一种钢结构预拼装方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及钢结构技术领域,具体为一种钢结构预拼装方法。
背景技术
钢结构建筑具有强度高、自重轻、抗震性能好、地基基础费用少、建筑使用面积大、建筑品质高、适于工业化和标准化生产、不受施工季节的影响、综合造价低等优点,被称为绿色建筑的代表,在设计、制造和安装等技术方面都达到了较高的水平,掌握了各种复杂建筑物的设计和施工技术,在全国各地已经建造了许多规模巨大而且结构复杂的钢结构厂房、大跨度钢结构民用建筑及铁路桥梁等,钢结构一般都是在工厂制作完成构件(包括扩大构件),运输到建造现场安装组成的,为确保构件运到现场后能准确安装就位,一般需要在工厂进行实体预拼装以检验结构的可拼装性,工厂实体预拼装,就是将分段制造的大尺度柱、梁、桁架、支撑等钢构件和多层钢框架结构,特别是用高强度螺栓连接的大型钢结构,分块制造和供货的钢壳体结构等,在出厂前进行整体或分段分层临时性组装的作业过程,但实体预拼装不仅需要占用工厂的场地、设备,还要设置胎架,耗费大量的人力物力,其成本很高。
为此,现有技术中提出了一种钢结构虚拟预拼装方法。其利用三维扫描仪对加工完的工件进行扫描,并形成三维模型。然后将生成的三维模型在电脑中进行虚拟拼装,以检测加工完的工件是否能够满足实际拼装操作的要求。
但现有技术中的钢结构虚拟预拼装方法,其螺栓与孔的配合都采用圆心与圆心重合的方式,但实际装配中,螺栓的外圆周与孔为相切的连接关系,且由于孔与螺栓之间设计有装配余量,现有技术中螺栓与孔圆心与圆心重合的配合方式无法反映出孔与螺栓之间装配余量对实际装配的影响。比如采用M20的螺栓进行连接紧固时,一般会设计直径为24mm的孔与之匹配,这样螺栓在孔中就有4mm的活动余量,这个活动余量在实际拼装过程中能够容许一定的拼装误差,具有十分重要的作用,而现有的预拼装技术中,并没有将这个活动余量考虑进去,从而无法真实模拟反映实际拼装过程。
发明内容
为了解决背景技术中存在的技术问题,本发明提供一种钢结构预拼装方法,其充分考虑了螺栓与孔之间的余量对实际装配造成影响,能够更真实反映实际装配中的螺栓与孔的连接关系。
本发明解决其技术问题所采用的技术方案是:
一种钢结构预拼装方法,包括如下步骤:
S1.测量
测量并生成子构件模型,其中包括子构件的形状尺寸以及子构件上定位孔系的中每个孔的直径和位置尺寸;
S2.拼装
a.装入第一子构件;
b.第一子构件的定位孔系中的相对距离最远的两个孔中分别装入标准螺栓,标准螺栓与孔相切配合;
c.装入第二子构件,使第二子构件上需要与第一子构件上的标准螺栓相配合的定位孔系中的孔套插入标准螺栓上,并与标准螺栓相切配合;
S3.判断
若上述孔全部能实现与其对应的标准螺栓的相切配合,则合格;
若上述孔不能全部实现与其对应的标准螺栓的相切配合,则不合格;
重复步骤S2、S3,依次装入其他子构件并判断是否合格。
进一步的,步骤S2中,当定位孔系的孔为矩形排列时,选取其对角的两个孔中分别装入标准螺栓。
进一步的,步骤S2中,将定位孔系中每个孔都插入标准螺栓,标准螺栓与孔相切配合。
进一步的,步骤S3中,若所有孔全部能实现与其对应的标准螺栓的相切配合,则合格;若所有孔不能全部实现与其对应的标准螺栓的相切配合,则不合格。
进一步的,定位孔系的孔为螺纹孔时,孔的直径设定为与标准螺栓的外径相等。
进一步的,预设标准紧固件数据库,标准螺栓取自标准紧固件数据库。
进一步的,若判断不合格,进行以下步骤:
a.比对不合格子构件模型和原始设计模型
根据原始设计模型,比对并统计不合格子构件的定位孔系中每个孔的圆心位置偏差量m和直径大小偏差量n;
计算综合偏差量p,p=m-n;
b.修正不合格子构件
选取综合偏差量p最大的孔,并依据原始设计模型修正孔的圆心位置和直径大小;
c.验证
根据修正完的子构件,重复步骤S2、S3。
进一步的,记录所有被修正的孔的数据,以供对实际子构件上相应的孔进行修正。
本发明的有益效果:
(1)螺栓与孔相切配合定位,相对于现有技术中的螺栓圆心与孔圆心重合的配合定位,更能够真实反映实际装配中的螺栓与孔的连接关系。
(2)实际设计中,孔的尺寸大于螺栓的尺寸,螺栓在孔中有一定的活动余量,上述余量能够允许实际装配中同一螺栓所连接的两个孔之间具有一定的错位误差。本方法相对于现有技术,充分考虑了上述情况对实际装配的影响。
(3)通过计算机模拟出需要进行修正的具体局部结构位置,在实际修正操作中,只需针对具体的局部位置进行修正即可,无需对整个工件进行全部修正操作,从而缩短工件修正的时间和工作量。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的拼装流程图;
图2是本发明步骤S2中a过程的示意图;
图3是本发明步骤S2中b过程的示意图;
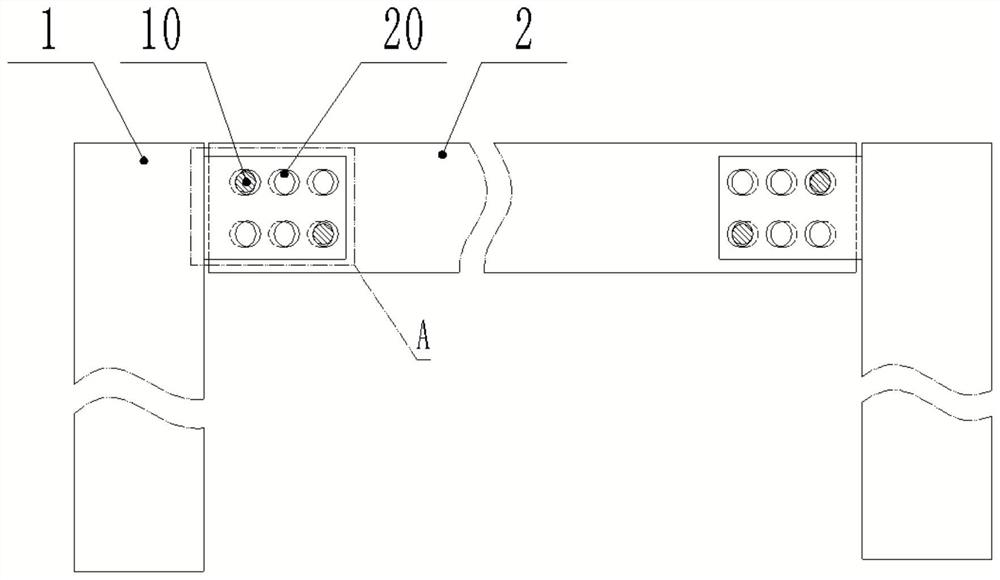
图4是本发明步骤S2中c过程的示意图;
图5是图4的A位置处的局部放大图。
图中:
1.第一子构件,2.第二子构件,3.第三子构件,10.标准螺栓,20.定位孔系。
具体实施方式
以下结合附图对本发明作进一步详细的说明。
一种钢结构预拼装方法,包括如下步骤:
S1.测量:通过三维扫描仪对已加工完的各个子构件进行测量,并在电脑中生成相应的三维模型,其中测量的数据包括子构件的形状尺寸以及子构件上定位孔系20的中每个孔的直径和在子构件上的位置尺寸。
S2.拼装:
a.装入第一子构件1;
b.第一子构件1的定位孔系20中的相对距离最远的两个孔中分别装入标准螺栓10,标准螺栓10与孔相切配合;上述过程真实模拟实际拼装过程中的步骤,实际拼装中,拼装工人也是先通过将相对距离最远的两个孔中插入螺栓进行固定,这样固定的力臂最长,子构件的摆动范围最小,是最科学的固定方式。并且在实际设计施工中,定位孔系20中的孔一般采用矩形排列,当定位孔系20的孔为矩形排列时,其对角的两个孔即为相对距离最远的孔,选取其对角的两个孔中分别装入标准螺栓10即可。之所以仅选取相对距离最远的两孔进行模拟,是因为模拟孔数量的减小,能够有效减小系统的计算量,缩短模拟时间。
定位孔系20一般采用通孔或螺纹孔,或两种类型孔的组合。当定位孔系20中的孔为通孔时,孔的直径即为三维扫描仪测量出的直径,当定位孔系20中的孔为螺纹孔时,由于螺纹孔与标准螺栓10之间不存在可活动的间隙,因此将孔的直径设定为与标准螺栓10的外径相等。
并且,由于所使用的标准螺栓10为国标件,其种类尺寸固定,因此可以先在系统中预设标准紧固件数据库,需要插入标准螺栓10时,仅需从标准紧固件数据库中调用即可。更加方便快捷。
c.装入第二子构件2,使第二子构件2上需要与第一子构件1上的标准螺栓10相配合的定位孔系20中的孔套插入标准螺栓10上,并与标准螺栓10相切配合。
S3.判断:若上述孔全部能实现与其对应的标准螺栓10的相切配合,则合格;若上述孔不能全部实现与其对应的标准螺栓10的相切配合,则不合格。
在时间充足或者系统算力充足的情况下,也可以将定位孔系20中每个孔都插入标准螺栓10,标准螺栓10与孔相切配合,然后进行判断。在此种情况下,判断标准为:若所有孔全部能实现与其对应的标准螺栓10的相切配合,则合格;若所有孔不能全部实现与其对应的标准螺栓10的相切配合,则不合格。
重复步骤S2、S3,依次装入其他子构件并判断是否合格。
如若出现判断不合格产品,则本技术方案还提供了一种不合格产品的修正方法,通过计算机模拟出需要进行修正的具体局部结构位置,能够在实际修正操作时,提供有效的参考。在实际修正操作中,只需针对具体的局部位置进行修正即可,无需对整个工件进行全部修正操作,从而缩短工件修正的时间和工作量。具体方法包括以下步骤:
a.比对不合格子构件模型和原始设计模型:根据原始设计模型,比对并统计不合格子构件的定位孔系20中每个孔的圆心位置偏差量m和直径大小偏差量n;计算综合偏差量p。综合偏差量p=圆心位置偏差量m-直径大小偏差量n。其中,直径大小偏差量n,当测量的实际孔的直径大于设计直径时,直径大小偏差量n取正值,当测量的实际孔的直径小于设计直径时,直径大小偏差量n取负值,圆心位置偏差量m始终取正值。
b.修正不合格子构件:选取综合偏差量p最大的孔,并依据原始设计模型修正孔的圆心位置和直径大小,将此孔修复至其原始设计的位置和尺寸。
c.验证:装入修正完的子构件,重复步骤S2、S3。上述步骤完成之后,如若显示合格,则说明对此孔的修正有效,装配完成。如若显示不合格,则选取剩余孔中综合偏差量p最大的孔,同样将此孔修复至其原始设计的位置和尺寸。然后再进行验证。重复上述步骤,直至系统不出现检测不合格为止。至此,所有子构件均满足预装配要求。
在上述步骤中,电脑记录所有需要被修正的孔的数据并提供给修正工人,工人依据此数据对实际工件进行相应的修正,从而保证工件在最终的实际装配中不产生问题。
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
- 一种钢结构预拼装方法
- 一种钢结构预拼装方法