一种模压托盘热压设备及模压托盘的成型工艺
文献发布时间:2024-01-17 01:26:37
技术领域
本申请涉及模压设备的领域,尤其是涉及一种模压托盘热压设备及模压托盘的成型工艺。
背景技术
模压托盘全称是植物纤维模压平面工业托盘。该托盘用的原材料是刨花木屑、植物秸秆等,是整体结构,面板和9个支撑脚一次模压成型。托盘板上表面平整光滑,可满足各种货物的运输,下表面设有加强筋。板面纵横受力均衡,九个脚分布能满足铲车四向插入,属平面四向进叉单面托盘。
现有的公告号为CN206083682U的中国实用新型专利公开了一种托盘模压机,包括模压台、模压器,还包括热释电检测装置、告警装置、延时切断装置;所述热释电检测装置用于检测外界物体发出红外线情况的物理量并将外界物体发出红外线情况的物理量转换成热释电检测信号;所述告警装置耦接于热释电检测装置以接收热释电检测信号并响应于热释电检测信号以实现告警;所述延时切断装置耦接于热释电检测装置以接收热释电检测信号并响应于热释电检测信号以实现延时切断装置;当所述告警装置接收到高电平的热释电检测信号时,所述告警装置进行频闪发光告警;当所述延时切断装置接收到高电平的热释电检测信号的时间达到设定值时,所述延时切断装置切断电机的工作电压。
针对上述中的相关技术,发明人认为 现有的托盘膜压机在进行一次模压后需要脱模并重新装填原料之后才能再次进行模压,脱模装料过程中托盘膜压机无法正常工作,其工作效率较低。
发明内容
为了提升托盘膜压机的工作效率,本申请提供一种模压托盘热压设备。
本申请提供的一种模压托盘热压设备采用如下的技术方案:
一种模压托盘热压设备,包括机体,所述机体上设置有热压平台和冲头,冲头朝向热压平台滑移设置,冲头朝向热压平台一侧安装有上模,热压平台上安装有下模,所述下模包括安装台和滑移台,所述安装台固定安装在热压平台上,所述滑移台滑移设置在安装台上,滑移台沿自身长度方向于安装台上滑移,滑移台上沿滑移台长度方向开设两个型腔,上模固设有一块与型腔相适配的压块。
通过采用上述技术方案,通过滑移台滑移调节热压的型腔,同时使另一个型腔离开机体,在热压的同时可以对另一个型腔进行脱模和物料的填充,在一个型腔脱模填充物料的同时能够进行另一个型腔的热压,无需停止机体,提升托盘膜压机的工作效率。
可选的,滑移台底部宽度方向两端均固设有导向条,所述导向条沿滑移台长度方向设置,所述固定台上对应导向条开设有导向孔,导向条滑移设置于导向孔内。
通过采用上述技术方案,导向条配合导向孔能够导向滑移台的滑移,从而方便型腔的更换。
可选的,导向孔内固设有定位块,所述滑移台上对应型腔开设有定位槽,定位槽通过滑移台的滑移与定位块相互卡接。
通过采用上述技术方案,定位块和定位槽配合能够方便型槽和压块对齐。
可选的,滑移台背离冲头一侧转动设置有支撑架,所述支撑架通过转动收纳于滑移台内。
通过采用上述技术方案,支撑架用于滑移台脱离机体一端的支撑,提升滑移台的结构强度。
可选的,上模于压块周向安装有切刀,所述下模于型槽周向开设有与切刀相适配的刀槽。
通过采用上述技术方案,切刀和刀槽相互配合能够在热压的同时对模压托盘进行修边裁切。
可选的,机体上设置有上料组件,所述上料组件包括两条上料输送带,两条上料输送带分别设置在机体宽度方向两端,两条上料输送带分别对应两个型槽滑出机体的位置。
通过采用上述技术方案,上料组件的设置能够方便物料输送至机体处进行上料。
可选的,上料组件还包括运输输送带和配料输送带,所述运输输送带设置在上料输送带远离机体一侧,所述配料输送带设置在运输输送带和上料输送带之间,配料输送带靠近运输输送带一端转动设置,配料输送带通过转动连通运输输送带和其中一条上料输送带。
通过采用上述技术方案,由于滑移台的滑移,需上料的位置会存在变化,通过转动设置的配料输送带进行物料分配方便物料输送至机体宽度方向两端。
可选的,配料输送带和滑移台之间设置有联动机构,滑移台滑移通过联动机构驱动配料输送带转动。
通过采用上述技术方案,联动机构的设置能够联动滑移台和配料输送带,从而降低配料输送带配料出错的概率。
一种运用热压设备的模压托盘成型工艺,包括如下步骤:
S1:过滤杂质,将木质物料通过过滤设备进行过滤,分离木质物料中的杂质;
S2:破碎物料,将过滤后的木质物料送入破碎机内将物料破碎成木质纤维;
S3:烘干纤维,将破碎后的纤维放入烘干机内进行烘干;
S4:搅拌粘合,在烘干后的木质纤维中添加粘合剂并送入搅拌釜内搅拌均匀;
S5:转运输送,通过上料组件将混合了粘合剂的木质纤维输送至型腔内;
S6:热压切割,启动热压设备对混合了粘合剂的木质纤维进行热压同时对热压成型的模压托盘进行裁切。
通过采用上述技术方案,通过热压设备在热压成型的同时进行 裁切,无需后续设置裁切设备,简化了热压流程,提升了热压效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.通过滑移台滑移调节热压的型腔,同时使另一个型腔离开机体,在热压的同时可以对另一个型腔进行脱模和物料的填充,在一个型腔脱模填充物料的同时能够进行另一个型腔的热压,无需停止机体,提升托盘膜压机的工作效率;
2.导向条配合导向孔能够导向滑移台的滑移,从而方便型腔的更换;
3.定位块和定位槽配合能够方便型槽和压块对齐;
4.支撑架用于滑移台脱离机体一端的支撑,提升滑移台的结构强度;
5.切刀和刀槽相互配合能够在热压的同时对模压托盘进行修边裁切;
6.由于滑移台的滑移,需上料的位置会存在变化,通过转动设置的配料输送带进行物料分配方便物料输送至机体宽度方向两端;
7.联动机构的设置能够联动滑移台和配料输送带,从而降低配料输送带配料出错的概率。
附图说明
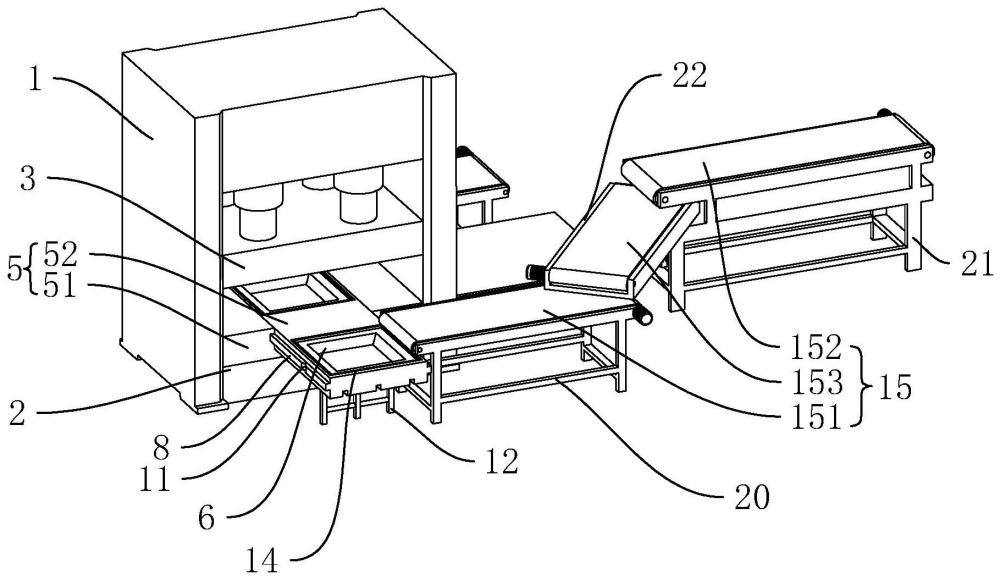
图1是本实施例的整体结构示意图。
图2是本实施例整体结构的剖视示意图。
图3是图2中A部的放大视图。
图4是本实施例另一视角的整体结构示意图。
附图标记说明:1、机体;2、热压平台;3、冲头;4、上模;5、下模;51、安装台;52、滑移台;6、型腔;7、压块;8、导向条;9、导向孔;10、定位块;11、定位槽;12、支撑架;13、切刀;14、刀槽;15、上料组件;151、上料输送带;152、运输输送带;153、配料输送带;16、联动机构;161、驱动杆;162、驱动齿条;163、驱动齿轮;17、嵌槽;18、顶出板;19、弹力件;20、上料架;21、运输架;22、转动架。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
本申请实施例公开一种模压托盘热压设备,参照图1和图2,包括机体1,机体1上设置有热压平台2和冲头3,冲头3和机体1之间设置有电推缸,电推缸驱动冲头3朝向靠近或远离热压平台2滑移,冲头3朝向热压平台2一侧安装有上模4,热压平台2上安装有下模5,下模5包括固定安装在热压平台2上的安装台51和滑移设置在安装台51上的滑移台52,滑移台52沿自身长度方向于安装台51上滑移,滑移台52上沿滑移台52长度方向开设两个型腔6,上模4固设有一块与型腔6相适配的压块7,型腔6和压块7均选用所需尺寸和形状的型腔6和压块7,通过滑移台52的滑移,使滑移台52上其中一个型腔6对准压块7,另一个型腔6伸出机体1宽度方向外,当一个型腔6配合压块7热压时,另一个型腔6能够脱模上料,无需停止机体1,提升托盘膜压机的工作效率。
参照图2和图3,滑移台52底部宽度方向两端均固设有导向条8,导向条8沿滑移台52长度方向设置,导向条8沿滑移台52长度方向设置,固定台上对应导向条8开设有导向孔9,导向条8滑移设置于导向孔9内,导向条8配合导向孔9能够导向滑移台52的滑移,从而方便型腔6的更换;导向孔9内固设有定位块10,滑移台52上对应型腔6开设有定位槽11,定位槽11通过滑移台52的滑移与定位块10相互卡接,当定位块10与定位槽11相互卡接时,压块7与定位槽11对应的型腔6对齐,定位块10和定位槽11配合能够方便型槽和压块7对齐;滑移台52背离冲头3一侧转动设置有支撑架12,支撑架12有两个,两个支撑架12对应型腔6设置,当对应的型腔6伸出机体1外时,支撑架12在重力的作用下转动支撑于地面,为滑移台52提供支撑,当型腔6滑移进入机体1内时,固定台抵接支撑架12驱动支撑架12转动,使支撑架12收纳至滑移台52内,定位块10和定位槽11配合能够方便型槽和压块7对齐。
参照图2和图3,上模4于压块7周向安装有切刀13,切刀13根据实际所需尺寸和形状设置,切刀13滑移设置在上模4上,通过电缸驱动,下模5于型槽周向开设有与切刀13相适配的刀槽14,当冲头3对物料进行热压后,通过电缸驱动切刀13对成型后的模压托盘进行裁切,在热压的同时对模压托盘进行修边裁切无需额外设置裁切机构,提升热压效率。
参照图2和图3,型腔6底部开设有嵌槽17,嵌槽17内滑移设置有顶出板18,顶出板18朝向靠近或远离嵌槽17方向滑移,顶出板18朝向嵌槽17一侧设置有弹力件19,本实施例中弹力件19为弹簧,弹力件19驱动顶出板18远离嵌槽17方向滑移,从而在压块7脱离型腔6时将成型后的模压托盘顶出型腔6方便脱模。
参照图1和图4,机体1上设置有上料组件15,上料组件15包括两条上料输送带151、一条运输输送带152和一条配料输送带153,两条上料输送带151分别通过上料架20架设在机体1宽度方向两端,两条上料输送带151分别对应两个型槽滑移伸出机体1的位置,上料输送带151通过电机朝向机体1方向进行物料的输送;运输输送带152通过运输架21架设在上料输送带151远离机体1一侧,运输输送带152通过电机朝向机体1方向进行物料的输送,配料输送带153设置在运输输送带152和上料输送带151之间,配料输送带153安装在转动架22上,转动架22靠近运输输送带152一端转动设置在运输架21上,配料输送带153通过转动连通运输输送带152和其中一条上料输送带151,由于滑移台52的滑移,需上料的位置会存在变化,通过转动设置的配料输送带153进行物料分配方便物料输送至机体1宽度方向两端。
参照图1和图4,配料输送带153和滑移台52之间设置有联动机构16,滑移台52滑移通过联动机构16驱动配料输送带153转动,联动机构16包括驱动杆161、驱动齿条162和驱动齿轮163,驱动杆161一端固设在滑移台52上,滑移台52滑移带动驱动杆161滑移,驱动齿条162固设在驱动杆161远离滑移台52一端,驱动齿轮163固设在转动架22上,驱动齿条162和驱动齿轮163相互啮合,滑移台52滑移带动驱动杆161,驱动杆161带动驱动齿条162,驱动齿条162带动驱动齿轮163,驱动齿轮163转动带动转动架22转动,当滑移台52一端型腔6伸出机体1外时,联动机构16带动配料输送带153转动至对应上料输送带151上,联动机构16的设置能够联动滑移台52和配料输送带153,从而降低配料输送带153配料出错的概率。
一种运用热压设备的模压托盘成型工艺,包括如下步骤:S1:过滤杂质,将木质物料通过过滤设备进行过滤,分离木质物料中的杂质,过滤设备选用木石分离器;S2:破碎物料,将过滤后的木质物料送入破碎机内将物料破碎成木质纤维;S3:烘干纤维,将破碎后的纤维放入烘干机内进行烘干;S4:搅拌粘合,在烘干后的木质纤维中添加粘合剂并送入搅拌釜内搅拌均匀,粘合剂选用热固性胶粘剂,在搅拌木质纤维和粘合剂的同时对反应釜内的物料进行加热提升混合效果;S5:转运输送,通过上料组件15将混合了粘合剂的木质纤维输送至型腔6内;S6:热压切割,启动热压设备对混合了粘合剂的木质纤维进行热压同时对热压成型的模压托盘进行裁切。
本申请实施例的实施原理为:将破碎混合后的物料从反应釜送入运输输送带152,通过运输输送带152将物料输送至配料输送带153上,通过配料输送带153将物料输送至上料输送带151上,之后通过上料输送带151将物料输送至型腔6内,驱动滑移台52滑移,使上料后的型腔6滑移至压块7下方,启动冲头3对物料进行热压,待物料热压成型后驱动切刀13对模压托盘进行裁切,之后驱动冲头3脱离型腔6,冲头3脱离时顶出板18在弹力件19的作用下将热压且裁切成型后的模压托盘顶出型腔6;在热压裁切期间,上料组件15为另一个型腔6进行上料,待一个型腔6内的模压托盘成型被顶出型腔6后,驱动滑移台52滑移更换型腔6,继续新的模压托盘的热压裁切。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。