一种多层木板及其加工工艺
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及木板加工技术领域,具体为一种多层木板及其加工工艺。
背景技术
多层木板一般指胶合板。胶合板是由木段旋切成单板或由木方刨切成薄木,再用胶粘剂胶合而成的三层或多层的板状材料,通常用奇数层单板,并使相邻层单板的纤维方向互相垂直胶合而成。
在现有技术中,多层木板在生产过程中一般都是一次性热压成型或者冷压成型的;热压的优点是生产效率高,产品成型的质量好速度快,缺点是木材压缩损失大,各板内以及各板之间的内应力大;冷压的优点是成品内应力小,变形小,木材压缩损失少,缺点是成型速度慢。为了进一步的提高多层木板的结构强度,有不少的模板中还设置有金属材质的结构层或加强板,该板上需设置若干的凸起,一方面增加与板材之间的接触面积,一方面凸起伸入板材内可以起到支撑和抗弯曲的效果,但是这也导致了该板难以一次性成型,需分批压制。
现有的压制过程都是从下到上的步骤进行压制成型,但是这样的过程会导致底板受到多次重复的热压,底板的木材压缩损失大,使整体的结构强度降低;同时采用普通的热压机直接压制加强板会破坏板上的凸起,破坏该板加强多层木板结构强度的效果。
发明内容
本发明提供一种多层木板及其加工工艺,以解决上述背景设计中所提出的技术问题。
为解决以上问题,本发明采用的技术方案为:一种多层木板,包括基板,所述基板上端设置有上面板,所述基板下端设置有下面板,上面板和基板之间以及基板和下面板之间设置有加强结构板,所述加强结构板的上下两个端面上间隔设置有竖状凸起。
作为本发明的进一步改进,所要解决的技术问题为:需要多层木板在热压成型过程中,不会因为过压过热而损坏下面板。
为解决上述技术问题,本发明进一步改进采用的技术方案为:包括以下步骤:
步骤一:将上面板、基板以及下面板的原材料进行预处理;a、通过打磨机将表面的木毛打磨去除;b、根据需求用切割机将磨好后的木板进行切割;
步骤二:将一对加强结构板装入压制装置内并进行加热;
步骤三:将胶黏剂均匀的涂在步骤一中得到基板的端面上,并将其装入压制装置内的一对加强结构板之间压制成型;
步骤四:将步骤一中得到的上面板、步骤三中得到的基板按照从上到下的顺序装入压制装置中进行热压成型加工,热压结束后静置5~10min,进行自然冷却;
步骤五:将步骤四中得到的板材以及步骤一中得到的下面板按照从上到下的顺序装入压制装置中进行热压成型加工,热压结束后静置5~10min,进行自然冷却;
步骤六:将压制装置内的多层木板取出,使用打磨机将其端面以及边缘打磨,喷上面漆。
上述改进的有益效果为:通过由内之外的压制成型工艺过程,使本多层木板的成型避免了下面板的重复压制而过压过热,导致下面板的损坏,进一步的提高了多层木板的结构强度。
作为本发明的进一步改进,所要解决的技术问题为:需要一种能够配合本多层木板成型过程的压制装置。
为解决上述技术问题,本发明进一步改进采用的技术方案为:所述压制装置包括底板和顶板,所述底板和顶板之间通过液压缸连接,所述底板的上端面处设置有下安装座,所述顶板的下端面处设置有上安装座,所述下安装座的上端面以及上安装座的下端面上设置有压模,所述压模内设置有加热器。
上述改进的有益效果为:通过底板、下安装座、上安装座、顶板、液压缸的设置,使压制装置能够配合多层木板的工艺过程对各板之间进行压制成型。
作为本发明的进一步改进,所要解决的技术问题为:需要压制装置能够适配加强结构板的压制过程。
为解决上述技术问题,本发明进一步改进采用的技术方案为:所述压模与材料接触的端面上间隔设置有与加强结构板竖状凸起适配的安装槽。
上述改进的有益效果为:通过安装槽的设置,使压制装置在压制加强结构板时不会压坏加强结构板上的竖状凸起,提高加强结构板能够起到的提高抗弯能力的效果。
作为本发明的进一步改进,所要解决的技术问题为:需要本装置能够夹持住加强结构板以便于压制。
为解决上述技术问题,本发明进一步改进采用的技术方案为:所述安装槽内设置有活动槽,所述活动槽内设置有一对固定块,所述固定块与活动槽之间设置有弹簧,一对固定块受弹簧的影响相互贴紧。
上述改进的有益效果为:通过活动槽、固定块、弹簧的设置,是压制装置的压模能够将其上安装的加强结构板进行稳定的夹持,以配合本多层木板的成型工艺过程。
作为本发明的进一步改进,所要解决的技术问题为:需要压制装置能够进一步的方便定位安装上面板、基板、下面板。
为解决上述技术问题,本发明进一步改进采用的技术方案为:所述底板的上端面于下安装座的角部处间隔设置有与板材尺寸适配的定位块。
上述改进的有益效果为:通过定位块的设置,使压制装置能够方便快捷的定位好需要压制的上面板、基板、下面板各板,进一步的提高了工作效率。
作为本发明的进一步改进,所要解决的技术问题为:需要胶黏剂能够适配本工艺过程中的热压过程。
为解决上述技术问题,本发明进一步改进采用的技术方案为:所述胶黏剂采用热塑性树脂胶黏剂。
上述改进的有益效果为:通过树脂胶黏剂的设置,使用该胶黏剂可以在加热的条件下熔化,骤冷时固化产生极强的粘合作用,适用于本多层木板的加工工序的热压操作。
本发明的有益效果为:采用由内向外的组合成型方式,避免从上至下的重复压合,导致底板过压而损坏;通过独特的压制装置配合成型的加工工艺,让加强结构板能够更加方便可靠的压入多层木板内。
附图说明
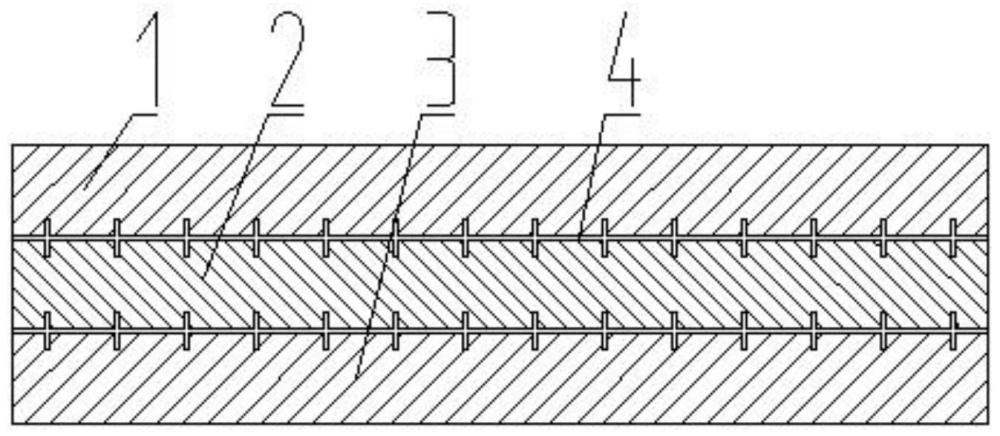
图1为本发明木板的剖视结构示意图。
图2为本发明压制成型机的正视结构示意图。
图3为本发明压制成型机下压模的俯视结构示意图。
图4为本发明压制成型机压模的剖视结构示意图。
图5为本发明A处的结构示意图。
图6为本发明木板的工艺流程图。
图中所述文字标注表示为:1、上面板;2、基板;3、下面板;4、加强结构板;5、底板;6、下安装座;7、压模;71、安装槽;72、加热器;73、固定块;74、活动槽;75、弹簧;8、上安装座;9、顶板;10、定位块;11、液压缸。
具体实施方式
为了使本领域技术人员更好地理解本发明的技术方案,下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
实施例1:
如图1所示,一种多层木板,包括基板2,所述基板2上端设置有上面板1,所述基板2下端设置有下面板3,上面板1和基板2之间以及基板2和下面板3之间设置有加强结构板4,所述加强结构板4的上下两个端面上间隔设置有竖状凸起。通过间隔设置的加强结构板4设置于基板2和上面板1以及基板2和下面板3之间可以有效的提高本多层木板的抗弯能力和结构强度,是本多层木板在使用的过程中不易变形。
实施例2:
如图1和图6所示,一种多层木板的加工工艺:包括以下步骤:
步骤一:将上面板1、基板2以及下面板3的原材料进行预处理;a、通过打磨机将表面的木毛打磨去除;b、根据需求用切割机将磨好后的木板进行切割;
步骤二:将一对加强结构板4装入压制装置内并进行加热;
步骤三:将胶黏剂均匀的涂在步骤一中得到基板2的端面上,并将其装入压制装置内的一对加强结构板4之间压制成型;所述胶黏剂采用热塑性树脂胶黏剂。加热过后的加强结构板4与热塑性树脂胶黏剂配合会先溶解渗入二者之间的贴合面,再加强结构板4的冷却过程中,将基板2和加强结构板4之间进行紧密粘合,区别于普通的胶黏剂以及压制装置进行的热压,相当于冷压两块加热后的加强结构板4,该过程会使基板2的平整度提高,也不影响后续的工艺过程。
步骤四:将步骤一中得到的上面板1、步骤三中得到的基板2按照从上到下的顺序装入压制装置中进行热压成型加工,热压结束后静置底板5~定位块10min,进行自然冷却;
步骤五:将步骤四中得到的板材以及步骤一中得到的下面板3按照从上到下的顺序装入压制装置中进行热压成型加工,热压结束后静置底板5~定位块10min,进行自然冷却;
步骤六:将压制装置内的多层木板取出,使用打磨机将其端面以及边缘打磨,喷上面漆。
本工艺过程采用由内向外(从基板2开始到上面板1和下面板3结束)的组合成型方式,避免从上至下的重复压合,导致底板5过压而损坏;通过独特的压制装置配合成型的加工工艺,让加强结构板4能够更加方便可靠的压入多层木板内。
实施例3:
如图2-5所示,所述压制装置包括底板5和顶板9,所述底板5和顶板9之间通过液压缸11连接,所述底板5的上端面处设置有下安装座6,所述顶板9的下端面处设置有上安装座8,所述下安装座6的上端面以及上安装座8的下端面上设置有压模7,所述压模7内设置有加热器72。通过底板5、下安装座6、上安装座8、顶板9、液压缸11的设置,使压制装置能够配合多层木板的工艺过程对各板之间进行压制成型。使用时将待压制的材料放置于下安装座6和上安装座8的压模7之间,启动液压缸11将顶板9降下,开始压制,完成后启动液压缸11对东顶板9上升,完成压制过程。
所述压模7与材料接触的端面上间隔设置有与加强结构板4竖状凸起适配的安装槽71。通过安装槽71的设置,使压制装置在压制加强结构板4时不会压坏加强结构板4上的竖状凸起,提高加强结构板4能够起到的提高抗弯能力的效果。即在压模7上安装加强结构板4时,会将加强结构板4上的竖状凸起插入到安装槽71中,让加强结构板4的端面和压模7的端面相贴合。
所述安装槽71内设置有活动槽74,所述活动槽74内设置有一对固定块73,所述固定块73与活动槽74之间设置有弹簧75,一对固定块73受弹簧75的影响相互贴紧。通过活动槽74、固定块73、弹簧75的设置,是压制装置的压模7能够将其上安装的加强结构板4进行稳定的夹持,以配合本多层木板的成型工艺过程。所述底板5的上端面于下安装座6的角部处间隔设置有与板材尺寸适配的定位块10。通过定位块10的设置,使压制装置能够方便快捷的定位好需要压制的上面板1、基板2、下面板3各板,进一步的提高了工作效率。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。