一种科技木皮生产工艺及其灌胶设备
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及人造木生产的技术领域,特别涉及一种科技木皮生产工艺及其灌胶设备。
背景技术
科技木是以普通木材(速生材)为原料,利用仿生学原理,通过对普通木材、速生材进行各种改性物化处理生产的一种性能更加优越的全木质的新型装饰材料;科技木皮是以科技木(人造木)为原料,加工出来的木皮。
专利号CN00136528.2公开了一种人造木方的制作方法,包括如下步骤:
(1)、对单板进行漂白;(2)、对单板进行染色;(3)、对单板进行干燥;(4)、对单板进行重组,之后对各单板进行双面涂胶,再用模具对重组后的单板组进行冷压或热压;其特征在于:将压制成形的木方根据设计的花纹和图案要求按1.5~90度角度进行剖制,将剖制的单板再进行重组,之后再对各单板进行双面涂胶,再用模具对重组后的单板组进行冷压或热压形成木方,该过程进行2~3次;采用了多次的循环组合,因此生产的木方可再剖制成各种单板,其组合的可能性多,可以制成各种设计的图案,生产出的木方经剖制后色彩绚丽,酷似天然木但又无天然木的局部缺陷。
现有技术中该专利身缠的人造方木是常规的生产方式,该专利生产的人造木方中单板与单板之间通过胶水粘黏,这种粘黏方式紧密度较低,内部易产生空气泡,容易因外力而发生裂痕,单板与单板之间容易分离;并且这种速生木材,一般质地比较软,材质疏松,空隙度大,密度低。
发明内容
本发明所要解决的技术问题是提供一种科技木皮生产工艺及其灌胶设备,以解决背景技术中描述的现有技术中单板与单板粘黏的方式生产的人造木机械强度低的问题。
为实现上述目的,本发明提供以下的技术方案:
一种科技木皮生产工艺,包括以下步骤:
(1)先将速生木材切削成0.1-5mm的木板或木皮;
(2)然后将木板或木皮装入灌胶设备的成型模具中,并且将木板或木皮平铺整齐;
(3)然后将模具密封,并抽真空,再向模具内注入一定量的胶水;
(4)然后静置一端时间后,待胶水凝固够,打开模具,并将成型的人造木取出。
一种灌胶设备,包括
灌胶箱,固定连接于支撑箱的上表面,该灌胶箱的一侧侧壁具有进出口;
支撑台,为L型,水平端固定连接于灌胶箱的下端壁的一侧并与进出口的下端壁齐平;
成型模具,位于灌胶箱内;
该成型模具包括
定位环,可移动的设置于灌胶箱的侧壁与支撑台的侧壁之间,能够穿过进出口;
下模具,可升降的设置于定位环的下端;
上模具,可升降的设置于灌胶箱的上端壁;
其中,该上模具、下模具与定位环的内壁形成密封腔,该上模具上具有贯穿上模具并与密封腔连通的若干注胶头和一抽真空气管;
移动板,可纵向移动的设置于支撑台的上方;
压板,可升降的设置于移动板上,用于松动密封腔内成型的人造木;
吸盘,可升降的设置于移动板上,该吸盘用于将密封腔内松动的人造木取出;
进料斗,设置于支撑台的上方,该进料斗的下端固定连接有与进料斗连通的导料管,该导料管用于将木材送至下模具上;
铺料组件,可升降的设置于移动板上,用于将下模具上的木材铺平。
优选的:该铺料组件包括
升降板,可升降的设置于移动板上;
定位板,固定连接于升降板的下表面;
传送带,设置于定位板上;
若干挡杆,分别均匀的固定连接于传送带的输送带表面。
优选的:该铺料组件包括
升降板,可升降的设置于移动板上;
压力传感器,固定连接于升降板的下表面;
定位框,固定连接于压力传感器的应力面;
第一振动器,固定连接于定位框的内侧;
振动网,固定连接于定位框的下表面,该振动网用于通过传递振动力将木材铺平于下模具上。
优选的:该铺料组件包括若干压力传感器、若干定位框、若干第一振动器、若干振动网,若干该定位框分别固定连接于若干压力传感器的应力面,若干第一振动器分别固定连接于若干定位框的内侧,若干振动网分别固定连接于若干定位框的下表面,相邻的若干该振动网之间通过弹性布无缝连接。
优选的:该支撑台的竖向板体与灌胶箱的外壁之间固定连接有横梁板,该横梁板上设置有若干纵向的滚珠丝杠模组,该滚珠丝杠模组的滚珠丝杆贯穿移动板并与移动板通过螺纹连接,该进料管贯穿横梁板并与横梁板固定连接。
优选的:该定位环的下表面固定连接有若干滑板,该滑板与灌胶箱的下端内壁、支撑台的水平面滑动接触。
优选的:该定位环上具有两个贯穿该定位环的横向滑孔,该支撑台的竖向板体与灌胶箱的内侧壁之间设置有横向贯穿滑孔的导向杆,该定位环相对导向杆的竖直方向能够活动,该灌胶箱的侧壁上对应滑板的位置固定连接有移动气缸,该移动气缸的输出端与滑板固定连接。
优选的:该定位环的下表面固定连接有支撑板,该支撑板上固定连接有第一升降气缸,该第一升降气缸的输出端与下模具固定连接。
优选的:该导料管上固定连接有第二振动器。
采用以上技术方案的有益效果是:
本申请在使用的过程中,定位环先移动至支撑台的位置,然后导料管向下模具上注入木材,然后移动板移动,使得铺料组件能够移动至下模具的上方,通过铺料组件能够将下模具上的木材铺平整,然后定位板移动至灌胶箱内,通过灌胶箱内的上模具向下移动,能够配合定位环、下模具形成密封腔,此时密封腔内的木材被上模具和下模具加紧,然后抽真空气管将密封腔内的空气抽走,然后注胶头开始向密封腔内注入一定量的胶水,使得胶水能够充满密封腔,将木材相互粘黏,然后静置一端时间待胶水凝固,然后抽真空气管注气,并且上模具向上移动,然后定位环再次移动至支撑台的位置,此时下模具向下移动一定的距离,然后移动板上的压板向下移动,对成型的人造木施加压力,使得人造木与定位环的内壁分离、松动,然后压板回到原来位置并且移动板移动,吸盘移动至人造木的位置,将人造木吸走,完成下料;本申请生产的人造木强度高、不易断裂。
附图说明
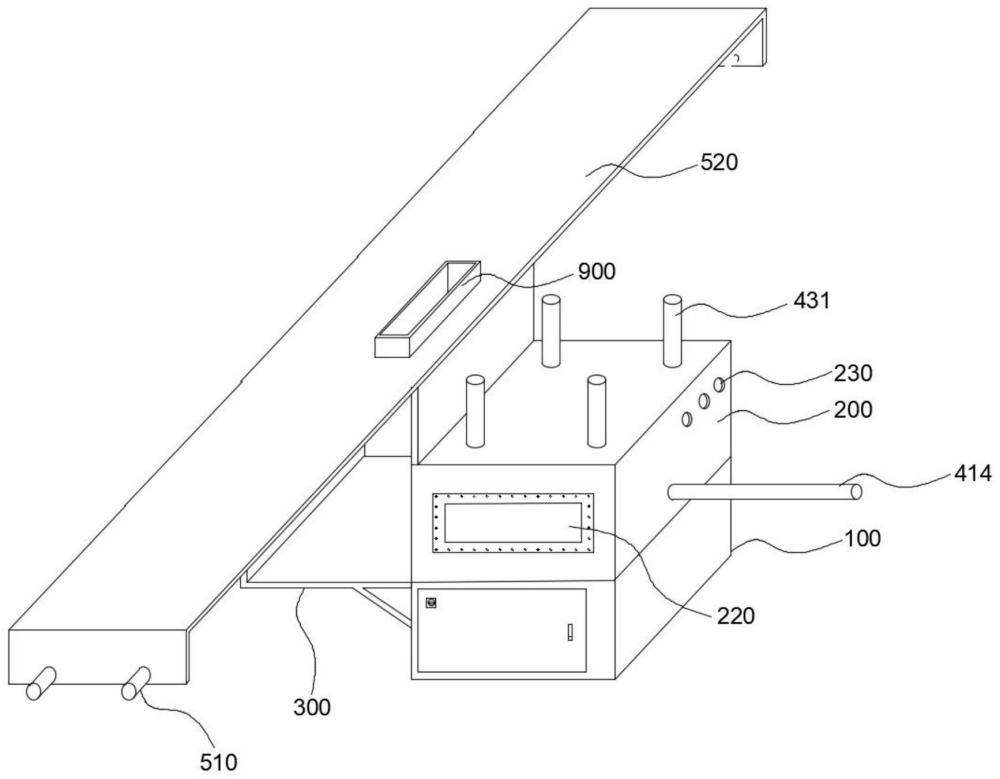
图1是本发明一种科技木皮生产工艺的灌胶设备的示意图。
图2是本发明人造木成型的剖视图。
图3是本发明上料时的剖视图。
图4是本发明部分部件的府向剖视图。
图5是本发明成型模具的剖视图。
图6是本发明移动板的侧向剖视图。
图7是本发明图6中定位环的放大图。
图8是本发明图6中吸盘的放大图。
图9是本发明图6中铺料组件的放大图。
图10是本发明另一种铺料组件的放大图。
其中:支撑箱100、灌胶箱200、进出口210、观察窗220、通孔230、支撑台300、成型模具400、定位环410、滑板411、滑孔412、导向杆413、移动气缸414、下模具420、第一升降气缸421、支撑板422、上模具430、第二升降气缸431、注胶头432、抽真空气管433、密封腔440、移动板500、滚珠丝杠模组510、横梁板520、压板600、第三升降气缸610、铺料组件700、升降板710、第四升降气缸711、压力传感器720、定位框730、第一振动器740、振动网750、弹性布751、定位板760、传送带770、挡杆771、吸盘800、第五升降气缸810、进料斗900、导料管910、第二振动器920。
具体实施方式
下面结合附图详细说明本发明的实施方式。
如图1-10,在本实施例一中,一种灌胶设备,包括
灌胶箱200,固定连接于支撑箱100的上表面,该灌胶箱200的一侧侧壁具有进出口210;
支撑台300,为L型,水平端固定连接于灌胶箱200的下端壁的一侧并与进出口210的下端壁齐平;
成型模具400,位于灌胶箱200内;
该成型模具400包括
定位环410,可移动的设置于灌胶箱200的侧壁与支撑台300的侧壁之间,能够穿过进出口210;
下模具420,可升降的设置于定位环410的下端;
上模具430,可升降的设置于灌胶箱200的上端壁;
其中,该上模具430、下模具420与定位环410的内壁形成密封腔440,该上模具430上具有贯穿上模具430并与密封腔440连通的若干注胶头432和一抽真空气管433;
移动板500,可纵向移动的设置于支撑台300的上方;
压板600,可升降的设置于移动板500上,用于松动密封腔440内成型的人造木;
吸盘800,可升降的设置于移动板500上,该吸盘800用于将密封腔440内松动的人造木取出;
进料斗900,设置于支撑台300的上方,该进料斗900的下端固定连接有与进料斗900连通的导料管910,该导料管910用于将木材送至下模具420上;
铺料组件700,可升降的设置于移动板500上,用于将下模具420上的木材铺平。
本实施例是这样实施的:
本申请在使用时,先移动定位环410,使得定位环410和下模具420穿过进出口210,移动至支撑台300上,外部的送料部分将一定量的木材倒入进料斗900中,通过导料管910送至下模具420的表面,此时木料不平整,然后移动板500移动,将铺料组件700移动至下模具420的上方,然后铺料组件700将下模具420上的木材铺平整;然后定位环410移动至灌胶箱200内,此时上模具430向下移动,配合下模具420、定位环410形成密封腔440,并且上模具430和下模具420压紧木材,然后抽真空气管433上外接的真空泵将密封腔440抽至真空状态,然后气阀关闭抽真空气管433,然后通过注胶头432向密封腔440内注入一定量的胶水,待胶水凝固后,将气阀打开,然后上模具430向上移动,然后定位环410移动至支撑台300的位置,此时移动板500移动,使得压板600移动至下模具420的上方,下模具420向下移动一定的距离,此时压板600对成型的人造木施加压力,使得人造木与定位环410的内壁不粘黏,然后压板600向上,并且移动板500移动,将吸盘800移动至人造木的位置,吸盘800向下移动,将人造木吸走。
请参阅图10,铺料组件700包括
升降板710,可升降的设置于移动板500上;
定位板760,固定连接于升降板710的下表面;
传送带770,设置于定位板760上。
若干挡杆771,分别均匀的固定连接于传送带770的输送带表面;
铺料组件700在使用的过程中升降板710在移动板500上向下移动,使得传送带770的下端输送面与木材接触,传送带770能够带动挡杆771移动,使得挡杆771将定位环410内侧的木材推平整,并且传送带770能够往复转动,更容易使木材平整。
请参阅图6、9,铺料组件700包括
升降板710,可升降的设置于移动板500上;
压力传感器720,固定连接于升降板710的下表面;
定位框730,固定连接于压力传感器720的应力面;
第一振动器740,固定连接于定位框730的内侧;
振动网750,固定连接于定位框730的下表面,振动网750用于通过传递振动力将木材铺平于下模具420上。
铺料组件700能够通过升降板710带动压力传感器720、定位框730、振动网750向下移动,使得振动网750与木材接触,当压力传感器720有压力示数时,第一振动器740就开始振动,带动定位框730和振动网750振动,振动网750拍打木材,同时升降板710逐渐向下移动,使得木材逐渐平整,本申请的第一振动器740间歇性的振动。
请参阅图6、9,铺料组件700包括若干压力传感器720、若干定位框730、若干第一振动器740、若干振动网750,若干该定位框730分别固定连接于若干压力传感器720的应力面,若干第一振动器740分别固定连接于若干定位框730的内侧,若干振动网750分别固定连接于若干定位框730的下表面,相邻的若干该振动网730之间通过弹性布751无缝连接。
为了更好的铺平木材,在升降板710上设置若干压力传感器720,分别连接若干定位框730,并且定位框730分别连接独立的第一振动器740和独立的振动网750,在升降板710下降的过程中,单独的第一振动器740分别带动振动网750振动,能够提高铺平整的效果,而弹性布751能够避免木材振动至振动网750的上方;本申请的木材尺寸大,不能够穿过振动网750,该技术特点相比于一个振动网750能够更有效的传递振动,避免振动网750边缘处振动力衰减。
请参阅图1、6,支撑台300的竖向板体与灌胶箱200的外壁之间固定连接有横梁板520,横梁板520上设置有若干纵向的滚珠丝杠模组510,滚珠丝杠模组510的滚珠丝杆贯穿移动板500并与移动板500通过螺纹连接,进料管900贯穿横梁板520并与横梁板520固定连接。
通过滚珠丝杠模组510能够带动移动板500在横梁板520上纵向移动。
请参阅图6、9、10,移动板500上对应升降板710的位置固定连接有第四升降气缸711,第四升降气缸711的输出端与升降板710固定连接,通过第四升降气缸711能够带动升降板710在移动板500上竖向移动。
请参阅图6,移动板500上对应压板600的位置固定连接有第三升降气缸610,第三升降气缸610的输出端与压板600固定连接,通过第三升降气缸610能够带动压板600竖向移动。
请参阅图8,移动板500上对应吸盘800的位置固定连接有第五升降气缸810,第五升降气缸810的输出端与吸盘800固定连接,通过第五升降气缸810带动吸盘800在移动板500上竖向移动。
请参阅图2、3、5、6、7,定位环410的下表面固定连接有若干滑板411,滑板411与灌胶箱200的下端内壁、支撑台300的水平面滑动接触,通过滑板411能够使得定位环410受到上模具430的压力时,能够通过滑板411与灌胶箱200下端内壁的反作用力,起到支撑作用。
请参阅图1、2、3、4、5、6、7,定位环410上具有两个贯穿该定位环410的横向滑孔412,支撑台300的竖向板体与灌胶箱200的内侧壁之间设置有横向贯穿滑孔412的导向杆413,定位环420相对导向杆413的竖直方向能够活动,灌胶箱200的侧壁上对应滑板411的位置固定连接有移动气缸414,移动气缸414的输出端与滑板411固定连接;
通过移动气缸414能够推动滑板411移动,本申请中的导向杆413滑动贯穿滑孔412,并且导向杆413仅仅能够相对定位环410横向移动和竖向移动,竖向移动的目的是为了使得定位环410受到向下的压力时,导向杆413不承受支撑力,由滑板411和灌胶箱200的下端壁承受支撑力。
请参阅图2、3、5、6、7,定位环420的下表面固定连接有支撑板422,支撑板422上固定连接有第一升降气缸421,第一升降气缸421的输出端与下模具420固定连接,通过第一升降气缸421能够带动下模具420相对定位环410竖向移动。
请参阅图1,灌胶箱200的侧壁上设置有观察窗220和若干通孔230,观察窗220方便工人观察,通孔230用于排线、管件穿过。
请参阅图1、2、3,导料管910上固定连接有第二振动器920,第二振动器920能够带动导料管910振动,使得下料过程更加均匀。
一种科技木皮生产工艺,包括以下步骤:先将速生木材切削成0.1-5mm的木板或木皮;然后将木板或木皮装入灌胶设备的成型模具中,并且将木板或木皮平铺整齐;然后密封,并抽真空,再向模具内注入一定量的胶水;然后静置一端时间后,待胶水凝固够,打开模具,并将成型的人造木取出。
以上该的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。