一种基于AGC系统的减小钢板头尾厚度偏差的控制方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及钢板轧制技术领域,具体是一种基于AGC系统的减小钢板头尾厚度偏差的控制方法。
背景技术
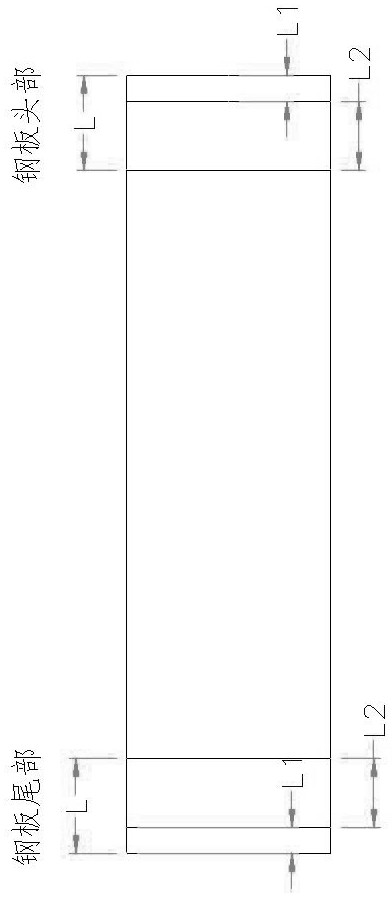
钢板纵向同板差作为产品厚度主要技术指标,在生产过程中直接影响钢板负公差轧制及切头尾长度控制水平。受钢板头尾温降快,塑性变形差;钢板咬入轧机后,HGC缸油柱回缩及低速咬钢油膜厚度影响,钢板在可逆轧制过程中,为避免头尾轧厚,通常在钢板咬入前,在一级控制系统中增加头部前馈补偿方法,即:在钢板咬入前通过HGC位置调整减小固定辊缝,在钢板咬入轧机一定时间后恢复正常设定值,会造成钢板头尾厚度较道次目标厚度偏薄,随着钢板往复可逆轧制后,此薄点会向钢板头尾端部远距离延伸,虽通过后面道次AGC厚度自动控制补偿,但仍然会造成头尾厚度较板身厚度同板差较大问题。主要两种表现类型:1、头尾温降较板身相差不大钢板,即:“厚规格非控温控轧钢板”,此类钢板经过多道次头部补偿后,末道次头尾实际轧制力比二级设定轧制力小很多,如果此时头尾没有任何补偿打开辊缝的话,钢板头尾就会轧薄,如图1所示,薄点出现在距钢板头尾端部L=800mm范围内;2、头尾温降较板身快,可塑性变形差钢板,即“控温控轧及薄规格钢板”,随着轧制延伸,此类钢板在L2=300mm-800mm区域范围内偏薄,同时受钢板头尾温降快、头尾异形因素影响,造成实际轧制力大于二级轧制力模型对钢板头尾轧制力设定值大很多,一级控制系统在执行AGC功能,对基于轧制力偏差弹跳方程计算出的辊缝补偿值减小辊缝后,会加剧钢板头尾300mm-800mm范围轧薄,在无法有效解决钢板头尾厚度差问题,需增加提料,加大头尾剪切量,或目标厚度减小负公差值轧制,以牺牲成材率的措施,避免头尾厚度尺寸不合的问题。
公开号“CN103252353A”的专利“一种宽厚板轧机头尾厚度超差的控制方法”,主要通过减小钢板300mm内头部沉入补偿值,解决钢板端部轧薄问题,但此技术主要解决头尾距离端部300mm位置作用明显,如果随着钢板轧制过程中的延伸,薄点区域沿着长度方向延伸后,无法有效解决,且通过减小头部补偿值,对控温控轧及薄规格头尾降温快的钢板不适合。
因此,宽厚板轧制过程中,面对钢板头尾各种复杂的因素影响,需采用一种综合全面的,同时自动稳定的控制方法,以解决宽厚板头尾厚度偏差较大的问题。
发明内容
本发明的目的就是为了解决目前宽厚板轧制中头尾部厚度偏差难以控制的问题,提供一种基于AGC系统的减小钢板头尾厚度偏差的控制方法。
本发明的具体方案是:一种基于AGC系统的减小钢板头尾厚度偏差的控制方法,包括以下步骤;
1)在钢板进行最后有载道次轧制进行AGC补偿,补偿启动时机按钢板类型分为以下两种:对于厚规格非控温控轧钢板,当钢板头部咬入轧机后延时50ms-100ms或Fx/Fw>65%时启动AGC补偿;
对于控温控轧及薄规格钢板,当钢板头部咬入轧机后延时300ms且Fx/Fw>95%时启动AGC补偿;式中Fx表示实际轧制力,Fw为设定轧制力;
2)步骤1)中AGC补偿值Wagc进行修正,对于厚规格非控温控轧钢板的补偿值W1=K1×Wagc,对于控温控轧及薄规格钢板的补偿值W2=K2×Wagc,其中K1= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|+1,K2= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|;式中Cm为材料塑性系数,Cg为轧机弹跳系数。
本发明在步骤1)之前的各个精轧道次中对钢板进行头部补偿,在钢板咬入轧机前减小辊缝H,H=K(Cm/Cg+1),式中K为调试系数,钢板头部咬入轧机长度300mm后取消头部补偿。
本发明对H进行限幅,H的范围是0.3mm<H<1.5mm。
本发明所述K1的范围是1<K1<2,所述K2的范围是0.2<K2<1。
所述步骤2)中K1、K2设定理由如下:AGC的目的是为了避免由于轧制力偏差、钢板温度不均匀而引起钢板厚度的变化。根据绝对AGC控制原理,原补偿值计算公式Wagc= (Cm+Cm+ Cg)·(Fx-Fw)/ {(Cm+Cg) ·Cg},其中不同钢种规格及温度情况下,钢板塑性系数Cm不同,轧制力偏差ΔF不同,因此在不同钢种及规格钢板的塑性系数和头尾不同的轧制力偏差ΔF的情况下,为保证对最后道次精准的修正钢板头尾AGC补偿值Wagc,以解决头尾厚度偏薄问题,需根据轧制钢板最后一道次的钢板塑性系数cm和实际轧制力偏差与设定轧制力偏差ΔF(ΔF=Fx-Fw)计算得出K1、K2补偿系数。其中通过Cm/(Cm+Cg)计算得出钢板塑性因数影响系数,通过|(Fx-Fw) /Fw|计算得出轧制力偏差ΔF因数影响系数,综合计算得出对“控温控轧及薄规格钢板”的AGC补偿值Wagc修正系数K2= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|,因“厚规格非控温控轧钢板”补偿系数K1>1,因此K1= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|+1。同时对K1、K2限幅,即1<K1<2,0.2<K2<1
本发明相比现有技术具有以下优点:1、针对厚规格非控温控轧钢板及控温控轧及薄规格钢板两种不同类型的钢板分别进行不同的AGC补偿,实际补偿效果更好,解决了厚规格非控温控轧钢板头尾部0-800mm范围内厚度偏薄的问题;解决了控温控轧及薄规格钢板头尾部300-800mm范围内厚度偏薄的问题;2、不同的钢种和道次,材料塑性系数不同,本发明头部补偿方法很好的根据这一特点,更合理地设计头部补偿计算方式,更加符合动态补偿的科学性;3、通过对钢板头尾的AGC补偿值进行动态修正,修正系数根据钢板实际塑性系数、机架弹便系数和轧制力偏差科学合理计算,不会因为外部条件变化反复调整调试补偿系数。
附图说明
图1是本发明所述钢板头尾部厚度偏薄范围示意图;
图2是实施例一Q235钢板采用修正后的补偿值进行轧制后检测的沿钢板长度方向的厚度曲线;
图3是实施例二Q355N钢板采用修正后的补偿值进行轧制后检测的沿钢板长度方向的厚度曲线;
图2及图3中:横坐标为钢板长度,纵坐标为钢板厚度,三条不同的曲线分别对应于钢板宽度方向选取的三个不同的检测点。
具体实施方式
实施例一
本实施例是一种基于AGC系统的减小钢板头尾厚度偏差的控制方法,具体轧制40mm厚的Q235钢板,该钢板属于厚规格非控温控轧钢板的范畴,采用常规补偿方法轧制后头尾0-800mm长度范围内厚度明显偏薄;
本实施例在一级控制系统中删除原每道次固定值头部补偿方式程序,增加新型动态头部补偿程序,对头部补偿值H限幅为0.3mm<H<1.5mm,并通过二级计算钢板头部实际轧制长度,判断L1=300mm,H通过斜坡控制器为零,通过线性回归测算K=0.58。
设定当钢板头部咬入轧机后延时100ms启动AGC补偿,通过条件连锁,逻辑判断实现对该钢板的AGC补偿值Wagc修正系数自动选择K1,通过计算公式K1= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|+1计算出K1≈1.7,实际补偿值W1=1.7Wagc。
由图2可知,通过使用本实施例修正后的AGC补偿方法,40mm厚Q235钢板在头尾部0-800mm范围内的厚度偏差小于0.1mm。
实施例二
本实施例具体轧制20mm厚的Q355N钢板,该钢板属于控温控轧及薄规格钢板的范畴,采用常规补偿方法轧制后头尾300-800mm长度范围内厚度明显偏薄;
本实施例在一级控制系统中删除原每道次固定值头部补偿方式程序,增加新型动态头部补偿程序,对头部补偿值H限幅为0.3mm<H<1.5mm,并通过二级计算钢板头部实际轧制长度,判断L1=300mm,H通过斜坡控制器为零,通过线性回归测算K=0.58。
设定当钢板头部咬入轧机后延时300ms启动AGC补偿,通过条件连锁,逻辑判断实现对该钢板的AGC补偿值Wagc修正系数自动选择K2,通过计算公式K2= Cm/(Cm+Cg)+|(Fx-Fw) /Fw|计算出K2≈0.7,实际补偿值W1=0.7Wagc。
由图3可知,通过使用本实施例修正后的AGC补偿方法,20mm厚的Q355N钢板在头尾部300-800mm范围内的厚度偏差小于0.1mm。
- 一种基于AGC系统的减小钢板头尾厚度偏差的控制方法
- 一种基于AGC系统的减小钢板头尾厚度偏差的控制方法