一种切边冲孔装置及其使用方法
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及气囊切边冲孔技术领域,具体涉及一种切边冲孔装置及其使用方法。
背景技术
现有的免充气双边气囊(参考专利申请号为201810235314.8的实施例1)包括多个阵列排列且相互连接为平面体的上层气囊、多个阵列排列且相互连接为平面体的下层气囊及连接于上层气囊和下层气囊之间的弹性材料层,相邻的所述上层气囊之间及相邻的所述下层气囊之间均设有软边连接部,所述上层气囊、下次气囊及弹性材料层为整体结构,所述上层气囊和下层气囊对称设置。
为了使免充气双边气囊透气性更好,选择对弹性材料层进行冲孔,但是,由于免充气双边气囊的两边凹凸特性,采用现有的冲孔设备冲孔容易导致冲孔位置不佳而损坏气囊。
发明内容
为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种适用于免充气双边气囊的切边冲孔装置,避免冲孔错位而损坏气囊。
本发明的另一目的在于提供一种切边冲孔装置的使用方法,该使用方法操作简单,控制方便,生产效率高,可用于大规模生产。
本发明的目的通过下述技术方案实现:一种切边冲孔装置,包括定位模以及与定位模配合的切边冲孔模,所述切边冲孔模包括上模板、嵌设于上模板的外围的切边刀片、以及多个嵌设于上模板的底部的冲孔刀片,所述定位模开设有多个间隔设置的第一让位孔,所述上模板开设有多个间隔设置且与所述第一让位孔相对应的第二让位孔;当所述切边冲孔模压合于所述定位模时,所述切边刀片和冲孔刀片均抵靠于所述定位模。
优选的,所述定位模包括下模板、套设于下模板的外侧壁的外框、抵靠于下模板的顶部的绝缘板,所述下模板和绝缘板均开设所述第一让位孔;当所述切边冲孔模压合于所述定位模时,所述切边刀片和冲孔刀片均抵靠于所述绝缘板。
优选的,所述外框的内壁与绝缘板的顶部围设成置物空间。
优选的,相邻两个第二让位孔之间开设有用于嵌入所述冲孔刀片的嵌位孔,所述冲孔刀片嵌设于所述嵌位孔。
优选的,所述切边冲孔模还包括与上模板连接的连接件,所述连接件用于连接外界的热压设备。
优选的,所述切边冲孔模还包括与上模板连接的弹性件,所述弹性件容设于所述冲孔刀片内。
优选的,所述上模板的底部外沿呈楔形。
优选的,所述切边刀片和冲孔刀片均为钢刀片。
本发明的另一目的通过下述技术方案实现:上述的切边冲孔装置的使用方法,包括如下步骤:
(S1)、取免充气双边气囊和热压设备,备用;
(S2)、先将所述切边冲孔装置安装于热压设备,再将免充气双边气囊置于定位模定位,然后热压设备驱动切边冲孔模热压免充气双边气囊,即完成免充气双边气囊的切边冲孔。
优选的,所述切边冲孔模的热压温度为130-140℃,所述热压设备为热压机、高频机或高周波机。
本发明的有益效果在于:本发明的切边冲孔装置,使用时,将免充气双边气囊置于定位模并使免充气双边气囊的下层气囊陷入第一让位孔中进行定位,再将切边冲孔模压合于定位模,由于第二让位孔与第一让位孔相对应,压合时免充气双边气囊的上层气囊陷入第二让位孔中,从而避免了免充气双边气囊异位导致冲孔错位而损坏气囊,压合过程中切边刀片和冲孔刀片均切入免充气双边气囊的弹性材料层实现免充气双边气囊的切边冲孔。
本发明切边冲孔装置的使用方法操作简单,控制方便,生产效率高,生产成本低,可用于大规模生产。相比传统的以人工承住相邻两个下层气囊之间的弹性材料层进行打孔而一次仅能打一个孔的低效率生产方式,本发明切边冲孔装置的使用方法效率更高。
附图说明
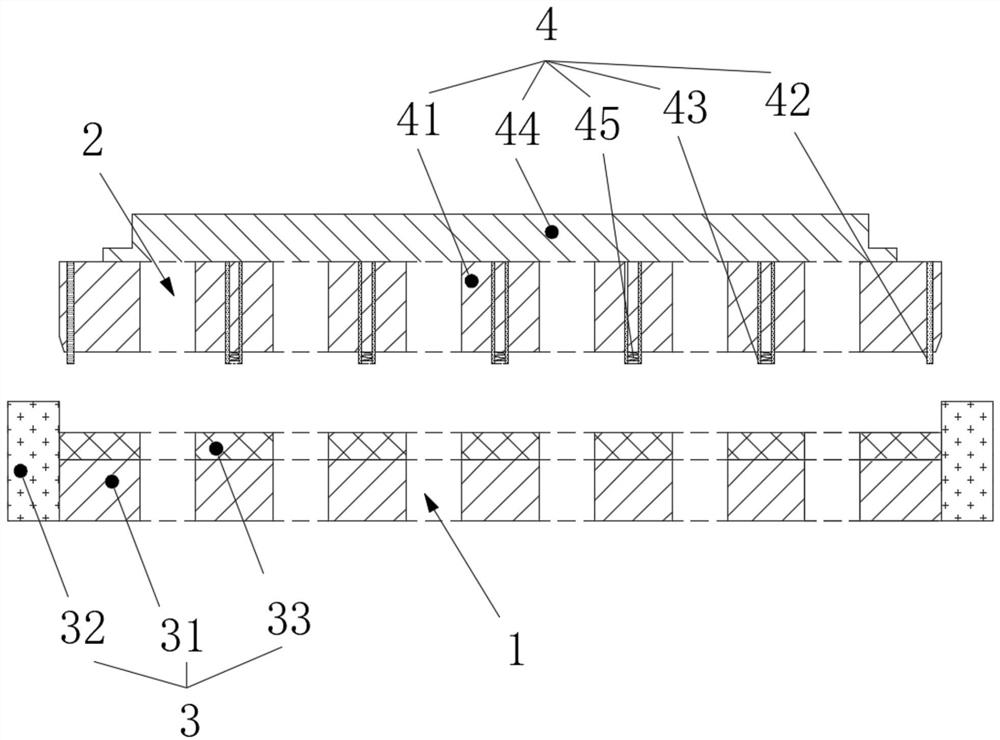
图1是本发明的结构示意图;
图2是本发明的所述切边冲孔模的仰视图。
附图标记为:1、第一让位孔;2、第二让位孔;3、定位模;31、下模板;32、外框;33、绝缘板;4、切边冲孔模;41、上模板;42、切边刀片;43、冲孔刀片;44、连接件;45、弹性件。
具体实施方式
为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
实施例1
如图1-2所示,一种切边冲孔装置,包括定位模3以及与定位模3配合的切边冲孔模4,所述切边冲孔模4包括上模板41、嵌设于上模板41的外围的切边刀片42、以及多个嵌设于上模板41的底部的冲孔刀片43,所述定位模3开设有多个间隔设置的第一让位孔1,所述上模板41开设有多个间隔设置且与所述第一让位孔1相对应的第二让位孔2;当所述切边冲孔模4压合于所述定位模3时,所述切边刀片42和冲孔刀片43均抵靠于所述定位模3。
该切边冲孔装置使用时,将免充气双边气囊置于定位模3并使免充气双边气囊的下层气囊陷入第一让位孔1中进行定位,再将切边冲孔模4压合于定位模3,由于第二让位孔2与第一让位孔1相对应,压合时免充气双边气囊的上层气囊陷入第二让位孔2中,从而避免了免充气双边气囊异位导致冲孔错位而损坏气囊,压合过程中切边刀片42和冲孔刀片43均切入免充气双边气囊的弹性材料层,以修整免充气双边气囊的边沿以及对弹性材料层进行冲孔。第一让位孔1和第二让位孔2均与免充气双边气囊的下层气囊相对应,以确保免充气双边气囊的下层气囊陷入第一让位孔1中。将该切边冲孔装置安装于热压设备中,切边冲孔效果更好、效率更高。
在本实施例中,所述定位模3包括下模板31、套设于下模板31的外侧壁的外框32、抵靠于下模板31的顶部的绝缘板33,所述下模板31和绝缘板33均开设所述第一让位孔1;当所述切边冲孔模4压合于所述定位模3时,所述切边刀片42和冲孔刀片43均抵靠于所述绝缘板33。
采用上述技术方案,更有利于该切边冲孔装置的切边冲孔;将该切边冲孔装置安装在热压设备特别是高周波机使用时,设置的绝缘板33避免切边冲孔模4与下模板31导通而影响高周波机的正常使用。
在本实施例中,所述外框32的内壁与绝缘板33的顶部围设成置物空间。
采用上述技术方案,更方便免充气双边气囊置于定位模3中定位,提高定位效率。
在本实施例中,相邻两个第二让位孔2之间开设有用于嵌入所述冲孔刀片43的嵌位孔,所述冲孔刀片43嵌设于所述嵌位孔。
采用上述技术方案,所述冲孔刀片43嵌入所述嵌位孔,以提高冲孔刀片43的稳固性。
在本实施例中,所述切边冲孔模4还包括与上模板41连接的连接件44,所述连接件44用于连接外界的热压设备。
采用上述技术方案,以便于将切边冲孔模4安装在热压设备上;进一步的,所述连接件44为金属连接件44,更优选的,所述连接件44为铝合金,促进热压设备热传导于切边冲孔模4上,促进切边冲孔模4加热,提高切边冲孔模4的切边冲孔效率。
在本实施例中,所述切边冲孔模4还包括与上模板41连接的弹性件45,所述弹性件45容设于所述冲孔刀片43内。
当冲孔刀片43冲孔后,弹性材料层的残料容易陷入冲孔刀片43内而影响下一免充气双边气囊的冲孔效果;采用上述技术方案,将弹性件45设置在冲孔刀片43内,以利于冲孔刀片43冲孔后弹出弹性材料层的残料,从而避免下一免充气双边气囊的冲孔受阻。进一步的,所述弹性件45与上模板41固定连接。优选的,所述弹性件45为弹性硅胶、弹片或压缩弹簧,,均可在冲孔刀片43冲孔后弹出弹性材料层的残料,有效避免下一免充气双边气囊的冲孔受阻。优选的,所述弹性件45为压缩弹簧。
在本实施例中,所述上模板41的底部外沿呈楔形。
采用上述技术方案,使用时上模板41下压于定位模3时,上模板41的底部外沿贴于外框32的内沿进行对位,提高了该切边冲孔装置的压合定位精准度。
在本实施例中,所述切边刀片42和冲孔刀片43均为钢刀片。
采用上述技术方案,更有利于该切边冲孔装置的切边冲孔;将该切边冲孔装置安装于热压设备中,切边冲孔效果更好、效率更高。
实施例2
如图1-2所示,实施例1的切边冲孔装置的使用方法,包括如下步骤:
(S1)、取免充气双边气囊和热压设备,备用;
(S2)、先将实施例1的切边冲孔装置安装于热压设备,再将免充气双边气囊置于定位模3定位,然后热压设备驱动切边冲孔模4热压免充气双边气囊,即完成免充气双边气囊的切边冲孔。
该切边冲孔装置的使用方法操作简单,控制方便,生产效率高,生产成本低,可用于大规模生产。相比传统的以人工承住相邻两个下层气囊之间的弹性材料层进行打孔而一次仅能打一个孔的低效率生产方式,本发明切边冲孔装置的使用方法效率更高。其中,步骤(S2)中,切边冲孔装置借助热压设备赋予切边冲孔模4一定的温度,切边冲孔效果更好、效率更高;将免充气双边气囊置于定位模3定位,具体为将免充气双边气囊置于定位模3并使免充气双边气囊的下层气囊陷入第一让位孔1中进行定位,避免冲孔错位导致气囊漏气。
在本实施例中,所述切边冲孔模4的热压温度为130-140℃,所述热压设备为热压机、高频机或高周波机。
采用上述技术方案,切边刀片42和冲孔刀片43亦处于130-140℃高温,在压合过程中,切边刀片42和冲孔刀片43接触免充气双边气囊使免充气双边气囊的切位升温甚至达到熔融状态,更有利于切边冲孔。更优选的,所述切边冲孔模4的热压温度为135℃,所述热压设备为高周波机。
上述实施例为本发明较佳的实现方案,除此之外,本发明还可以其它方式实现,在不脱离本发明构思的前提下任何显而易见的替换均在本发明的保护范围之内。
- 一种大型驱动轮切边冲孔整形装置及其切边冲孔整形工艺
- 一种切边冲孔装置及其使用方法