一种高速冲击焊接方法、焊接系统及应用
文献发布时间:2023-06-19 09:26:02
技术领域
本发明属于异种金属焊接技术领域,更具体地,涉及一种高速冲击焊接方法、焊接系统及应用。
背景技术
异种金属焊接件在强度、重量和耐腐蚀等关键性能参数上均具有显著优势,在航空航天、汽车制造行业中具有广阔的应用前景。然而,两类合金的电阻率、导热率、比热容、熔点等物理参数相差较大,且两者之间的固溶度较低,容易在界面处形成脆性的反应层,难以通过熔焊、钎焊等传统焊接方法实现两种金属的良好焊接。高速冲击焊接是以化学能、电磁场能、高能量密度光能、高压气体等高能量密度场能或者高能束作为外界输入能量,通过能场与物质的相互作用驱动金属飞件发生高速运动,与另一金属材质的基件发生高速碰撞,在撞击面两种金属发生原子间的扩散,从而实现两种金属的冶金结合。
早期研究表明,在高速冲击焊接技术中两种金属能否实现焊接,主要取决于碰撞点处冲击速度与角度的配合。Mousavi和Sartangi根据对爆炸焊接的研究,绘制了高速冲击焊接关系图,并阐述了冲击速度和角度对焊接质量的影响。只有当冲击速度和角度均为合适值的时候,接触表面在撞击点处才能高速喷出一股薄层金属材料,即所谓的“射流”现象。由于射流作用,金属表面的氧化物薄层得以破碎并清除,进一步地使表面洁净的金属在局部高温、高压的作用下形成了良好的结合界面。由于在整个焊接的全过程中,材料的变形状态是随着位置变化的,即每一处的冲击速度和角度都不一样,在单一表面的平板焊接以及管件焊接中无法使每一处都处于合适的焊接碰撞状态。在现有的高速率冲击焊接研究和应用中,无论是金属板件还是管件的焊接,都会出现焊缝不连续、大面积虚焊等情况,极大的影响了焊缝的整体性能,降低了焊接件的焊接质量。
发明内容
针对现有技术的以上缺陷或改进需求,本发明提供了一种高速冲击焊接方法、焊接系统及应用,其目的在于通过改变基件焊接表面的形貌分布来调节设定两种材料在每一处碰撞点的冲击角度,从而匹配该点的冲击速度来达到焊接窗口中的焊接条件,由此解决高速率冲击焊接中焊缝不连续、大面积虚焊的技术问题。
为实现上述目的,按照本发明的一个方面,提供了一种高速冲击焊接方法,所述方法包括以下步骤:
获取待焊接基件的焊接窗口;
根据焊接窗口在所述基件的待焊接区域加工出波形结构;
将外界场能作用于飞件表面,驱使所述飞件发生形变并与所述基件发生碰撞,在碰撞点处产生射流现象并发生原子间的扩散,实现所述飞件与所述基件的焊接。
优选地,所述外界场能包括电磁能、化学能、高压气体等形式的高能量密度场能。
优选地,所述波形结构为三角波形结构、正弦波形结构或多种波形混合结构。
按照本发明的另一方面,提供了一种高速冲击焊接系统,该系统包括:电源控制模块、载荷发生装置、飞件、定位装置、基件和支撑装置;
所述电源控制模块连接于所述载荷发生装置;所述载荷发生装置设置于所述飞件非焊接面的一侧;所述飞件焊接面与所述基件的焊接面相对设置;所述定位装置放置于所述飞件与所述基件之间;所述支撑装置贴合于所述基件的非焊接面;
所述电源控制模块用于向所述载荷发生装置通入脉冲电流;所述载荷发生装置用于将电能转换为外界场能并加载于所述飞件的非焊接面;所述飞件用于在所述外界场能的作用下发生形变并与所述基件发生碰撞;所述定位装置用于调节所述飞件与所述基件的距离和角度;所述支撑装置用于固定并支撑所述基件。
优选地,所述载荷发生装置为平板线圈磁体装置,包括平行于所述飞件设置的焊接段和回路段,所述焊接段的截面积小于所述回路段的截面积;
所述回路段用于在通过脉冲电流时产生脉冲磁场,并作用在所述飞件的非焊接区域使其产生电磁力驱使所述飞件非焊接区域紧贴所述定位装置;
所述焊接段用于在通过脉冲电流时产生脉冲磁场,并作用在所述飞件的焊接区域使其产生电磁力驱使所述飞件的焊接区域向远离所述焊接段的方向运动,实现与所述基件的焊接。
优选地,所述载荷发生装置为匀压力线圈装置,包括线圈和导电通道;
所述导电通道放置于所述飞件上并与所述飞件构成闭合回路;所述线圈设置于所述导电通道的内部并位于所述飞件焊接区域的上方;
所述线圈用于在通过脉冲电流时产生脉冲磁场;所述闭合回路用于在脉冲磁场的作用下感应出与其相反的涡流,进而产生电磁排斥力驱使所述飞件焊接区域向远离所述线圈的方向运动,从而实现与所述基件的焊接。
优选地,所述载荷发生装置为含能爆炸物装置;
所述含能爆炸装置放置于所述飞件的上方,其用于在通入脉冲电流后升温爆炸并产生冲击波,所述冲击波作用于所述飞件焊接区域并驱使所述飞件撞击所述基件实现焊接。
优选地,所述基件的焊接面分布有波形结构,所述波形结构包括波形高度和波形周期,所述波形高度和波形周期用于确定焊接的速度和角度,以使所述基件焊接区域的每一处都处于可焊接状态。
优选地,所述波形结构为三角波形结构、正弦波形结构或多种波形混合结构。
按照本发明的另一方面,提供了一种高速冲击焊接系统在板件焊接或管件焊接的应用。
总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
1、本发明通过改变基件焊接表面的形貌分布来调节设定飞件与基件在每一处碰撞点的冲击角度,从而匹配该点的冲击速度来达到焊接窗口中的焊接条件,增大了有效焊接面积,提升了焊接件整体强度和焊接质量;
2、本发明可以广泛地运用于磁脉冲焊接、爆炸焊接、电液焊接等多种高速冲击焊接领域,具有广泛的应用前景。
附图说明
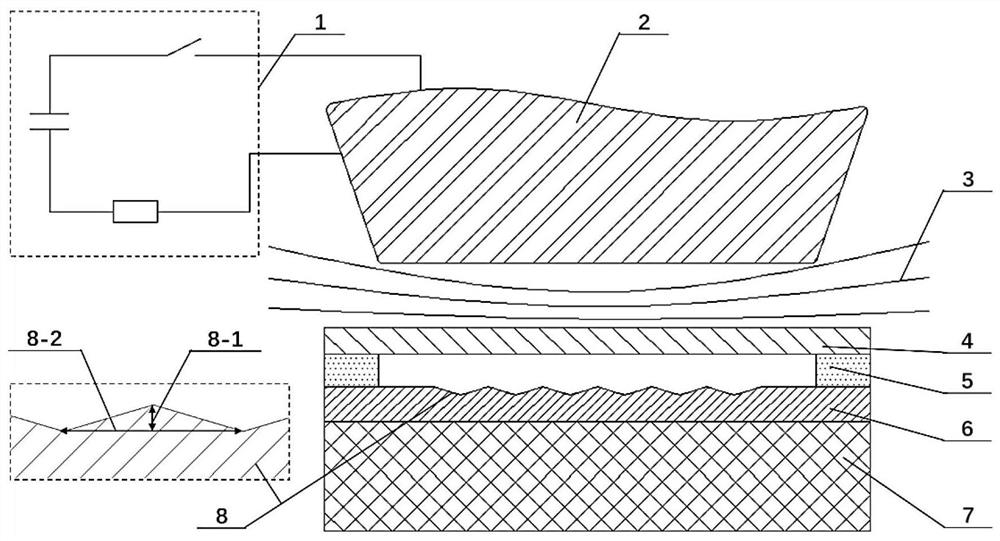
图1是本发明中高速冲击焊接系统的结构示意图;
图2是本发明中高速冲击焊接系统的焊接窗口的示意图;
图3是本发明的一个实施例中载荷发生装置为平板线圈磁体装置的结构示意图;
图4是本发明的一个实施例中载荷发生装置为匀压力线圈装置的结构示意图;
图5是本发明的一个实施例中载荷发生装置为含能爆炸物装置的结构示意图;
图6是本发明中基件的波形结构为三角波形结构的示意图;
图7是本发明中基件的波形结构为正弦波形结构的示意图;
图8是本发明中基件的波形结构为多种波形混合结构的示意图;
图9是本发明中基件的波形结构为波形分布可变结构的示意图;
图10是本发明的一个实施例中高速冲击焊接系统应用于管件焊接的结构示意图。
在所有附图中,相同的附图标记用来表示相同的元件或结构,其中:电源控制模块1;载荷发生装置2;外界场能3;飞件4;定位装置5;基件6;支撑装置7;波形结构8;焊接段21;回路段22;线圈23;导电通道24;含能爆炸物装置25;线圈26;集磁器27;波形高度8-1;波形周期8-2。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
本发明提供了一种高速冲击焊接方法,其特征在于,所述方法包括以下步骤:
S1,获取待焊接基件的焊接窗口;
具体的,该步骤中通过前期的探究性实验获取待焊接金属的焊接窗口。
S2,根据焊接窗口在所述基件的待焊接区域加工出波形结构;
具体的,该步骤中根据焊接窗口在基板或基管的待焊接区域加工出有利于基件和飞件两种金属材料发生高速冲击焊接的波形形貌。
可选地,根据实际需求,所述波形结构的形貌可加工为三角波形结构、正弦波形结构或多种波形混合结构。
S3,将外界场能作用于飞件表面,驱使所述飞件发生形变并与所述基件发生碰撞,在碰撞点处产生射流现象并发生原子间的扩散,实现所述飞件与所述基件的焊接。
具体的,该步骤中通过脉冲电源控制系统产生脉冲大电流通过高速率载荷发生装置,并产生电磁场能、化学能、高压气体等高能量密度的场能作为外界输入能量。该高能量密度场能作用于飞板或飞管的表面,驱使其屈服发生塑性变形,并与基板或基管发生高速碰撞。
更进一步的说明,所述飞件与所述基件在几百米每秒的速度并以适当的角度下,使碰撞点的剪切应力达到1GPa以上,产生射流现象并发生原子间的扩散,实现冶金结合。
需要说明的是,不同材料组合的有效焊接冲击速度和角度不一样,以铝-钢为例,冲击速度要达到300m/s以上,冲击角度要在10°~30°之间。
如图1所示,本发明还提供了一种高速冲击焊接系统,该系统包括:电源控制模块1、载荷发生装置2、飞件4、定位装置5、基件6和支撑装置7;所述电源控制模块1连接于所述载荷发生装置2;所述载荷发生装置2设置于所述飞件4非焊接面的一侧;所述飞件4焊接面与所述基件6的焊接面相对设置;所述定位装置5放置于所述飞件4与所述基件6之间;所述支撑装置7贴合于所述基件6的非焊接面;所述电源控制模块1用于向所述载荷发生装置2通入脉冲电流;所述载荷发生装置2用于将电能转换为外界场能并加载于所述飞件4的非焊接面;所述飞件4用于在所述外界场能的作用下发生形变并与所述基件6发生碰撞;所述定位装置5用于调节所述飞件4与所述基件6的距离和角度;所述支撑装置7用于固定并支撑所述基件6。
具体的,所述载荷发生装置2为高速率载荷发生装置,其用于在通入脉冲电流时,转化为电磁场能、化学能、高压气体等高能量密度场能3,并产生脉冲电磁力、爆炸冲击波等高速率载荷。
可选地,所述载荷发生装置2可以为脉冲磁体或含能爆炸物如金属丝箔等。其中脉冲磁体通常为单导线线圈、匀压力线圈和带集磁器的多匝线圈结构。
优选地,所述飞件4为导电性能较好的金属材料,如铝、铜、镁等单质金属及其合金材料。当高速率载荷发生装置为含能爆炸物时,对飞件材料的电导率没有特殊要求,可为合金钢等电导率较低的材料。
所述电源控制模块1用于产生脉冲电流,给所述载荷发生装置2提供瞬时能量。优选地,所述电源控制模块1利用脉冲电容器储能。具体的,所述飞件4邻近所述载荷发生装置2,其用于接收电磁力、爆炸冲击波等高速率载荷,而使材料屈服并发生高速塑性变形。
需要说明的是,在板件焊接中,所述定位装置5用于调节所述飞件4和所述基件6整体的距离与角度;在管件焊接中,所述定位装置5用于实现飞管和基管的同轴安置。
更进一步的说明,所述支撑装置7还用于防止所述飞件4和所述基件6发生高速碰撞时,所述基件6发生不必要的变形而影响焊接质量。
更进一步的说明,如图6-9所示,所述基件6的焊接面分布有波形结构8,所述波形结构8包括波形高度8-1和波形周期8-2,所述波形高度8-1和波形周期8-2用于确定焊接的速度和角度,以使所述基件6焊接区域的每一处都处于可焊接状态。具体的,所述波形高度8-1和所述波形周期8-2两者的确定是通过对待焊接区域每处碰撞速度的测量或预测,以及焊接窗口中碰撞速度和碰撞角度的关系而计算得到。波形结构的类型、波形高度和波形周期的具体参数均可根据实际效果在待焊接区域的各处进行调整、改变,用以使每一处都处于可焊接状态。
优选地,所述波形结构8可以是三角波形结构、正弦波形结构或多种波形混合结构等任意结构。需要说明的是,该波形特征形貌的分布不限于单一方向,如图9所示为一种在二维平面上分布的波形特征形貌示意图。
更进一步的说明,结合上文所述以及图1具体说明本系统的工作原理。当系统工作时,所述电源控制模块1利用脉冲电容器储能,高压开关闭合瞬间电容器中的电能释放,在回路中产生脉冲大电流通过高速载荷发生器,并产生高能量密度场能3作为外界输入能量。该高能量密度场能3作用于飞件4的表面,驱使其屈服发生塑性变形。由于定位装置5提供了飞件4和基件6之间的间隙,在高能量密度场能3的持续作用下,飞件4的变形速度持续加快,最终以几百米每秒的速度撞击基件6。在碰撞的瞬间,碰撞点的剪切应力达到1GPa以上,伴随产生射流现象,并发生原子间的扩散,最终实现飞件与基件之间的冶金结合。
具体结合图2给出的焊接窗口示意图可以更加清晰的理解本系统的工作状态。如图2所示,在A区中,由于撞击点速度或撞击点角度不够大,所以不会发生焊接。区域C的特征是由于过度的撞击能量而导致的工件熔化,会产生大区域的机械性能较差的金属互化物。适当的焊接只能在B区看到。
更进一步的说明,当所述飞件4和所述基件4均为板件时,本发明提供了三个实施例以说明当所述载荷发生装置2产生不同的高能量密度场能情况下,本系统的结构以及工作原理。
实施例1
如图3所示,本发明提出一种高速冲击焊接系统,所述载荷发生装置2为平板线圈磁体装置,其包括平行于所述飞件4设置的焊接段21和回路段22,所述焊接段21的截面积小于所述回路段22的截面积;所述回路段22用于在通过脉冲电流时产生脉冲磁场,并作用在所述飞件4的非焊接区域使其产生电磁力驱使所述飞件4非焊接区域紧贴所述定位装置5;所述焊接段21用于在通过脉冲电流时产生脉冲磁场,并作用在所述飞件4的焊接区域使其产生电磁力驱使所述飞件4的焊接区域向远离所述焊接段21的方向运动,实现与所述基件6的焊接。
具体的,当所述平板线圈磁体装置通过脉冲大电流时,临近线圈的板件4区域会感应出方向相反的涡流,进一步产生电磁排斥力使板件4向远离线圈的方向运动。更进一步的说明,由于所述焊接段21的截面积远小于所述回路段22的截面积,因此,焊接段21导线中的电流密度远大于回路段22导线中的电流密度。同时,板件4上临近焊接段21区域中感应电流密度远大于板件4上临近回路段22区域中感应电流。在此效果下,高密度电磁能集中于临近焊接段21的板件4区域,驱使该区域板件高速变形撞击基件6实现焊接。
实施例2
如图4所示,本发明提出一种高速冲击焊接系统,所述载荷发生装置2为匀压力线圈装置,包括线圈23和导电通道24;所述导电通道24放置于所述飞件4上并与所述飞件4构成闭合回路;所述线圈23设置于所述导电通道24的内部并位于所述飞件4焊接区域的上方;所述线圈23用于在通过脉冲电流时产生脉冲磁场;所述闭合回路用于在脉冲磁场的作用下感应出与其相反的涡流,进而产生电磁排斥力驱使所述飞件4焊接区域向远离所述线圈23的方向运动,从而实现与所述基件6的焊接。
具体的,当所述线圈23通过脉冲大电流时,所述导电通道24和所述飞件4作为一个回路会感应出方向相反的涡流,进一步产生电磁排斥力使板件4向远离所述线圈23的方向运动。由于导线通道24的屏蔽作用,高密度电磁能集中在飞件4的待焊接区域,驱使该区域飞件高速变形撞击基件实现焊接。
实施例3
如图5所示,本发明提出一种高速冲击焊接系统,所述载荷发生装置2为含能爆炸物装置25;所述含能爆炸装置25放置于所述飞件4的上方,其用于在通入脉冲电流后升温爆炸并产生冲击波,所述冲击波作用于所述飞件4焊接区域并驱使所述飞件4撞击所述基件6实现焊接。
具体的,将含能爆炸物放置在飞件4的上方,优选地,所述含能爆炸物为金属丝箔,通过脉冲电源向金属丝箔放电,使金属丝箔瞬间升温。在高温通电的条件下,金属丝箔发生气化,并与焊接腔室中的液体发生化学反应产生大量的氢气,发生爆炸。高压气体使焊接腔室内压强迅速增大,产生的冲击波作用于所述飞件4表面,驱使所述飞件4高速变形撞击基件6实现焊接。
本发明还提供了一种高速冲击焊接系统在板件焊接或管件焊接的应用。
具体的,如图10所示,本发明的另一个实施例还提出了一种应用于管件焊接的高速冲击焊接系统,该系统包括:电源控制模块、载荷发生装置、飞管4、定位装置5、基管6、支撑装置7。其中,所述载荷发生装置为带集磁器的多匝线圈结构,包括线圈26和集磁器27。
更进一步的说明,所述支撑装置7由内至外依次套装有所述基管6、所述定位装置5和所述飞管4,所述基管6沿其外表面环形设有波形结构。所述飞管4的外部环绕设有集磁器27,所述飞管4与所述集磁器27之间留有环状间隙。所述集磁器27的外部设置有所述线圈26。
具体的,脉冲电源控制系统利用脉冲电容器储能,高压开关闭合瞬间电容器中的电能释放,在回路中产生脉冲大电流通过线圈26,线圈26通电产生电磁场通过集磁器27将磁场转换为高能量密度场能3作用于飞管4的表面,驱使其发生塑性变形。由于定位装置5提供了飞管4和基管6之间的间隙,在高能量密度场能3的持续作用下,飞管4的变形速度持续加速,最终以几百米每秒的速度撞击基管6。在碰撞的瞬间,碰撞点的剪切应力达到1GPa以上,产生射流现象并发生原子间的扩散,实现两管之间的冶金结合。
更进一步的说明,上述实施例1-3中用于板件焊接的载荷发生装置也一并适用于管件焊接的应用中,其工作原理相同。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。