一种定位夹持装置
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及机械加工制造领域的一种定位夹持装置,特别涉及一种定位夹持装置。
背景技术
现代精密数控加工过程中,为了保证零件的加工精度和高光洁度,除了加工机床本身要求很高的精度外,对于安装于机床主轴上的刀具及夹持刀具的刀柄夹持装置的精度也有非常高的要求。
目前的刀柄夹持装置通常都是采用锥柄结构,配合一拉杆机构进行锁紧。该结构对锥柄和锥孔的加工精度要求极高,装配时也要求配合的锥面不得有污物,并要求达到足够的接触面积,实际操作过程难度极大。
另外,锥柄结构需要一拉杆机构进行锁紧,这导致机床主轴结构变得复杂,严重影响主轴的动平衡,使得机床的制造变得复杂困难。
因此,如何降低刀柄夹持装置及机床安装结构的复杂度,提高刀柄的夹持精度,就变得非常重要。
发明内容
针对背景技术中提到的问题,本发明的目的是提供一种定位夹持装置,以解决背景技术中提到的问题。
本发明的上述技术目的是通过以下技术方案得以实现的:
一种定位夹持装置,包括:刀夹,所述刀夹上连接有夹持组件,所述夹持组件包括装配固定在刀夹上的刀夹螺帽,所述刀夹上固定有刀柄,所述刀柄的外部设置有刀套,所述刀套通过锁紧件与所述刀柄连接固定,所述刀套与所述刀柄之间设置有滚珠钢球,所述刀套与所述刀柄之间还设置有左反向器卡环、左反向器、右反向器卡环和右反向器,所述刀柄内开设有回珠孔和刀柄沟道,所述刀套内设置有刀套沟道,所述刀套端部具有刀套锁紧端面,所述刀柄端部具有刀柄锁紧端面和刀柄导引锥面,当所述刀套锁紧端面和所述刀柄锁紧端面紧密接触时,所述刀柄和所述刀套相互精确定位并锁紧。
较佳的,所述滚珠钢球的外部设置有钢球保持架。
较佳的,所述锁紧件包括锁紧弹簧帽、锁紧弹簧、锁紧钢球和锁紧V型槽,所述锁紧弹簧帽固定在所述刀套内,所述锁紧钢球通过所述锁紧弹簧连接在所述锁紧弹簧帽内,所述锁紧V型槽开设在所述刀柄内供所述锁紧钢球卡入。
较佳的,所述刀柄与所述刀套之间设置有防尘圈。
较佳的,所述刀柄端部开设有锥形的嵌插槽,所述刀夹上具有与所述刀夹一体成型的锥插部,所述锥插部插设在所述嵌插槽内,所述刀夹螺帽螺纹连接在所述刀柄外部。
较佳的,所述刀夹和所述刀夹螺帽内开设有键槽,所述键槽内设置有平键。
较佳的,所述刀套内部开设有供所述刀柄一端置入的凹槽,所述凹槽槽底与所述刀柄端部之间的间隙大于2mm。
较佳的,所述刀柄的外部键连接固定有限位环,所述限位环的端面与所述刀套的端面相互抵触,所述刀夹为自紧夹头。
较佳的,所述夹持组件包括固定在刀夹的上方的定位块,所述定位块上设置有夹头,所述夹头通过夹头拉杆螺纹安装在所述定位块上,所述刀夹上固定有定位凸台,所述定位凸台上具有下贴合面和上贴合面,所述定位块底部设置有弹性片,所述定位块上开设有定位槽口。
较佳的,所述夹头上开设有夹口,所述刀夹内螺纹连接有压紧螺栓;所述夹头拉杆端部具有与其一体成型的锥台部,所述锥台部的大端直径大于所述夹头拉杆外部螺纹段的外径;所述夹头为匚形,所述夹头为铸钢材质,所述夹头的边线处分别设置有圆角;所述夹头内开设有螺纹孔,所述夹头拉杆的一端螺纹连接在所述螺纹孔内,所述夹头拉杆与所述夹头之间螺纹连接有加固螺栓;所述弹性片设置有四组,所述弹性片的形状为L形;所述定位块为矩形块,所述定位凸台为四组,四组所述定位凸台分别嵌插在所述定位块内;所述定位凸台的两侧开设有内凹槽。
综上所述,本发明主要具有以下有益效果:
一、本发明用滚珠丝杠副兼具精密径向和轴向定位的特性,将传统的锥面定位副改为滚珠丝杠副,一般地,本发明中刀柄设置为丝杠,刀套设置为螺母,滚珠钢球设置在刀套的沟道中,刀套两端各设置回珠用的左反向器卡环、左反向器、右反向器卡环和右反向器,保证全部滚珠钢球在刀柄拧紧过程中的能在刀套和刀柄的刀柄沟道和刀套沟道中正常滚动,滚动的滚珠钢球通过左反向器卡环、左反向器、右反向器卡环和右反向器及刀套上的回珠孔实现循环运动,由于在刀柄和刀套上分别各设置一垂直于轴线的刀套锁紧端面和刀柄锁紧端面,当刀柄拧入刀套,两端面接触时能实现锁紧功能,进而能代替传统的拉杆锁紧机构,定位和锁紧性能良好;
二、本发明将传统刀柄端部的刀夹螺帽和刀夹替换为快速定位夹具的夹头,即可变换为快换夹头,实现快速定位,快速更换的功能;采用本发明的快速定位夹具,结构简单,制造容易,成本很低,精度很容易保证,使用寿命长。因此将会在未来的自动化智能制造领域显示出不可估量的价值。
附图说明
图1为本发明某个实施例刀柄部分的结构剖视图之一;
图2为本发明某个实施例刀柄部分的结构剖视图之二;
图3为本发明某个实施例刀柄部分的爆炸示意图;
图4为本发明某个实施例钢球保持架的结构示意图;
图5为本发明中某个实施例的结构示意图之一;
图6为本发明中某个实施例的结构示意图之二;
图7为本发明中某个实施例的结构示意图之三;
图8为本发明中某个实施例的结构示意图之四;
图9为本发明中某个实施例中定位块部分的结构示意图;
图10为本发明中某个实施例实现精密定位的原理图。
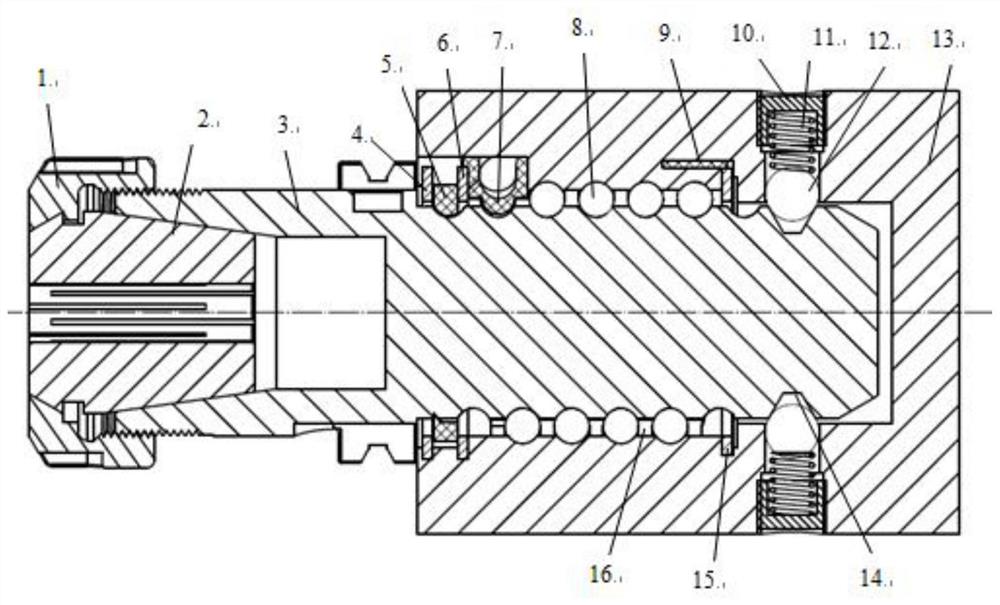
附图标记:1、刀夹螺帽;2、刀夹;3、刀柄;4、防尘圈卡环;5、防尘圈;6、左反向器卡环;7、左反向器;8、滚珠钢球;9、右反向器;10、锁紧弹簧帽;11、锁紧弹簧;12、锁紧钢球;13、刀套;14、锁紧V型槽;15、右反向器卡环;16、钢球保持架;17、回珠孔;18、刀柄沟道;19、刀套沟道;20、刀套锁紧端面;21、刀柄锁紧端面;22、刀柄导引锥面;23、夹头;24、定位块;26、定位凸台;27、夹头拉杆;28、定位槽口;29、弹性片;30、贴合面凸台;31、下贴合面;32、上贴合面;34、压紧螺栓;35、夹口。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
参考图1至图4,一种定位夹持装置,包括:刀夹2,所述刀夹2上连接有夹持组件,所述夹持组件包括装配固定在刀夹2上的刀夹螺帽1,所述刀夹2上固定有刀柄3,所述刀柄3的外部设置有刀套13,所述刀套13通过锁紧件与所述刀柄3连接固定,所述刀套13与所述刀柄3之间设置有滚珠钢球8,所述刀套13与所述刀柄3之间还设置有左反向器卡环6、左反向器7、右反向器卡环15和右反向器9,所述刀柄3内开设有回珠孔17和刀柄沟道18,所述刀套13内设置有刀套沟道19,所述刀套13端部具有刀套锁紧端面20,所述刀柄3端部具有刀柄锁紧端面21和刀柄导引锥面22,当所述刀套锁紧端面20和所述刀柄锁紧端面21紧密接触时,所述刀柄3和所述刀套13相互精确定位并锁紧。
其中,所述滚珠钢球8的外部设置有钢球保持架16;螺旋弹簧状的带精密螺旋沟道的钢球保持架16能够保证滚珠钢球8的稳定性。
其中,所述锁紧件包括锁紧弹簧帽10、锁紧弹簧11、锁紧钢球12和锁紧V型槽14,所述锁紧弹簧帽10固定在所述刀套13内,所述锁紧钢球12通过所述锁紧弹簧11连接在所述锁紧弹簧帽10内,所述锁紧V型槽14开设在所述刀柄3内供所述锁紧钢球12卡入。
其中,所述刀柄3与所述刀套13之间设置有防尘圈5;防尘圈5的设置能够有效防止灰尘等颗粒杂质进入刀柄3和导套13之间,能够提高本装置的使用寿命。
其中,所述刀柄3端部开设有锥形的嵌插槽,所述刀夹2上具有与所述刀夹2一体成型的锥插部,所述锥插部插设在所述嵌插槽内,所述刀夹螺帽1螺纹连接在所述刀柄3外部;通过将刀夹2中的锥插部插入至刀柄3端部的嵌插槽内能够增大刀夹2安装在刀柄3内的稳定性,能够提高定位精度、装置整体装配的稳定性,提高强度和寿命。
其中,所述刀夹2和所述刀夹螺帽1内开设有键槽,所述键槽内设置有平键;当在刀夹2的端侧开设键槽时,当安装刀夹螺帽1时能够防止刀夹螺帽1无故发生脱落,能够提高装配后的结构稳定性。
其中,所述刀套13内部开设有供所述刀柄3一端置入的凹槽,所述凹槽槽底与所述刀柄3端部之间的间隙大于2mm;通过在刀套13中开设供刀柄3置入的凹槽,能够保证刀套13和刀柄3之间存在着安装间隙余量,能够防止在安装直插时发生刚性冲击。
其中,所述刀柄3的外部键连接固定有限位环,所述限位环的端面与所述刀套13的端面相互抵触;通过利用限位环能够保证刀柄3在安装至刀套13的位置,方便进行操作。
其中,所述刀夹2为自紧夹头;当将刀夹2采用为自紧夹头时,能够提高刀夹2的快速固定能力。
分析可知:本发明用滚珠丝杠副兼具精密径向和轴向定位的特性,将传统的锥面定位副改为滚珠丝杠副,一般地,本发明中刀柄3设置为丝杠,刀套13设置为螺母,滚珠钢球8设置在刀套13的沟道中,刀套13两端各设置回珠用的左反向器卡环6、左反向器7、右反向器卡环15和右反向器9,保证全部滚珠钢球8在刀柄3拧紧过程中的能在刀套13和刀柄3的刀柄沟道18和刀套沟道19中正常滚动,滚动的滚珠钢球8通过左反向器卡环6、左反向器7、右反向器卡环15和右反向器9及刀套13上的回珠孔17实现循环运动,由于在刀柄3和刀套13上分别各设置一垂直于轴线的刀套锁紧端面20和刀柄锁紧端面21,当刀柄3拧入刀套13,两端面接触时能实现锁紧功能,进而能代替传统的拉杆锁紧机构,定位和锁紧性能良好。
实施例2
参考图5至图10,与实施例1的不同之处在于:在于夹持组件的改变;其中所述夹持组件包括固定在刀夹2的上方的定位块24,所述定位块24上设置有夹头23;为了实现本定位夹具的快拆快装功能,所述夹头23通过夹头拉杆27螺纹安装在所述定位块24上;当使用本快速定位夹具时,可以利用刀夹2进行支撑,利用夹头23固定工件,用定位块24作为刀夹2与夹头23之间的连接件,由于将传统的结构改造为夹头拉杆27带外螺纹的形式,故可以实现快拆功能。
参考图7、图8、图9和图10,为了实现所述刀夹2与定位块24的连接定位,在所述刀夹2上固定有定位凸台26,其中所述定位凸台26上具有下贴合面31和上贴合面32,所述定位块24底部设置有弹性片29,所述定位块24上开设有定位槽口28;通过在刀夹2上固定有定位凸台26能够方便夹头23固定时的定位,夹头23定位时定位凸台26能够插入定位,定位槽口28的设置能够方便进行拆装操作,此外通过利用贴合面凸台30可以实现定位弹性片29的功能。
参考图5和图6,为了方便本夹具使用时对工件的充分固定,在所述夹头23上开设有夹口35,所述夹头23内螺纹连接有压紧螺栓34;当工件固定在夹口35后再拧紧压紧螺栓34即可实现牢靠锁定。
参考图5,其中在所述夹头拉杆27端部具有与其一体成型的锥台部271,锥台部背离夹头23,所述锥台部271的大端直径大于所述夹头拉杆27外部螺纹段的外径;夹头拉杆27端部的锥台部271能够在夹头拉杆27安装时进行定位,当夹头拉杆23置入至刀夹2时能够实现卡接定位。
参考图5和图6,其中所述夹头23为匚形,所述夹头23为铸钢材质,所述夹头23的边线处分别设置有圆角;匚形的夹头23能够方便工件的固定,采用铸钢材质的夹头23能够提高耐磨性和使用寿命,夹头23的边线处的圆角能够减小应力集中现象。
参考图5和图6,其中所述夹头23内开设有螺纹孔,所述夹头拉杆27的一端螺纹连接在所述螺纹孔内,所述夹头拉杆27与所述夹头23之间螺纹连接有加固螺栓;当将夹头拉杆27的一端螺纹连接在所述螺纹孔内能够实现夹头拉杆27与夹头23的拆装。
参考图7和图8,其中所述弹性片29设置有四组,所述弹性片29的形状为L形;L形的弹性片29能够提高压合固定能力。
参考图7和图8,其中所述定位块24为矩形块,所述定位凸台26为四组,四组所述定位凸台26分别嵌插在所述定位块24内,当定位块24与刀夹2连接固定时,可以将定位凸台26嵌插至定位块24;为了方便进行嵌插操作,在所述定位凸台26的两侧开设有内凹槽。
分析可知:本发明将传统刀柄端部的刀夹螺帽和刀夹替换为快速定位夹具的夹头23,即可变换为快换夹头,实现快速定位,快速更换的功能;当使用本装置时可以将工件固定在夹头23内,将刀夹2固定在机械设备上,夹头23由于采用了夹头拉杆27,故可以方便进行拆装更换;故采用本发明的快速定位夹具,结构简单,制造容易,成本很低,精度很容易保证,使用寿命长。因此将会在未来的自动化智能制造领域显示出不可估量的价值。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 夹持装置的夹持模块和定位模块以及用于夹持金属板构件的夹持装置
- 一种用于切割金相试样的夹持定位装置及其夹持定位方法