轴承外圈内径全检机
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及轴承加工领域,具体是指一种轴承外圈内径全检机。
背景技术
轴承外圈在加工后,根据客户要求对轴承外圈的内径进行检测,目前轴承外圈的内径通过人工测量方式进行检测,而有些客户希望对轴承外圈的内径进行全检,但是微型轴承尺寸较小,测量起来十分不便,导致测量效率低下。
发明内容
本发明要解决的技术问题是针对上述现有技术的不足,而提供一种轴承外圈内径全检机。为解决上述技术问题,本发明采用的技术方案是:
一种轴承外圈内径全检机,包括机架,机架上方安装有控制箱和由电机控制的上料盘;所述机架上安装有支撑架,支撑架上安装有导料板,导料板上加工有料道,料道前后端侧面分别加工有进料槽和出料槽;所述导料板前端一侧安装有推料部件,推料部件将上料盘送出的轴承外圈经进料槽送入至料道内;所述导料板一侧安装有移送部件,移送部件将料道内轴承外圈向前移送,导料板另一侧安装有检测部件和剔除部件,剔除部件剔除料道内尺寸不合格的轴承外圈;所述导料板尾部安装有下料部件,下料部件将料道内的轴承外圈经出料槽排出。
进一步的,所述推料部件包括气缸一,气缸一通过支架一安装在机架上,气缸一的活塞端连接有推板,推板底部设置有凸出的推料头,推料头推送轴承外圈。
进一步的,所述移送部件包括下支撑,下支撑安装在机架上,下支撑上两侧连接有导轨组件一;所述导轨组件一的滑块上安装有座板;所述下支撑中间处通过支架二安装有气缸二,气缸二的活塞端与座板侧面连接;所述座板上安装有导轨组件二,导轨组件二的滑块上连接有垫板;所述座板上通过支架三安装有气缸三,气缸三的活塞端通过接头与垫板连接,垫板侧面间隔安装有卡板;所述卡板凸出垫板,卡板凸出垫板侧加工有与轴承外圈外形适配的卡口;所述导轨组件二两端均安装有限位座,限位座上螺纹连接有限位螺钉;所述垫板两侧均安装有限位块,限位块上安装有与限位螺钉配合的限位杆。
进一步的,所述检测部件采用高清工业相机,高清工业相机位于料道的上方。
进一步的,所述剔除部件包括气缸四,气缸四安装在支撑架上,气缸四的活塞端连接有舌块;所述料道底部加工有贯通槽,舌块伸入至贯通槽内;所述舌块上加工有落料孔,舌块下方设置有左落料管和右落料管,左落料管和右落料管下方对应设置有收纳盒;所述左落料管和右落料管通过夹板相互连接;所述导料板下方安装有导轨组件三,夹板一侧安装在导轨组件三的滑块上;所述导料板下方安装有气缸五,气缸五的活塞端与夹板一端连接。
进一步的,所述下料部件包括工作台、气缸六和气缸七,工作台安装在机架上,工作台表面上下侧均安装有导轨组件四;所述导轨组件四的滑块上安装有料板,料板上均布有竖向的料槽;所述工作台中间位置处设置有丝杆,丝杆两端通过丝杠座安装在工作台上,料板底部与丝杆上的丝杆滑块连接;所述工作台下方设置有马达,马达驱动丝杆转动;所述出料槽一侧安装有弧形料板,弧形料板上加工有弧形料道,弧形料道两端分别与出料槽和料板的料槽连通;所述气缸六通过气杆支撑板安装在出料槽一侧,气缸六的活塞端连接有顶杆一,顶杆一将轴承外圈经出料槽顶入至弧形料道内;所述气缸七位于气缸六的下方,气缸七的活塞端连接有顶杆二,顶杆二伸入至料板的料槽内。
与现有技术相比,本发明的一种轴承外圈内径全检机,通过推料部件将上料盘上的轴承外圈送入至料道内,由移送部件移送料道上的轴承外圈,经过检测部件对轴承外圈内径进行检测,提高检测质量,通过剔除部件剔除不合格零件,同时下料部件将合格产品下料,缩短了检测时间,大幅提升了检测效率。
附图说明
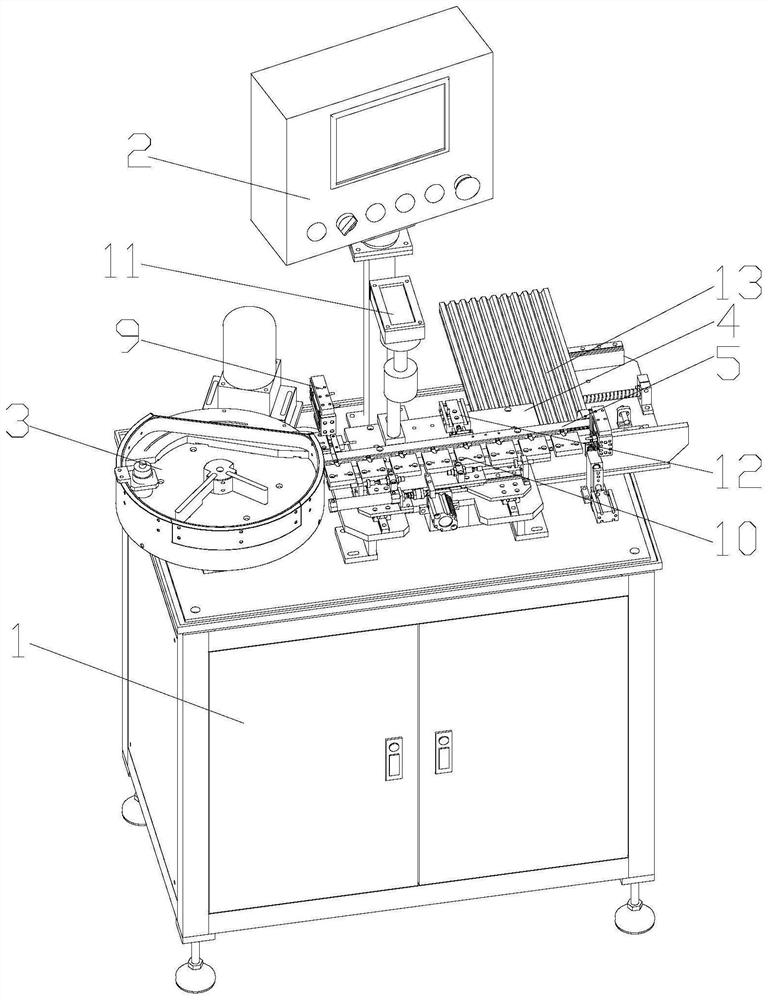
图1是本发明的结构示意图;
图2是本发明推料部件的结构示意图;
图3是本发明移送部件的结构示意图;
图4是本发明剔除部件的结构示意图;
图5是本发明剔除部件中去除导料板的结构示意图;
图6是本发明下料部件的俯视图;
图7是本发明下料部件的侧视图;
其中,1、机架,2、控制箱,3、上料盘,4、支撑架,5、导料板,6、料道,7、进料槽,8、出料槽,9、推料部件,10、移送部件,11、检测部件,12、剔除部件,13、下料部件,911、气缸一,912、推板,913、推料头,1011、下支撑,1012、导轨组件一,1013、座板,1014、气缸二,1015、导轨组件二,1016、垫板,1017、气缸三,1018、卡板,1019、卡口,1020、限位座,1021、限位螺钉,1022、限位块,1023、限位杆,1211、气缸四,1212、舌块,1213、落料孔,1214、左落料管,1215、右落料管,1216、收纳盒,1217、夹板,1218、导轨组件三,1219、气缸五,1311、工作台,1312、气缸六,1313、气缸七,1314、导轨组件四,1315、料板,1316、丝杆,1317、马达,1318、弧形料板,1319、弧形料道,1320、顶杆一,1321、顶杆二。
具体实施方式
下面将对本发明实施例中的技术方案进行清楚、完整地描述。
如图1~7所示,一种轴承外圈内径全检机,包括机架1,机架1上方安装有控制箱2和由电机控制的上料盘3;所述机架1上安装有支撑架4,支撑架4上安装有导料板5,导料板5上加工有料道6,料道6前后端侧面分别加工有进料槽7和出料槽8;所述导料板5前端一侧安装有推料部件9,推料部件9将上料盘3送出的轴承外圈经进料槽7送入至料道6内;所述导料板5一侧安装有移送部件10,移送部件10将料道6内轴承外圈向前移送,导料板5另一侧安装有检测部件11和剔除部件12,检测部件11采用高清工业相机,如基恩士公司的线型扫描相机,高清工业相机通过相机支架安装在料道6的上方,剔除部件12用于剔除料道内尺寸不合格的轴承外圈,剔除部件12剔除出的轴承外圈部分可进行返修,另一部分采取报废处理;所述导料板5尾部安装有下料部件13,下料部件13将料道内的轴承外圈经出料槽8排出。
所述推料部件9包括气缸一911,气缸一911通过支架一安装在机架1上,气缸一911的活塞端连接有推板912,推板912底部设置有凸出的推料头913,推料头913推送轴承外圈进入料道6内。
所述移送部件10包括下支撑1011,下支撑1011安装在机架1上,下支撑1011上两侧连接有导轨组件一1012;所述导轨组件一1012的滑块上安装有座板1013;所述下支撑1011中间处通过支架二安装有气缸二1014,气缸二1014的活塞端与座板1013侧面连接,气缸二1014控制座板1013沿导轨组件一1012运动;所述座板1013上安装有导轨组件二1015,导轨组件二1015的滑块上连接有垫板1016;所述座板1013上通过支架三安装有气缸三1017,气缸三1017的活塞端通过接头与垫板1016连接,气缸三1017控制垫板1016沿导轨组件二1015运动,垫板1016侧面间隔安装有卡板1018;所述卡板1018凸出垫板1016,卡板1018凸出垫板1016侧加工有与轴承外圈外形适配的卡口1019,卡口1019用于夹持轴承外圈,本实施例中,卡口1019呈“V”字型;所述导轨组件二1015两端均安装有限位座1020,限位座1020上螺纹连接有限位螺钉1021;所述垫板1016两侧均安装有限位块1022,限位块1022上安装有与限位螺钉1021配合的限位杆1023,调节限位螺钉1021的位置,控制气缸三1017的运动行程。
所述剔除部件12包括气缸四1211,气缸四1211安装在支撑架4上,气缸四1211的活塞端连接有舌块1212;所述料道6底部加工有贯通槽,舌块1212伸入至贯通槽内;所述舌块1212上加工有落料孔1213,落料孔1213的直径大于轴承外圈的直径,舌块1212下方设置有左落料管1214和右落料管1215,左落料管1214和右落料管1215下方对应设置有收纳盒1216,其中一个收纳盒1216用于收集内径偏小的轴承外圈,此部分轴承外圈可进行返修,另一个收纳盒1216用于收集内径偏大的轴承外圈,此部分轴承外圈只能报废,两个收纳盒1216采用不同颜色进行区分;所述左落料管1214和右落料管1215通过夹板1217相互连接;所述导料板5下方安装有导轨组件三1218,夹板1217一侧安装在导轨组件三1218的滑块上;所述导料板5下方安装有气缸五1219,气缸五1219的活塞端与夹板1217一端连接,气缸五1219推动夹板1217沿导轨组件三1218运动,进而切换落料孔1213下方的落料管。
所述下料部件13包括工作台1311、气缸六1312和气缸七1313,工作台1311安装在机架1上,工作台1311表面上下侧均安装有导轨组件四1314;所述导轨组件四1314的滑块上安装有料板1315,料板1315上均布有竖向的料槽,料槽用于收集排料;所述工作台1311中间位置处设置有丝杆1316,丝杆1316两端通过丝杠座安装在工作台1311上,料板1315底部与丝杆1316上的丝杆滑块连接;所述工作台1311下方设置有马达1317,马达1317通过同步轮同步带驱动丝杆1316转动,进而驱使料板1315沿导轨组件四1314移动;所述出料槽8一侧安装有弧形料板1318,弧形料板1318上加工有弧形料道1319,弧形料道1319两端分别与出料槽8和料板1315的料槽连通;所述气缸六1312通过气杆支撑板安装在出料槽8一侧,气缸六1312的活塞端连接有顶杆一1320,顶杆一1320将轴承外圈经出料槽8顶入至弧形料道1318内,轴承外圈经弧形料道1318落入至料板1315的料槽上;所述气缸七1313位于气缸六1312的下方,气缸七1313的活塞端连接有顶杆二1321,顶杆二1321伸入至料板1315的料槽内,顶杆二1321将料槽内轴承外圈顺序排列。
全检机工作时,由推料部件9的推料头913将上料盘3上送出的轴承外圈推入至导料板5的料道6内,移送部件10的气缸二1014推动座板1013,座板1013上方的卡板1018卡口1019卡住轴承外圈,气缸三1017推动垫板1016,使卡板1018上被卡住的轴承外圈移动,轴承外圈移动到位后,气缸二1014和气缸三1017带动卡板1018复位,检测部件11对经过的轴承外圈拍照,并且通过后台对比以确定轴承外圈内径是否符合要求,不合符要求的轴承外圈由剔除部件12剔除,不合格的轴承外圈经过落料孔1213落入至收纳盒1216内,合格的轴承外圈由下料部件的气缸六1312顶出,然后整齐排列在料板1315的料槽内。
本发明并不局限于所述的实施例,本领域的技术人员在不脱离本发明的精神即公开范围内,仍可作一些修正或改变,故本发明的权利保护范围以权利要求书限定的范围为准。