电磁扰动与流动聚焦制备芯片级封装用微焊球的装置
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及一种基于电磁扰动与流动聚焦技术高频高质制备芯片级封装用微焊球的装置,同时该技术也适用于金属颗粒或金属微滴的高频高质制备。
背景技术
随着电子封装向小型化和多功能化的转变,对封装所需微焊球的尺寸要求更小,质量要求更高。大规模集成电路封装均采用均一焊球以实现芯—芯和芯—板之间信号传递和机械连接。连续喷射技术(也称射流扰动技术)是制备均一焊球的手段之一,其原理如下:基于射流不稳定理论,当人为施加的纵向扰动传递到射流液柱表面时,通过合理地调整扰动频率和气压的大小,可控制射流液柱端头断裂形成均一焊球。相比于气雾化技术,射流扰动技术制备的焊球大小均一且球形度高。
影响射流扰动技术的关键因素包括喷嘴孔径,自由液面所施加的气压和射流液柱上所施加的均一扰动。自由液面上易于施加的恒定气压。射流所施加的均一扰动主要包括压电扰动和电磁扰动。压电扰动的原理:利用信号源和功率放大器产生的高频可变电信号控制压电陶瓷产生扰动力,通过振动杆把扰动力传递到从喷嘴出口处射流而出的射流液柱表面。电磁扰动的原理:当高频脉冲电流流经处于恒定磁场的驱动腔内的液态金属时,将会以液态金属为介质在腔体内产生可周期性变化的脉冲电磁扰动。相比于压电扰动,电磁扰动直接作用于导电的液态金属,容易实现无接触驱动,不会产生机械磨损,结构简单。喷嘴孔径控制射流扰动断裂形成的均一焊球大小,且喷嘴孔径越小,形成的焊球越小,但随着喷嘴孔径的持续减小,喷嘴内流道的阻力变大,容易堵塞喷嘴,造成生产力低下,且难以制备出粒径小于200μm的微焊球。
基于此,在电磁射流扰动制备均一焊球的基础上,本专利提出电磁扰动与流动聚焦技术高频高质制备芯片级封装用微焊球,可高频高质的制备出远小于喷嘴孔径的均一焊球。电磁扰动的原理前面已经介绍。流动聚焦技术的原理:利用高速气流挤压喷嘴出口处的射流液柱以实现液-气两相界面结构条件下产生远小于喷嘴孔径的聚焦射流液柱。电磁扰动与流动聚焦技术制备均一焊球的原理:即在喷嘴下方采用气液流动聚焦技术产生远小于喷嘴孔径的聚焦射流液柱,当喷嘴上方产生的电磁扰动传递到喷嘴出口处聚焦后的射流液柱上时,将会控制其射流液柱端头断裂形成均一微滴,通过其后的成球装置可制备出直径远小于喷嘴孔径的均一焊球。
目前,主要通过射流扰动技术生产均一焊球。中国专利 CN201911344572.0公开了一种压差调控与电磁扰动制备均一金属颗粒的试验装置,涉及一种射流模式的微喷装置。该装置提供适用于微焊球(如锡及其合金)及其它金属颗粒的高频高质。该装置利用电磁扰动发生器产生射流扰动断裂所需的均一扰动。中国专利CN201220401660.7公开了一种射流断裂法制球装置,它涉及一种制球装置,该装置利用电磁激振器产生射流扰动断裂所需的均一扰动。
发明内容
本发明的目的是提供一种高频高质制备芯片封装用均一焊球或其它金属均一颗粒的新方法,可控制均一焊球或其它金属均一颗粒的大小,且制备后的焊球或其它金属均一颗粒无需后续多次筛分。
本发明的目的是提供一种制备10-200μm均一焊球的制备技术,也可实现其它金属球形颗粒的高频高质制备,并基于此技术构建相应的装置,该装置以电磁扰动与流动聚焦技术为基本原理。其特征在于:通过气液流动聚焦技术实现对射流液柱直径的控制;通过调节电磁扰动频率以实现对微焊球制备频率的控制;通过电磁扰动与流动聚焦技术的组合实现对微焊球直径和频率的协调控制,最终制备出直径在10-200μm的均一焊球。
本发明所涉及电磁扰动与流动聚焦技术制备10-200μm均一焊球与常见的射流扰动技术制备均一焊球具有显著的区别。射流扰动技术是基于射流不稳定理论,当人为施加的纵向扰动传递到射流液柱表面时,通过合理地调整扰动频率和气压的大小,可控制射流液柱端头断裂形成均一焊球。但该技术易受到喷嘴孔径的制约(随着喷嘴孔径的持续减小,喷嘴内流道的阻力变大,容易堵塞喷嘴,造成生产力低下),且难以制备出200μm以下的均一焊球。为配合电子类产品小体积、多任务的发展趋势,芯片级微电子封装技术向高密度、高脚位、小型化和薄型化的方向演变,对芯片与芯片之间放置的锡基焊球(具有连接和传递信号的作用)的均一性要求不断提高、尺寸要求不断减小,急需制备出200μm以下的均一焊球。电磁扰动与流动聚焦技术是在喷嘴下方采用气液流动聚焦技术产生远小于喷嘴孔径的聚焦射流液柱,当喷嘴上方产生的电磁扰动传递到喷嘴出口处聚焦后的射流液柱上时,将会控制其射流液柱端头断裂形成均一微滴,通过其后的成球装置可制备出直径远小于喷嘴孔径的均一焊球。电磁扰动与流动聚焦技术不是简单的两种技术的叠加,而是通过两种技术在空间结构上的组合和时序上的协同控制而实现的技术更新,具有极大的应用价值。
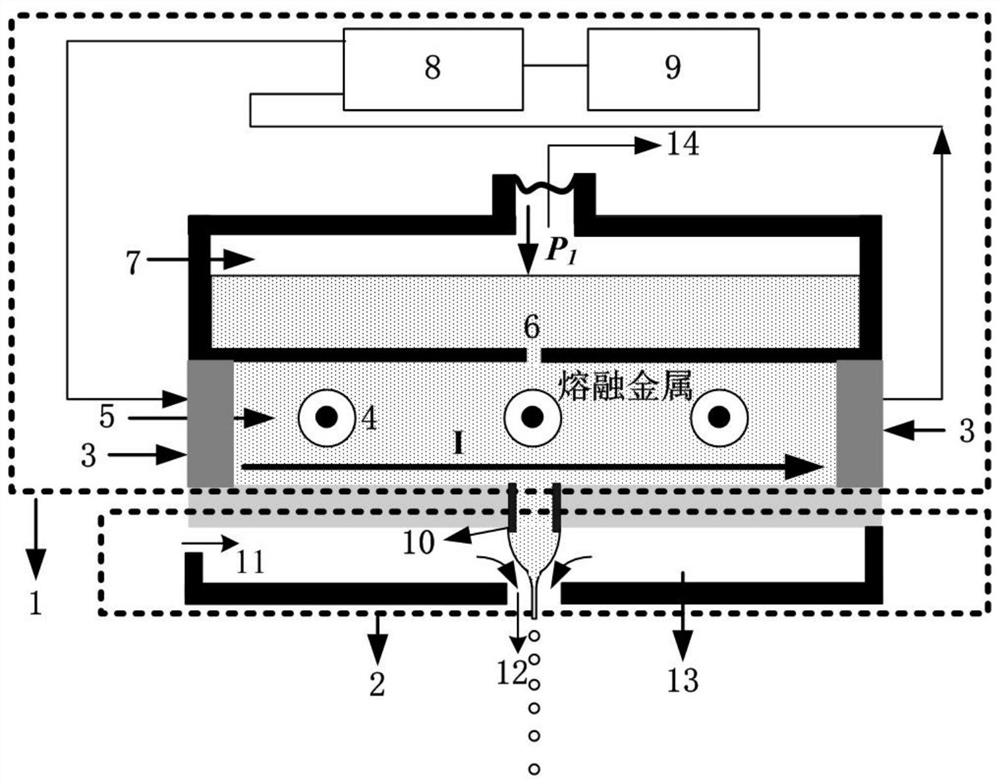
本发明所涉及的电磁扰动发生器1,包括不锈钢电极板3、永磁铁提供的恒定磁场强度4、扰动电磁力发生腔5、功率放大器8、信号源9;熔化腔7位于扰动电磁力发生腔5的正上方,两者间设有连接孔6。在扰动电磁力发生腔5的两相对的侧面各设有一个不锈钢电极板3,两不锈钢电极板3平行相对,在扰动电磁力发生腔5内两平行相对的不锈钢电极板3之间加有永磁铁提供的恒定磁场 4,恒定磁场4的磁场方向平行于不锈钢电极板3;扰动电磁力发生腔5和熔化腔7的外侧设有熔化加热线圈15;扰动电磁力发生腔5的底部直接与喷嘴10相连;信号源9经由功率放大器8与两不锈钢电极板3进行连接;两不锈钢电极板 3的相对的面与金属熔液是面连接的;上述永磁铁提供的恒定磁场强度4、扰动电磁力发生腔5、不锈钢电极板3、功率放大器8、信号源9和熔化加热线圈15 构成电磁力发生器1。
本发明所涉及的气液聚焦装置发生器2,包括聚焦气体进气孔11,聚焦气体出气孔12,气体聚焦腔体13组成。聚焦气体进气孔11直接与气控系统相连。
本发明所涉及的温控系统,包括熔化加热线圈15、温度传感器16和智能 PID温控仪17组成。
本发明所涉及的气控系统,本装置包括两路气控系统和一路抽真空系统组成,第一路气控系统由氮气罐24、微型电动阀25、稳压罐26、气压传感器27、精密气体稳压阀28和PLC集成系统23组成;第二路气控系统由氮气罐18、微型电动阀19、稳压罐20、气压传感器21、精密气体稳压阀22和PLC集成系统 23组成;抽真空系统由真空泵29、气压传感器30、氧含量分析仪33、各种密封件和导压管等组成。
本发明所涉及的成球系统,包括成球腔31、观察窗口32、用于加热成球介质的加热装置(加热线圈34、温度传感器35和智能PID温控仪36)、成球介质储存腔37、排气装置38、成球介质花生油39、成球介质的高温球化区间40 和成球介质的低温成球区间41。
与现有技术相比,本发明的工作原理及有益效果如下:
本发明(电磁扰动与流动聚焦技术)的原理:在喷嘴下方采用气液流动聚焦技术产生远小于喷嘴孔径的聚焦射流液柱,当喷嘴上方产生的电磁扰动传递到喷嘴出口处聚焦后的射流液柱上时,将会控制其射流液柱端头断裂形成均一微滴,通过其后的成球装置可制备出直径远小于喷嘴孔径的均一焊球。通过本发明可实现的效益:通过气液流动聚焦技术实现对射流液柱直径的控制;通过调节电磁扰动频率以实现对微焊球制备频率的控制;通过电磁扰动与流动聚焦技术的组合实现对微焊球直径和频率的协调控制,最终制备出直径在10-200μm的均一焊球。
附图说明
图1为本发明(电磁扰动与流动聚焦技术)制备均一焊球的原理图。
图2为本发明(电磁扰动与流动聚焦技术)制备均一焊球的装置结构示意图。
图3为本发明(电磁扰动与流动聚焦技术)的成球系统结构示意图。
电磁扰动发生器1,气液聚焦装置发生器2,不锈钢电极板3,永磁铁提供的恒定磁场强度4,扰动电磁力发生腔5,连接孔6,熔化腔7,功率放大器8,信号源9,喷嘴10,聚焦气体进气孔11,聚焦气体出气孔12,气体聚焦腔体13,与气控系统相连的气孔14,熔化加热线圈15,温度传感器16,智能PID温控仪 17,氮气罐18,微型电动阀19,稳压罐20,气压传感器21,精密气体稳压阀 22,PLC集成系统23,氮气罐24,微型电动阀25,稳压罐26,气压传感器27,精密气体稳压阀28,真空泵29,气压传感器30,成球腔31,观察窗口32,氧含量分析仪33,加热线圈34,温度传感器35,智能PID温控仪36,成球介质储存腔37,排气装置38,成球介质花生油39,成球介质的高温球化区间40,成球介质的低温成球区间41和焊球收集开关42。
具体实施方式
下面结合实施例对本发明做进一步说明,但本发明并不限于以下实施例。
实施例1
参见图1、图2和图3,本发明实施例设有电磁扰动发生器1,气液聚焦装置发生器2,不锈钢电极板3,永磁铁提供的恒定磁场强度4,扰动电磁力发生腔5,连接孔6,熔化腔7,功率放大器8,信号源9,喷嘴10,聚焦气体进气孔11,聚焦气体出气孔12,气体聚焦腔体13,与气控系统相连的气孔14,熔化加热线圈15,温度传感器16,智能PID温控仪17,氮气罐18,微型电动阀19,稳压罐20,气压传感器21,精密气体稳压阀22,PLC集成系统23,氮气罐24,微型电动阀25,稳压罐26,气压传感器27,精密气体稳压阀28,真空泵29,传感器30,成球腔31,观察窗口32,氧含量分析仪33,熔化加热线圈34,温度传感器35,智能PID温控仪36,成球介质储存腔37,排气装置38,成球介质花生油39,成球介质的高温球化区间40,成球介质的低温成球区间41和焊球收集开关42。
步骤1:降低成球环境中的氧含量。
打开微型电动阀19、精密气体稳压阀22、微型电动阀25、精密气体稳压阀 28,利用真空泵29对熔化腔7、扰动电磁力发生腔5、稳压罐20、稳压罐26、成球腔31及所有存在气体介质的空间抽真空,当气压传感器21、气压传感器27 和气压传感器30的读数达到-99.99kPa时,关闭真空泵;利用氮气罐18和氮气罐24对熔化腔7、扰动电磁力发生腔5、稳压罐20、稳压罐26和成球腔31内部充气,当整个装置内的气压达到0kPa时,关闭阀门,多次重复上述过程可把熔化腔7、扰动电磁力发生腔5、稳压罐20、稳压罐26和成球腔31内部的氧含量降低到300ppm以下。
步骤2:设置熔化温度和球化温度。
通过熔化系统(熔化加热线圈15,温度传感器16,智能PID温控仪17)使熔化腔7和扰动电磁力发生腔5内的金属熔化为液态金属,且使气体聚焦腔体 13内的温度与熔化腔7和扰动电磁力发生腔5内的温度相同。通过智能PID温控仪17的多次调节,使温度波动幅值小于1℃,满足本装置的要求。通过成球系统的加热装置(加热线圈34,温度传感器35,智能PID温控仪36)使成球介质的高温球化区间40中的成球介质花生油39的温度达到金属的熔点温度,以便进行金属微滴的球化处理。
步骤3:施加电磁扰动参数。
待金属熔化温度和成球温度稳定在相应的数值附近时,在扰动电磁力发生腔 5的两相对的侧面各设有一个不锈钢电极板3,两不锈钢电极板3平行相对,在扰动电磁力发生腔5内两平行相对的不锈钢电极板3之间加有永磁铁提供的恒定磁场4,恒定磁场4的磁场方向平行于不锈钢电极板3。当信号源9和功率放大器8产生的高频脉冲电流信号,通过不锈钢电极板3、扰动电磁力发生腔5内的液态金属形成通路时,将会以液态金属为载体形成脉冲电磁力,从而在扰动电磁力发生腔5内形成均一扰动。
步骤4:施加气控参数。
第一路气控系统由氮气罐24、微型电动阀25、稳压罐26、气压传感器27、精密气体稳压阀28和PLC集成系统23组成,可在自由液面施加恒定气压以使扰动电磁力发生腔5内的液态金属从喷嘴出口处射流而出形成射流液柱,其自由自由液面施加稳定的气压是关键,其具体过程如下:调节过程包括粗调节和细调节,粗调节是通过PLC集成系统23中的PLC控制微型电动阀25的通断间接控制稳压罐26内的气压大小,其调节过程是当传感器获取的气压信号与PLC设定的信号一致时,PLC发出信号关闭微型电动阀25,由于电磁阀的关闭需要时间,因此稳压罐26内获取的压力值要稍大于所设定的气压。此时稳压罐26内的气压与熔化腔7自由液面所需的气压相差不大,再通过精密气体稳压阀28使稳压罐26内的气体缓慢流入熔化腔7内,从而达到精确控制气压的目的。
第二路气控系统由氮气罐18、微型电动阀19、稳压罐20、气压传感器21、精密气体稳压阀22和PLC集成系统23组成,可使从喷嘴10射流而出的射流液柱在气体聚焦腔体13内的聚焦气体出气孔12处聚焦形成远小于喷嘴孔径的液柱。聚焦气体出气孔12处的聚焦气压的稳定性是关键,其具体过程如下:调节过程包括粗调节和细调节,粗调节是通过PLC集成系统23中的PLC控制微型电动阀19的通断间接控制稳压罐20内的气压大小,其调节过程是当传感器获取的气压信号与PLC设定的信号一致时,PLC发出信号关闭微型电动阀19,由于电磁阀的关闭需要时间,因此稳压罐20内获取的压力值要稍大于所设定的气压。此时稳压罐20内的气压与气体聚焦腔体13内所需的聚焦气压相差不大,再通过精密气体稳压阀22使稳压罐20内的气体缓慢流入气体聚焦腔体13内,从而达到精确控制气压的目的。排气装置38起到调节成球腔31内部气压的作用,即当成球腔31内的气压超过设定值时,成球腔31内的气体将会自动排除,以保持成球腔体内气压稳定。
通过调节气液流动聚焦气压可实现对射流液柱直径的控制;通过调节电磁扰动频率以实现对微焊球制备频率的控制;通过电磁扰动与流动聚焦技术的组合实现对微焊球直径和频率的协调控制,最终制备出直径在10-200μm的均一焊球。
打开焊球收集开关42,通过收集容器收集本发明(电磁扰动与流动聚焦技术)制备的均一焊球。收集的均一焊球需要放入酒精或丙酮溶液中进行超声清洗,清洗干净的焊球随后通过烘干装置进行烘干处理。
- 电磁扰动与流动聚焦制备芯片级封装用微焊球的装置
- 基于液驱流动聚焦射流扰动的微液滴主动制备装置及方法