层的所需形状具体设置,以保证胶水在后续刮涂过程中,能够形成特定形状,以提高粘胶层130的平整度和避免胶水的浪费。
另外,将柔性治具120放置于粘贴区112的外边缘,以减小胶水的涂布区域,相较于传统的使用封胶轨道来限制胶水的刮涂,将封胶轨道放置于第一待贴合基材110的外边缘,由于胶水具有流动性,胶水需流动至接触封胶轨道才可形成粘胶层130,本实施方式中胶水的涂布区域可大大减小,避免胶水的浪费。其中,柔性治具120可通过耐高温胶带111固定于第一待贴合基材110上,并且柔性治具120靠近粘贴区112设置。
步骤S103:在粘贴区112形成一厚度均匀的胶水层,胶水层的厚度大于耐高温胶带111的厚度。
在胶水涂布至粘贴区112的过程中,需保证刮涂力与刮涂速度的均匀性,并且在胶水刮涂完成后,形成厚度均匀的粘胶层130,避免在后续对粘胶层130进行固化处理的过程中,因粘胶层130部分区域应力较为集中,粘胶层130出现开裂、脱胶等现象,严重影响第一待贴合基材110与第二待贴合基材的贴合效果。另外,粘胶层130的厚度大于耐高温胶带111的厚度,保证在第一待贴合基材110与第二待贴合基材的贴合过程中,第一待贴合基材110与第二待贴合基材之间具有足够的胶水进行粘结,提高第一待贴合基材110与第二待贴合基材的粘结强度,继而提高产品的粘结质量。
步骤S104:固化胶水层以得到粘胶层130。
步骤S105:将第二待贴合基材放置于粘胶层130上,并与第一待贴合基材110贴合为一体。
上述贴合方法,用于将第一待贴合基材110与第二待贴合基材贴合为一体,提供柔性治具120以匹配第一待贴合基材110的形状,可避免因第一待贴合基材110的翘曲等原因,导致胶水涂布不均匀的问题,保证胶水在刮涂过程中的平整度,并且将柔性治具120放置于粘贴区112的外边缘,减小胶水的涂布区域,避免胶水的浪费,当改变第一待贴合基材110的形状时,还能使柔性治具120匹配第一待贴合基材110,以满足更多样化结构的第一待贴合基材110的贴合。
为满足更多样化结构的第一待贴合基材110与第二待贴合基材的贴合,一种优选实施方式,如图2、图3所示,第一待贴合基材110的待涂胶表面为曲面,柔性治具120对应具有与待涂胶表面相匹配的曲面。即第一待贴合基材110具有曲面,柔性治具120也具有曲面,并且第一待贴合基材110的曲面与柔性治具120的曲面相互对应。上述实施方式中的第一待贴合基材110与柔性治具120可完美匹配,以满足更多样化结构的第一待贴合基材110的贴合。
当然,第一待贴合基材110的待涂胶表面也可为其他形状的异形面,如:波纹面、凸起面等,此时,柔性治具120也对应具有其他形状的异形面,如:波纹面、凸起面等,并且第一待贴合基材110的异形面与柔性治具120的异形面相互对应设置。
为使得柔性治具120能够与第一待贴合基材110相匹配,一种优选实施方式,如图2、图3所示,柔性治具120为玻璃纤维板。由于玻璃纤维板具有较好的耐热性和耐潮性,且具有良好的加工性,便于根据胶层的厚度以及第一待贴合基材110的形状加工出特定形状的柔性治具120,并且在对粘胶层130进行固化处理的过程中,柔性治具120可维持粘胶层130的形状。
为使胶水在刮涂过程中的受力均匀,一种优选实施方式,如图3所示,步骤S103具体为:将胶水呈Z型涂布至粘贴区112在,并使用刮平机构140刮涂胶水以形成一厚度均匀的粘胶层130。其中,由于胶水内部具有一定的黏连性,将胶水呈Z型涂布至粘贴区112,避免因在添加胶水的过程中,胶水过于集中,一方面不易于胶水的刮涂,另一方面,胶水刮涂过程中易导致胶水内部分子被破坏,影响胶水的粘结强度。当然,在其他实施方式中,也可使用点胶的方式将胶水涂布至粘贴区112,对于胶水的具体涂布方式,本发明不做限制,只需满足胶水能够均匀涂布整个粘贴区112即可。
另外,通过刮平机构140刮涂胶水,可保证胶水在刮涂过程中的受力均匀性。具体地,如图3所示,刮平机构140包括驱动单元141与刮刀头142,驱动单元141与刮刀头142传动连接。其中,驱动单元141可输出驱动力至刮刀头142上,驱动刮刀头142的移动,以完成对胶水的刮涂。驱动单元141可为电机驱动、气缸驱动等的一种,相较于传统的通过人工移动刮刀头142对胶水进行刮涂,电机驱动或气缸驱动可设置力的大小,可保证胶水在刮涂过程中的受力均匀性,以提高粘胶层130的平整度,提高第一待贴合基材110与第二待贴合基材之间的贴合强度,对于驱动单元141的具体驱动方式本发明不做限制,只需满足胶水在刮涂过程中受力均匀即可。
并且,如图3所示,刮刀头142具有斜面,并且斜面与刮涂面的夹角为30°-60°,刮刀头142设置有斜面可使得在胶水的刮涂过程中,可通过刮刀头142对胶水施加朝向第一待贴合基材110表面的压力,胶水受到朝向第一待贴合基材110表面的压力作用,有利于提高粘胶层130的平整度,并提高胶水与第一待贴合基材110的结合强度。具体地,斜面与刮涂面的夹角可以为30°、35°、40°、45°、50°、55°、60°,当然,斜面与刮涂面所成夹角不局限于上述范围值,还可以为30°-60°这一范围内的其他数值。另外,在其他实施方式中,斜面与刮涂面的夹角也可为30°-60°这一范围外的数值,可根据刮刀头142的具体工艺设置。
为将第一待贴合基材110与第二待贴合基材贴合为一体,一种优选实施方式,步骤S104之后还包括:将柔性治具120移除,撕除耐高温胶带111,将第二待贴合基材放置于粘胶层130上,并与第一待贴合基材110贴合为一体。在柔性治具120移除的过程中,为避免人直接接触柔性治具120对粘胶层130的破坏,可使用镊子、尖嘴钳等辅助工具移除柔性治具120。待柔性治具120移除之后再撕除耐高温胶带111,并将第一待贴合基材110与第二待贴合基材贴合为一体。
为固化胶水层,一种优选实施方式,如图2、图3所示,步骤S104具体为:将粘胶层130放置于加热炉内或加热管下进行加热固化处理,以得到粘胶层130,使粘胶层130在贴合第一待贴合基材110与第二待贴合基材过程中充分发挥胶水的粘结效果。在其中一种实施方式中,将粘胶层130同第一待贴合基材110共同放置于加热炉中,通过控制加热炉内的温度使粘胶层130固化。在另外一种实施方式中,将粘胶层130连同第一待贴合基材110共同放置于加热管下,通过红外线光照射粘胶层130使粘胶层130得以固化,红外加热管能够与被加热的材料精确匹配,即红外能量能够有效被粘胶层130吸收,能够对粘胶层130局部或者全部加热,可控制粘胶层130的加热区域以及控制加热时间,相较于通过热气加热使粘胶层130固化的方式,消耗更少的能耗,更快的加热速度和更好的加热效果。
需要说明的是,粘贴区112中的涂布的胶水为AB胶,AB胶有A组分和B组分按照1:1或1:2的质量比例混合后制得。当然,在其他实施方式中,也可采用其他能够粘结第一待贴合基材110与第二待贴合基材的胶水,如:快干胶、UV胶(紫外线胶)等。并且AB胶中A组分和B组分不局限于按照上述提供的1:1或1:2的质量比例混合后制得,A组分与B组分还可以为1:3、2:3、1:4、3:4等其他混合后能够发挥粘结效果的质量比例,本发明中对于A组分与B组分的具体质量比例不做限制,可根据粘合需求以及混合工艺等具体设置。
另外,如图4所示,本发明还提供了一种显示模组150,显示模组150包括玻璃盖板151与液晶面板152,首先在玻璃盖板151的待涂胶表面粘贴耐高温胶带111,待涂胶表面在耐高温胶带111内侧构成粘贴区112,然后将柔性治具120设置于玻璃盖板151的待涂胶表面,并将柔性治具120靠近粘贴区112的外边缘,其次使用刮平机构140将胶水涂布至粘贴区112以形成一厚度均匀的粘胶层130,并保证粘胶层130的厚度大于耐高温胶带111的厚度,最后对粘胶层130进行固化处理后得到粘胶层130,并移除柔性治具120,撕除耐高温胶带111,将玻璃盖板151与液晶面板152之间通过粘胶层130连接为一体,形成显示模组150。在其他一种实施方式中,显示模组150包括触控面板与液晶面板152,触控面板与液晶面板152之间也通过粘胶层130连接。当然,显示模组150还可包括其他相对设置的面板,并且相对设置的面板之间通过粘胶层130连接。
上述显示模组150,通过上述技术方案任一项的贴合方法制作,显示模组150包括玻璃盖板151与液晶面板152,玻璃盖板151与液晶面板152之间通过粘胶层130连接为一体,在玻璃盖板151与液晶面板152的贴合过程中,提供柔性治具120以匹配玻璃盖板151或液晶面板152的形状,可避免因玻璃盖板151或液晶面板152的翘曲等原因,导致胶水涂布不均匀的问题,保证胶水在刮涂过程中的平整度,并且将柔性治具120放置于粘贴区112的外边缘,减小胶水的涂布区域,避免胶水的浪费,当改变玻璃盖板151或液晶面板152的形状时,还能使柔性治具120匹配玻璃盖板151或液晶面板152以满足更多样化结构玻璃盖板151与液晶面板152的贴合,丰富了显示模组150的结构类型。
为丰富显示模组150的结构类型,一种优选实施方式,如图5所示,盖板玻璃与液晶面板152的贴合表面为曲面。盖板玻璃与液晶面板152的贴合表面之间均设置有粘胶层130。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。