糖球插串的多味糖棒制造设备和方法
文献发布时间:2023-06-19 10:43:23
技术领域
本发明属于一种糖球插串的多味糖棒制造设备和方法。
背景技术
在糖果产业中,带把糖串如单粒插棒硬糖类的棒棒糖,星空棒糖等产品,市场很受欢迊。而近期出现的混合凝胶型穿串糖果,由于口感好,咀嚼有弹性,且因制造糖果原材料有利于口腔及牙齿卫生保护等特点,更备受消费人群的青睐。
带把糖串的插串把棒,均以PE塑料为原料经挤拉压成中空或实腔的圆型小管材制成的把棒,把棒除了糖球穿串别无其他作用,糖球吃完把棒即被弃之,即浪费也缺乏新意感。
发明内容
为了克服现有技术的不足,本发明的目的是提供一种糖球插串的多味糖棒制造设备和方法,实现在糖棒中空管腔中注入糖膏且切割成产品,具有结构简单合理、方法简便可行、卫生、品质规范统一、生产效率高和成本低的优点。
为解决上述技术问题,本发明提供如下技术方案:一种糖球插串的多味糖棒制造设备,包括保温储浆桶,还包括挤压拉管装置、模具及真空外定径套装置、内径定型及充填内置管装置、冷却清洗与热风干燥装置、糖棒夹送与牵引装置和切割成型装置,模具及真空外定径套装置位于挤压拉管装置的后端,模具及真空外定径套装置的套腔内设有内径定型及充填内置管装置的内径糖膏充填内置管,内径定型及充填内置管装置的后端依次设有冷却清洗与热风干燥装置、糖棒夹送与牵引装置和切割成型装置。
作为本发明的一种优选技术方案,所述挤压拉管装置,用于挤压溶化和提供糖棒的拉管溶料,包括: 挤出机、下料口、驱动电机和内置挤出螺杆。挤出机的出口端与模具及真空外定径套装置的进口端相通,挤出机的内置挤出螺杆的前端与成型模具的模体内设有的熔融料腔的前端相通,与内置挤出螺杆和熔融料腔周壁对应的模体内壁上设有循环冷却管道,循环抽气管的一端与循环冷却管道的后侧下端相通, 循环抽气管的另一端通过第二电磁阀与冷却抽气机的抽气口相通,循环进气管的一端通过第三电磁阀与循环冷却管道的前部上端相通, 循环进气管的另一端与冷却抽气机的进气口相通。
作为本发明的一种优选技术方案,所述模具及真空外定径套装置,用于对糖棒外径定型。包括: 成型模具、模体、循环冷却管道、熔融料腔、温控仪电偶探头、外径定型套体、冷却进水口、冷却出水口、抽真空管接头、真空室、冷却室、循环抽气管、第二电磁阀、循环进气管、第三电磁阀、进风口、吸风口、出风口、进风Y型内风管、隔风筛套和抽气固化套。成型模具的模体内设有纵向贯通模体的熔融料腔,熔融料腔的一端与挤出机的内置挤出螺杆的前端相通,熔融料腔的另一端与外径定型套体的前端相通,外径定型套体内设有纵向贯通套体的套腔,套腔的内径长度与PE塑管的糖棒外径长度相同,套腔外侧的外径定型套体内间隔分布环绕有冷却室和真空室,位于外径定型套体外壁上设有与真空室相通的抽真空管接头, 位于外径定型套体外壁的上端和下端分别设有与冷却室相通的冷却进水口和冷却出水口,外径定型套体的出口端与抽气固化套的进口端相通,抽气固化套内设有纵向贯通套体的腔孔,腔孔的内径长度与PE塑管的糖棒外径长度相同,腔孔外侧壁为隔风筛套, 隔风筛套外侧的抽气固化套内设有进风Y型内风管, 进风Y型内风管的中部相通隔风筛套的吸风口,进风Y型内风管的两端口分别贯通对应的抽气固化套的上、下端壁形成进风口和出风口,抽气固化套的出口端与冷却清洗与热风干燥装置的进棒口相通。
作为本发明的一种优选技术方案,所述外径定型套体的套腔内径长度与抽气固化套的腔孔内径长度相同。
作为本发明的一种优选技术方案,所述内径定型及充填内置管装置,用于对糖棒内径定型和对糖棒内充填糖膏,包括:内径糖膏充填内置管、固定法兰盘、第一电磁阀、糖膏运送管、高温螺杆泵和保温储浆桶。
内径糖膏充填内置管,用于配合外径定型套体对PE塑管的糖棒内径定型和对糖棒内充填糖膏。内径糖膏充填内置管的一端通过固定法兰盘固定在模体的下端壁上并与糖膏运送管的一端相接,内径糖膏充填内置管的另一端穿过模体的下端壁在熔融料腔内的轴心处向抽气固化套的轴心方向呈90°折弯,内径糖膏充填内置管的折弯部沿熔融料腔的轴心线经外径定型套体和抽气固化套的轴心线向冷却清洗与热风干燥装置的进棒口内伸展,内径糖膏充填内置管呈L形,内径糖膏充填内置管的外周壁与外径定型套的套腔之间的间隙宽度与管壁厚适配,内径糖膏充填内置管为中空管不锈钢管。
成型模具的下端设有保温储浆桶,内径糖膏充填内置管与糖膏运送管的一端相接,糖膏运送管的另一端通过第一电磁阀和高温螺杆泵与保温储浆桶内相通。
作为本发明的一种优选技术方案,所述内径糖膏充填内置管折弯部的轴心线与熔融料腔的轴心线和外径定型套体的轴心线、抽气固化套的轴心线和进棒口的轴心线在同一直线上。
作为本发明的一种优选技术方案,所述冷却清洗与热风干燥装置,用于冷却清洗和干燥糖棒。包括: 进棒口、喷淋水管、水泵、储水箱、冷却机架、喷头、U型接水盘、供水管、水回收管口、硅胶软板、法兰盘、烘干箱、电源插座、红外线灯、风扇、管棒出口和罩体。冷却清洗与热风干燥装置的进棒口与抽气固化套的出口端相通,冷却机架的前端上设有后端为开口面的罩体,烘干箱位于罩体后端的冷却机架上,进棒口位于罩体的中部前端,与进棒口的轴心线水平对应的烘干箱中部前后壳体上横向设有供糖棒通过的横向通孔和管棒出口,横向通孔上端的烘干箱内设有红外线灯,横向通孔下端的烘干箱内设有风扇,横向通孔进口端的烘干箱上设有带孔硅胶软板, 糖棒从进棒口进入罩体且横贯罩体和烘干箱后从管棒出口导出,糖棒上端的罩体上与糖棒水平向设有喷淋水管,喷淋水管上向下呈间隔距离设有若干个喷头,喷淋水管的一端为封闭端且通过法兰盘固定在对应部的烘干箱外壳上,喷淋水管的另一端通过电磁阀与位于冷却机架下端一侧的水泵出水口相通,水泵的抽水口通过导管相通储水箱内下端,储水箱内上端相通供水管,罩体内糖棒下端的冷却机架上设有U型接水盘,U型接水盘的下端通过水回收管口与储水箱内上端相通。
作为本发明的一种优选技术方案,所述糖棒夹送与牵引装置,用于夹持牵引糖棒,包括:机体、主动辊、上辊座、调节手盘、电控面板、调节螺杆、螺母座、从动辊轴、轴座、上从动辊、导轨、电机、下辊座、下从动辊、底座和电机轴。机体的上部设有下辊座,下辊座上端内侧并排呈间隔离设有一个由电机带动的电机轴和一个从动辊轴,从动辊轴上轴设有下从动辊,电机轴上固接主动辊,下辊座上端两侧的机体上设有导轨,上辊座的两侧滑配在导轨上,上辊座的上端面中心处设有轴座,轴座上端的机体上设有螺母座,螺杆的中部螺接在螺母座上,螺杆的下端轴接在轴座上, 螺杆的上端固接调节手盘,上辊座下端内侧对应主动辊和下从动辊并排设有两个从动辊轴,各从动辊轴上分别轴设有一个上从动辊, 机体的下部设有电控面板, 机体的下端设有底座,上、下从动辊和主动辊为凹面辊且各辊面为橡胶面。
作为本发明的一种优选技术方案,所述切割成型装置, 用于对糖棒切割成型。包括: 导向固定板、糖棒切断器装置、夹棒从动轮、导入孔道、机械手气动夹指、夹棒主动轮、伺服步进电机、直线推动气缸、连接板、机架、滑动导轨、切刀、限位板、下模座、滑动盘、切棒模口、夹指滑柱、活动导轨、第一调节手轮、第二调节手轮、固定螺钉、活动连杆、轴座板、滑动凹槽、上模块、右逼紧螺母、右抓扣螺杆、接料盘和松紧螺栓。切割成型装置的进口端与糖棒夹送与牵引装置的出口端相接,切割成型装置的前部设有对糖棒导向的导向固定板,切割成型装置的后部设有糖棒切断器装置,导向固定板的后部与糖棒切断器装置的导入孔道之间设有牵棒装置。
所述牵棒装置,用于牵引糖棒进入糖棒切断器装置的导入孔道内。由轴接在机框架一侧的夹棒主动轮和位于夹棒主动轮上端且轴接在机框架一侧的夹棒从动轮构成, 伺服步进电机通过传动带传动夹棒主动轮转动,糖棒从夹棒主动轮与夹棒从动轮之间被牵引进入导入孔道。
所述糖棒切断器装置是:机架的前侧中部设有贯通的导入孔道,导入孔道内侧相通切棒模口,切棒模口内面上端与切刀对应面贴合, 切刀的上端通过固定螺钉固定在滑动盘的一侧,滑动盘的另一侧滑配在位于机架内侧两面上的对应一侧滑动导轨上,滑动盘的上端与对应部的连接板下端通过左逼紧螺母和左抓扣螺杆连成一体, 连接板的两侧滑配在滑动导轨上,连接板的下端两侧边开有滑动凹槽,连接板的上端面中心部与直线推动气缸的伸缩杆连接,直线推动气缸固定在对应部的机架上,机架的后侧内下端设有活动导轨,下模座的下端滑配在活动导轨上,下模座与活动导轨一侧之间设有松紧螺栓,下模座的外侧边与对应部的机架侧边之间呈间隔距离设有带动下模座在活动导轨上横向移动的第一调节手轮和第二调节手轮,下模座的上端设有轴座板,右抓扣螺杆的中部轴接在轴座板上,右抓扣螺杆的上端设有抓扣通过右逼紧螺母滑卡在滑动凹槽上,右抓扣螺杆的下端与上模块的上端中心部固定,限位板位于与导入孔道同一直线上的上模块下端的下模座前侧面上, 限位板613前端设有光电探头,限位板与导入孔道下端之间的机架上设有夹指滑柱,用于夹持牵引糖棒的机械手气动夹指滑配在夹指滑柱上,夹指滑柱下端的机架上设有接料盘。
一种用所述的制造设备制备多味糖棒的方法,包括如下步骤:
(1).糖棒中空管腔内填充的糖膏各组分的重量百分比是:水果植物提取物4.5~6.5%、葡萄糖45~52%、葡萄糖膏10~14%、白砂糖10~14%、柠檬酸1.5~1.8%、山梨酸钾0.08~0.1%、香精0.2~0.5%、食用色素0.01~0.05%、其余为水;
所述水果植物提取物以水果植物为原料,通过选果、去残、次杂果后在流水槽滾动清洗除去水果植物外皮上泥砂,经脱核机去核,将果肉打碎磨桨制成水果植物原桨,经过压滤机压滤去除残渣,得果汁,均质机对果汁作均质处理,进行低温真空浓缩,真空度82~90.6KPa,温度60~65℃,去除均质的果汁中40~45%的水份,得水果浓缩原桨,在均质的果汁中加入占均质的果汁重量15~25%的麦芽糊精、0.01~0.04%的甜味剂、0.5~0.8%的柠檬酸,0.05~0.08%的食品强化剂,搅拌均匀后,在空干燥机中将水果浓缩原桨喷雾干燥成细砂粉状,取得水果重组物-粉末状的水果植物提取物。
所述的水果植物提取物为下述原料中的一种或任意数种的混合:山楂﹑葡萄﹑苹果﹑梨﹑西瓜﹑香蕉﹑杏、枣、甜瓜、桔类、黄瓜或其它可食用的植物。
所述食品强化剂包括下述原料中的一种或任意数种的混合:维生素A、B、C、D、E族、叶酸、钙、铁、锌、镁、硒、铜、大豆蛋白、骨粉、鱼粉、氨基酸。
(2).糖膏的制备:取水果植物提取物4.5~6.5%、葡萄糖45~52%、葡萄糖膏10~14%、白砂糖10~14%、柠檬酸1.5~1.8%、山梨酸钾0.08~0.1%、香精0.2~0.5%、食用色素0.01~0.05%、其余为水;将食用葡萄糖和白砂糖需先用65℃温开水搅拌至完全溶解均匀后按量添加葡萄糖膏及饮用水,在100~126℃熬煮成含水量12~15%的膏状的糖膏,加入水果植物提取物,搅匀后贮存于带自动搅拌设备的保温储料桶,待糖膏冷却至65~70℃时,将柠橡酸,山梨酸钾,食用香精,天然色素,先后分别一边逐步加入一边揽拌至完全溶解均匀,其中所述的天然色素添加前先用65~70℃水调开再加入,将所得的糖棒混合充填糖膏在90~105℃温度下储存于保温储浆桶中;
(3).糖棒制备:糖棒采用聚乙烯食品级低密度PE塑料制作,经过挤压拉条切割制成外部直径3.5~4.5mm的透明无色中空圆管,其长度以实际串穿粒数及留把手的具体参数而定;
(4)糖棒内腔中糖膏的充填:在挤出机模头出口处的聚乙烯PE棒管,冷却至50~55℃己固化形成中空的糖棒材时,启动高温螺杆泵将保温储浆桶中的糖膏推送通过设于挤出机模具腔内的内径定型及充填内置管装置机构将糖膏注射充填于PE棒材管腔内,完成充填后继续前行,冷却固化成带芯糖棒,再经管外层清洗,烘干切割成预定尺寸,用食用胶和糖粉封闭管口获得直条插串用的带芯糖棒。
与现有技术相比,本发明能达到的有益效果是:
1、本发明实现了在糖棒中空管腔中注入糖膏且切割成产品,具有结构简单合理、方法简便可行、卫生、品质规范统一、生产效率高和成本低的优点。
2、本发明实现以食品級聚乙烯PE塑料经,挤出,定径,冷却,切割成型制成的中空小径管材用于糖球穿串的糖棒,在糖棒内腔中充填注入由粉末状果汁等组成的糖膏,然后冷却固化成一种多味糖棒,可作糖球穿串的糖棒,也可作单棒自由吸食的多口味风情糖棒,一棒两用。本发明能够达到改变糖棒实用价值,增加糖棒产品的趣味性和糖果市场花色品种,繁荣了糖果工业。
附图说明
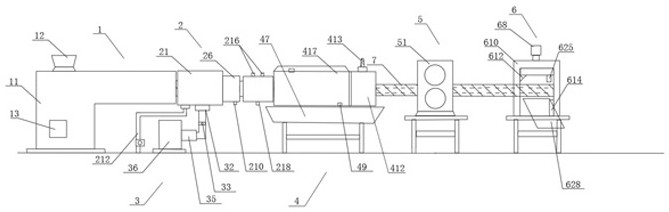
图1为本发明的整体设备结构分布示意图;
图2为本发明的模具及真空外定径套装置和内径定型及充填内置管装置的结构示意图;
图3为本发明的冷却清洗与热风干燥装置和糖棒夹送与牵引装置的结构示意图;
图4为本发明的糖棒夹送与牵引装置的结构示意图;
图5为图4的侧面结构示意图;
图6为本发明的切割成型装置的结构示意图;
图7为本发明的糖棒的结构示意图。
其中:1、挤压拉管装置;11、挤出机;12、下料口;13、驱动电机; 14、内置挤出螺杆;
2、模具及真空外定径套装置;21、成型模具;22、模体;23、循环冷却管道;24、熔融料腔;25、温控仪电偶探头;26、外径定型套体;27、冷却进水口;28、冷却出水口;29、抽真空管接头;210、真空室;211、冷却室;212、循环抽气管;213、第二电磁阀;214、循环进气管;215、第三电磁阀;216、进风口;217、吸风口;218、出风口;219、进风Y型内风管;220、隔风筛套;221、抽气固化套;
3、内径定型及充填内置管装置;31、内径糖膏充填内置管;32、固定法兰盘;33、第一电磁阀;34、糖膏运送管;35、高温螺杆泵;36、保温储浆桶;
4、冷却清洗与热风干燥装置;41、进棒口;42、喷淋水管;43、水泵;44、储水箱;45、冷却机架;46、喷头;47、U型接水盘;48、供水管;49、水回收管口;410、硅胶软板;411、法兰盘;412、烘干箱;413、电源插座;414、红外线灯;415、风扇;416、管棒出口;417、罩体;
5、糖棒夹送与牵引装置;51、机体;52、主动辊;53、上辊座;54、调节手盘;55、电控面板;56、调节螺杆;57、螺母座;58、从动辊轴;59、轴座;510、上从动辊;511、导轨;512、电机;513、下辊座;514、下从动辊;515、底座;516、电机轴;
6、切割成型装置;61、导向固定板;62、糖棒切断器装置;63、夹棒从动轮;64、导入孔道;65、机械手气动夹指;66、夹棒主动轮;67、伺服步进电机;68、直线推动气缸;69、连接板;610、机架气;611、滑动导轨;612、切刀;613、限位板;614、下模座;615、滑动盘;616、切棒模口;617、夹指滑柱;618、活动导轨;619、第一调节;620、第二调节手轮;621、固定螺钉;622、右抓扣螺杆;623、轴座板;624、滑动凹槽;625、上模块;626、右逼紧螺母;627、抓扣;628、接料盘;629、松紧螺栓;
7、糖棒;71、中空内腔;72、中空管腔进出口;73、管壁;74、糖膏。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明,但下述实施例仅仅为本发明的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本发明的保护范围。下述实施例中的实验方法、电路、程序控制器及其控制的相关元件、PLC可编程序控制器系统,气动技术和传感技术等控制系统等,如无特殊说明,均为常规技术及方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
实施例:
如图1~图7所示,一种糖球插串的多味糖棒制造设备,包括保温储浆桶36,还包括挤压拉管装置1、模具及真空外定径套装置2、内径定型及充填内置管装置3、冷却清洗与热风干燥装置4、糖棒夹送与牵引装置5和切割成型装置6,模具及真空外定径套装置2位于挤压拉管装置1的后端,模具及真空外定径套装置2的套腔内设有内径定型及充填内置管装置3的内径糖膏充填内置管31。内径定型及充填内置管装置3的后端依次设有冷却清洗与热风干燥装置4、糖棒夹送与牵引装置5和切割成型装置6。
如图1~图2所示,所述挤压拉管装置1,用于挤压溶化和提供糖棒的拉管溶料。包括: 挤出机11、下料口12、驱动电机13和内置挤出螺杆14。挤出机11的出口端与模具及真空外定径套装置2的进口端相通,挤出机11的内置挤出螺杆14的前端与成型模具21的模体22内设有的熔融料腔24的前端相通,与内置挤出螺杆和熔融料腔周壁对应的模体内壁上设有循环冷却管道23。循环抽气管212的一端与循环冷却管道23的后侧下端相通, 循环抽气管的另一端通过第二电磁阀213与冷却抽气机的抽气口相通,循环进气管214的一端通过第三电磁阀215与循环冷却管道23的前部上端相通, 循环进气管的另一端与冷却抽气机的进气口相通。
工作时,将符合国标GB 9687卫生标准,不加色素不加任何添加剂的低密度聚乙稀PE塑料原料从挤出机上端的下料口12进入挤出机的挤压腔内,经挤出机塑化后熔融料通过由驱动电机13带动的内置挤出螺杆14的推送进入熔融料腔24内,与模腔紧贴的模体22内设有循环冷却管道23,循环冷却管道与通过第二电磁阀213和循环抽气管212与冷却抽气机的抽气口相通,循环进气管214的一端通过第三电磁阀215与循环冷却管道23的前部上端相通, 循环进气管的另一端与冷却抽气机的进气口相通。冷却抽气机由位于模体22上的温控仪电偶探头25提供的信息反馈至PLC可编程序控制系统进尔由PLC控制指令启动(或关闭)冷却抽气机,通过循环抽气管212和第二电磁阀213对成型模体外进入的冷气与模体内高温气体抽出热量的交換调节,将熔融料腔24的模腔内的熔融料进行降温冷却至130~135℃,然后熔融料由内置挤出螺杆14推送进入模具及真空外定径套装置2内。
如图2所示,所述模具及真空外定径套装置2,用于对糖棒外径定型。包括: 成型模具21、模体22、循环冷却管道23、熔融料腔24、温控仪电偶探头25、外径定型套体26、冷却进水口27、冷却出水口28、抽真空管接头29、真空室210、冷却室211、循环抽气管212、第二电磁阀213、循环进气管214、第三电磁阀215、进风口216、吸风口217、出风口218、进风Y型内风管219、隔风筛套220和抽气固化套221。成型模具21的模体22内设有纵向贯通模体的熔融料腔24,熔融料腔的一端与挤出机11的内置挤出螺杆14的前端相通,熔融料腔的另一端与外径定型套体26前端的套腔相通。外径定型套体26内设有纵向贯通套体的套腔,套腔的内径长度与PE塑管的糖棒7外径长度相同。套腔外侧的外径定型套体内间隔分布环绕有冷却室211和真空室210。位于外径定型套体26外壁上设有与真空室210相通的抽真空管接头29, 抽真空管接头29通过导管与抽真空机的抽气口相通。位于外径定型套体26外壁的上端和下端分别设有与冷却室211相通的冷却进水口27和冷却出水口28。外径定型套体的出口端与抽气固化套221的进口端相通。抽气固化套221内设有纵向贯通套体的腔孔,腔孔的内径长度与PE塑管的糖棒外径长度相同。腔孔外侧壁为隔风筛套220, 隔风筛套外侧的抽气固化套221内设有进风Y型内风管219, 进风Y型内风管的中部相通隔风筛套220的吸风口217,进风Y型内风管219的两端口分别贯通对应的抽气固化套221的上、下端壁形成进风口216和出风口218,出风口218通过导管与抽气机的抽气口相通。抽气固化套221的出口端腔孔与冷却清洗与热风干燥装置4的进棒口相通。所述外径定型套体26的套腔内径长度与抽气固化套221的腔孔内径长度相同。
所述内径定型及充填内置管装置3,用于对糖棒内径定型和对糖棒内充填糖膏,包括:内径糖膏充填内置管31、固定法兰盘32、第一电磁阀33、糖膏运送管34、高温螺杆泵35和保温储浆桶36。
内径糖膏充填内置管31,用于配合外径定型套体对PE塑管的糖棒内径定型和对糖棒内充填糖膏。内径糖膏充填内置管31的一端通过固定法兰盘32固定在模体22的下端壁上并与糖膏运送管29的一端相接,内径糖膏充填内置管的另一端穿过模体的下端壁在熔融料腔24内的轴心处向抽气固化套221的轴心方向呈90°折弯,内径糖膏充填内置管的折弯部沿熔融料腔24的轴心线经外径定型套体和抽气固化套221的轴心线向冷却清洗与热风干燥装置4的进棒口41内伸展。内径糖膏充填内置管31呈L形,内径糖膏充填内置管31的外周壁与外径定型套体26的套腔之间的间隙宽度与管壁厚适配,内径糖膏充填内置管为中空管不锈钢管。
成型模具21的下端设有保温储浆桶36,内径糖膏充填内置管与糖膏运送管34的一端相接,糖膏运送管34的另一端通过第一电磁阀33和高温螺杆泵35与保温储浆桶36内相通。所述内径糖膏充填内置管31折弯部的轴心线与熔融料腔24的轴心线和外径定型套体的轴心线、抽气固化套221的轴心线和进棒口41的轴心线在同一直线上。
工作时,本发明在熔融料腔24内的熔融料依次进入外径定型套体26的套腔和抽气固化套221的腔孔与内径糖膏充填内置管31外周壁之间的间隙处,内径糖膏充填内置管31主要作用是利用其不锈钢光滑的外周壁与外径定型套体26的套腔壁和抽气固化套221的腔孔壁相配合作用于糖捧的内径定型,并且以内径糖膏充填内置管31的管腔内用作糖膏的充填通道。即:所述熔融料腔24内的熔融料被内置挤出螺杆14推送进入外径定型套体26的套腔时,泵将冷却水从外径定型套体26上的冷却进水口27打入冷却室211将外径定型套体用14~18℃冷却水调节降温,而后冷却水从外径定型套体26上的冷却出水口28流出套体。使外径定型套体26的套腔内的PE塑料熔融料冷却至105~120℃临界结晶点,形成半固态管坯。然后抽真空机启动,由于位于外径定型套体26外壁上设有与真空室210相通的抽真空管接头29, 抽真空管接头29通过导管与抽真空机的抽气口相通外径定型套体的真空室内壁上钻有均匀分布的细针孔状抽真空孔,依靠真空室210负压吸拉的吸附力把PE管坯外径紧贴在外径定型套体26的套腔内壁表面运行,由外径定型套体的通水降温,实现PE管坯外径按定径套内壁尺寸定径成型冷却硬化,且继续逐步降温向前行进。
按本发明所标的配比质量经配制熬的膏状糖桨,然后将熬好糖膏保持90~105℃存于保温储浆桶36中。PE管坯在向前运行(牵引力由己有设备糖棒夹送与牵引装置提供)至抽气固化套221的腔孔内,此时抽气机由出风口218抽出热气,进风口216吸进补充冷气,进风Y型内风管219将冷气从钻有小孔的隔风筛套220圴勻吹向PE管坯,构成循环空气交換将PE管坯冷却至攝氏40~50℃(由于管坯的直径在3.5~4.5mm之间属于微小型空管,故PE管坯极昜受冷硬化)。而后启动不锈钢高温螺杆泵35,将贮于保温储浆桶36的90~105℃高温混合膏状糖桨,通过由固定法兰盘32与内径糖膏充填内置管31连接的糖膏运送管34将膏状糖桨泵压推注进入内径糖膏充填内置管31中再从管口注入已经完全冷却硬化成型的PE塑料管腔之中,实现本发明所述的带芯糖棒7,然后糖棒7由糖棒夹送与牵引装置牵引夹送进入冷却清洗与热风干燥装置4内。
如图1和图3所示,所述冷却清洗与热风干燥装置4,用于冷却清洗和干燥糖棒。包括: 进棒口41、喷淋水管42、水泵43、储水箱44、冷却机架45、喷头46、U型接水盘47、供水管48、水回收管口49、硅胶软板410、法兰盘411、烘干箱412、电源插座413、红外线灯414、风扇415、管棒出口416和罩体417。冷却清洗与热风干燥装置4的进棒口41与抽气固化套221的出口端相通。冷却机架45的前端上设有后端为开口面的罩体417,烘干箱412位于罩体后端的冷却机架45上,进棒口位于罩体的中部前端,与进棒口41的轴心线水平对应的烘干箱412中部前后壳体上横向设有供糖棒7通过的横向通孔和管棒出口416。横向通孔上端的烘干箱412内设有红外线灯414,红外线灯414由电源插座413传导电源。横向通孔下端的烘干箱412内设有风扇415。横向通孔进口端的烘干箱412上设有带孔硅胶软板410。糖棒7从进棒口41进入罩体且横贯罩体417和烘干箱412后从管棒出口416导出。糖棒上端的罩体417上与糖棒7水平向设有喷淋水管42,喷淋水管上向下呈间隔距离设有若干个喷头46,喷淋水管的一端为封闭端且通过法兰盘411固定在对应部的烘干箱412外壳上,喷淋水管的另一端通过电磁阀与位于冷却机架45下端一侧的水泵43出水口相通,水泵的抽水口通过导管相通储水箱44内下端,储水箱内上端相通供水管48。罩体内糖棒7下端的冷却机架45上设有U型接水盘47,U型接水盘47的下端通过水回收管口49与储水箱44内上端相通。
工作时,糖棒条由糖棒夹送与牵引装置5的夹持牵引,前行从进棒口41进入冷却机架45内,其速度根据实际需要由糖棒夹送与牵引装置5的电控面板55内的控制器指令电机512完成。同步水泵43将冷水从储水箱44泵送至喷淋水管42内并通过设于其上的各喷头46雾化喷洒向位于U型接水盘47上端运动前进的糖棒条进行清洗降温,将糖棒条冷却至室温或攝氏30℃以下。降温后的冷水由U型接水盘47承接并由水回收管口49导回储水箱44内,储水箱内的补水由与自来水相通的供水管48完成,冷却清洗完后的糖棒由设于横向通孔进口端的带孔硅胶软板410除去管面滯留余水,然后进入烘干箱412内由红外线灯414将糖棒管外面进一步烘干,由风扇415将糖棒管外面热气吹散,防止糖棒条局部过热,糖棒条经热风烘干后由糖棒夹送与牵引装置拉动从管棒出口416退出冷却清洗与热风干燥装置,牵引糖棒经夹送与牵引装置5内进入切割成型装置6内切割成型。
如图1、图3至图5所示,所述糖棒夹送与牵引装置5,用于夹持牵引糖棒。包括:机体51、主动辊52、上辊座53、调节手盘54、电控面板55、调节螺杆56、螺母座57、从动辊轴58、轴座59、上从动辊510、导轨511、电机512、下辊座513、下从动辊514、底座515和电机轴516。机体51的上部设有下辊座513,下辊座的上端内侧并排呈间隔离设有一个由电机带动的电机轴516和一个从动辊轴58,从动辊轴上轴设有下从动辊514,电机轴516上固接主动辊52。下辊座513上端两侧的机体上设有导轨511,上辊座53的两侧滑配在导轨上。上辊座53的上端面中心处设有轴座59,轴座上端的机体上设有螺母座57,螺杆56的中部螺接在螺母座57上,螺杆56的下端轴接在轴座59上, 螺杆的上端固接调节手盘54。上辊座53的下端内侧对应主动辊和下从动辊514并排设有两个从动辊轴,各从动辊轴上分别轴设有一个上从动辊510。机体51的下部设有电控面板55, 电控面板55上设控制器用于控制电机转速,进而控制主动辊52转速。机体51的下端设有底座515, 用于支撑机体。上、下从动辊和主动辊为凹面辊且各辊面为橡胶面。
工作时,糖棒条从主动辊、上下从动辊之间穿过,通过转动调节手盘54带动上辊座53在两侧导轨上移动,可调整主动辊、上下从动辊之间的上下距离,以方便有效牵引糖棒条,牵引糖棒条的速度根据实际需要由糖棒夹送与牵引装置5的电控面板55内的控制器(电脑)指令电机512完成。需要牵引糖棒条速度快,糖棒的管壁73薄时,则控制器(电脑)指令电机512加速带动主动辊顺时针旋转,咬合在主动辊与上从动辊之间糖棒条则快速牵引前行;反之,则降低电机512速度。
如图6所示,所述切割成型装置6, 用于对糖棒切割成型。包括: 导向固定板61、糖棒切断器装置62、夹棒从动轮63、导入孔道64、机械手气动夹指65、夹棒主动轮66、伺服步进电机67、直线推动气缸68、连接板69、机架610、滑动导轨611、切刀612、限位板613、下模座614、滑动盘615、切棒模口616、夹指滑柱617、活动导轨618、第一调节手轮619、第二调节手轮620、固定螺钉621、右抓扣螺杆622、轴座板623、滑动凹槽624、上模块625、右逼紧螺母626、抓扣627、接料盘628和松紧螺栓629。切割成型装置的进口端与糖棒夹送与牵引装置5的出口端相接,切割成型装置的前部设有对糖棒7导向的导向固定板61,切割成型装置的后部设有糖棒切断器装置62,导向固定板的后部与糖棒切断器装置的导入孔道64之间设有牵棒装置。
所述牵棒装置,用于牵引糖棒7进入糖棒切断器装置62的导入孔道64内,由轴接在机框架一侧的夹棒主动轮66和位于夹棒主动轮66上端且轴接在机框架一侧的夹棒从动轮63构成。伺服步进电机67通过传动带传动夹棒主动轮66转动,糖棒从夹棒主动轮66与夹棒从动轮63之间被牵引进入导入孔道64。
所述糖棒切断器装置62是:机架610的前侧中部设有贯通的导入孔道64, 导入孔道64内侧相通切棒模口616,切棒模口内面上端与切刀612对应面贴合,切刀的上端通过固定螺钉621固定在滑动盘615的一侧,滑动盘的另一侧滑配在位于机架内侧两面上的对应一侧滑动导轨611上,滑动盘615的上端与对应部的连接板69下端通过左逼紧螺母和左抓扣螺杆连成一体。连接板69的两侧滑配在滑动导轨611上,连接板的下端两侧边开有滑动凹槽624,连接板69的上端面中心部与直线推动气缸68的伸缩杆连接。直线推动气缸68固定在对应部的机架610上。机架的后侧内下端设有活动导轨618,下模座614的下端滑配在活动导轨618上,下模座614与活动导轨618一侧之间设有松紧螺栓629, 用于松开或固定下模座614于活动导轨上。
下模座614的外侧边与对应部的机架610侧边之间呈间隔距离设有带动下模座614在活动导轨618上横向移动的第一调节手轮619和第二调节手轮620。下模座614的上端设有轴座板623,右抓扣螺杆622的中部轴接在轴座板623上,右抓扣螺杆622的上端设有抓扣627通过右逼紧螺母626滑卡在滑动凹槽624上, 使右抓扣螺杆能沿滑动凹槽624左右移动。右抓扣螺杆622的下端与上模块625的上端中心部固定,限位板613位于与导入孔道64同一直线上的上模块625下端的下模座614前侧面上,限位板613前端设有光电探头,限位板613与导入孔道64下端之间的机架上设有夹指滑柱617,用于夹持牵引糖棒7的机械手气动夹指65滑配在夹指滑柱617上,夹指滑柱617下端的机架上设有接料盘628。
工作时,对糖棒条(根据需要长度)切割成单根长约60~150mm的糖棒,迄今市场上对小直径长尺寸的管材一般采用单刀旋转型切割机切割,但对小直径短尺寸的穿插糖棒而言,采用单刀旋转型切割会发生切棒长短不齐,切口不平整等问题,不能达到产品要求。本发明的牵引糖棒条进入糖棒切断器装置62的导入孔道64内的牵棒装置的夹棒主动轮66由伺服步进电机67带动且按PLC可编定程序编定的指令驱动旋转,由夹棒主动轮66配合夹棒从动轮63(夹棒主动轮66、夹棒从动轮63的轮面均为凹形橡胶面)将待切管材糖棒条夹持前行从导向固定板61将糖棒条引入并穿过导入孔道64进入糖棒切断器装置62内,同时机械手气动夹指65启动将穿过导入孔道64后的糖棒条前部夹紧,然后机械手气动夹指65沿夹指滑柱617滑动,平衡地将糖棒条夹送至限位板613处,设于限位板613前端的光电探头将信息反馈至PLC控制器,PLC控制器指令启动直线推动气缸68推动连接板69下压,由于连接板69的两侧滑配在滑动导轨611上, 滑动盘615的上端与对应部的连接板下端通过左逼紧螺母和左抓扣螺杆连成一体,直线推动气缸68推动连接板69下压带动上模块625沿滑动导轨611向下移动,上模块与下模座614配合将糖棒条前部圧紧固定在限位板前端的上模块与下模座之间,同时固定在另一侧固定在滑动盘615上的切刀612也沿对侧滑动导轨向下端移动,在切棒模口616处将糖棒条切断,完成一次切条。然后直线推动气缸68回位再一次往复动作重起自动切条。已完成切条的糖棒7由于切断时切刀的推撞力致一边失衡原理,掉进接料盘628中储存,完成糖棒切割。
为了保证切捧的规格统一和长短尺寸可调,在糖棒切断限位板及下模座下座端设有活动导轨618配合第一调节手轮619、第二调节手轮620进行切割长度调节。调节时,先松开固定在下模座614上端的轴座板623和右逼紧螺母626将右抓扣螺杆沿滑动凹槽624移至适当位置上,然后依次将轴座板623和右逼紧螺母626及下模座614与活动导轨618之间的松紧螺栓629调紧,完成调节。
如图7所示,糖棒7由中空管腔71,管壁73,中空管腔进出口72,腔内充填物-糖膏74所组成,本发明技术终端产品是完成一种用于穿插糖串或单棒可自由吸食的糖棒7。糖棒按其需要及用途的规格尺寸切断成直条型,成品糖棒直径在3.5~4.5mm之间长度约在60~150mm(长度以实际串穿粒数及留把手的具体参数而定)。因此本发明所述的终端产品是一种以食品级聚乙烯PE塑料作为糖棒管材,并在棒材的中空管腔71内充填有膏状糖膏74,然后在45℃以下低温环境冷却固化,并用高温热胶糖粉封闭中空管腔进出口72而得。
一种用本发明制造设备制备多味糖棒的方法,包括如下步骤:
(1).糖棒中空管腔71内填充的糖膏74各组分的重量百分比是:水果植物提取物4.5~6.5%、葡萄糖45~52%、葡萄糖膏10~14%、白砂糖10~14%、柠檬酸1.5~1.8%、山梨酸钾0.08~0.1%、香精0.2~0.5%、食用色素0.01~0.05%、其余为水;
所述水果植物提取物以水果植物为原料,通过选果、去残、次杂果后在流水槽滾动清洗除去水果植物外皮上泥砂,经脱核机去核,将果肉打碎磨桨制成水果植物原桨,经过压滤机压滤去除残渣,得果汁,均质机对果汁作均质处理,进行低温真空浓缩,真空度82~90.6KPa,温度60~65℃,去除均质的果汁中40~45%的水份,得水果浓缩原桨,在均质的果汁中加入占均质的果汁重量15~25%的麦芽糊精、0.01~0.04%的甜味剂、0.5~0.8%的柠檬酸,0.05~0.08%的食品强化剂,搅拌均匀后,在空干燥机中将水果浓缩原桨喷雾干燥成细砂粉状,取得水果重组物-粉末状的水果植物提取物。
所述的水果植物提取物为下述原料中的一种或任意数种的混合:山楂﹑葡萄﹑苹果﹑梨﹑西瓜﹑香蕉﹑杏、枣、甜瓜、桔类、黄瓜或其它可食用的植物;
所述食品强化剂包括下述原料中的一种或任意数种的混合:维生素A、B、C、D、E族、叶酸、钙、铁、锌、镁、硒、铜、大豆蛋白、骨粉、鱼粉、氨基酸。所述甜味剂为阿斯巴甜。
所述食用色素包括下述原料中的一种或任意数种的混合:天然β-胡萝卜素﹑甜菜红﹑姜黄﹑红花黄﹑紫胶红﹑越橘红﹑辣椒红﹑辣椒橙﹑焦糖色﹑红米红﹑菊花黄浸膏﹑黑豆红﹑高粱红﹑玉米黄﹑萝卜红﹑可可壳色﹑红曲米﹑红曲红﹑落葵红﹑黑加仑红﹑栀子黄﹑栀子兰﹑沙棘黄﹑玫瑰茄红﹑橡子壳棕﹑NP红﹑多惠柯棕﹑桑椹红﹑天然芥菜红﹑金樱子棕﹑姜黄素﹑花生农红﹑葡萄皮红﹑兰锭果红﹑藻兰﹑植物碳黑﹑密蒙黄﹑紫草红﹑茶黄色素﹑茶绿色素﹑柑橘黄和氧化铁。
(2).糖膏的制备:取水果植物提取物4.5~6.5%、葡萄糖45~52%、葡萄糖膏10~14%、白砂糖10~14%、柠檬酸1.5~1.8%、山梨酸钾0.08~0.1%、香精0.2~0.5%、食用色素0.01~0.05%、其余为水;将食用葡萄糖和白砂糖需先用65℃温开水搅拌至完全溶解均匀后按量添加葡萄糖膏及饮用水,在100~126℃熬煮成含水量12~15%的膏状的糖膏,加入水果植物提取物,搅匀后贮存于带自动搅拌设备的保温储料桶,待糖膏冷却至65~70℃时,将柠橡酸,山梨酸钾,食用香精,天然色素,先后分别一边逐步加入一边揽拌至完全溶解均匀,其中所述的天然色素添加前先用65~70℃水调开再加入,将所得的糖棒混合充填糖膏在90~105℃温度下储存于保温储浆桶中。
(3)糖棒制备:糖棒采用聚乙烯食品级低密度PE塑料制作,经过挤压拉条切割制成外部直径3.5~4.5mm的透明无色中空圆管,其长度以实际串穿粒数及留把手的具体参数而定。
(4)糖棒内腔中糖膏的充填:在挤出机模头出口处的聚乙烯PE棒管,冷却至50~55℃己固化形成中空的糖棒材时,启动高温螺杆泵将保温储浆桶中的糖膏推送通过设于挤出机模具腔内的内径定型及充填内置管装置机构将糖膏注射充填于PE棒材管腔内,完成充填后继续前行,冷却固化成带芯糖棒,再经管外层清洗,烘干切割成预定尺寸,用食用胶和糖粉封闭管口获得直条插串用的带芯糖棒。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之 “上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的仅为本发明的优选例,并不用来限制本发明,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 糖球插串的多味糖棒制造设备和方法
- 一种球糖钻孔喷浆插棒一体机