一种全自动挤压轻质墙板生产线用双排孔墙板主机装置
文献发布时间:2023-06-19 10:00:31
技术领域
本发明主要涉及预制墙板生产设备技术领域,具体是一种全自动挤压轻质墙板生产线用双排孔墙板主机装置。
背景技术
轻质隔墙板作为隔墙,是非承重墙,常用的隔墙板尺寸90mm、100mm、120mm及200mm等厚度,而200mm的墙板用于分户墙,截面为双排孔。挤压振动成型是当前以废弃的炉渣、建筑垃圾、矿渣等废弃物制作轻质隔墙板的生产方式,产量大、成本低的一种主要形式。该种生产方式主要生产设备目前主要是地跑式挤压机和全自动挤压成型轻质墙板生产线两种。目前200mm厚度的挤压轻质墙板生产方式为地跑式挤压机,全自动挤压成型生产线没有生产双排孔墙板主机。
地跑式挤压机是在预制好的场地上进行生产,场地一般是长80~100米。地跑式挤压机的生产效率低,而且地跑式挤压机产出的墙板其在场地上制作出与场地同长的板坯,静置养护2~3天后进行切割、堆垛,该时间直接受天气情况影响,寒冷、阴雨等直接影响了养护时间和产品质量,甚至冬季气温很低的地区就得停产。如果要扩大产能,必须要增加土地面积,产能直接受土地限制。养护后的切割是靠人工定尺的切割机进行切割,切割尺寸不准,切割端面不整齐。且因为需要等墙板养护后进行切割,墙板已经干燥,切割时一是切割机锯片磨损严重。并且因为板坯已经干燥,切割时有大量的扬尘,生产环境差。
全自动挤压成型轻质墙板生产线是同样采用挤压振动成型墙板的生产方式,其是成型主机固定,由前端全自动运行的模板处理、输送系统持续的供给模板。将墙板成型在模板长,并且随着墙板的产出,后续的自动切割将墙板定尺切割成需要的长度。该生产线全自动运行,各个工序高度集成化、自动化,只需1000平方米的场地即可连续不断的产出墙板,且因为其不受人工能力的干扰,产出的墙板质量好、稳定。且全线封闭式输送,切割为湿切,且装有封闭护罩。生产环境良好。
目前急需一种节能、环保、占地面积小、产量大、质量稳定、节省人工的高效率高产能、可生产双排孔墙板的全自动挤压成型轻质墙板生产线。
发明内容
鉴于现有技术中存在的不足和缺陷,本发明的目的在于提供一种全自动轻质墙板生产线用双排孔墙板主机装置。
为了解决上述技术问题,本发明采用如下技术方案:一种全自动轻质墙板生产线用双排孔墙板主机装置,其特征在于:包括铰刀装置,所述铰刀装置,一端分别连接左侧边模、右侧边摸,另一端通过万向节连接动力装置,所述铰刀装置包括铰刀支架,铰刀通过耦合器固定在铰刀支架上,所述动力装置包括固定支架,动力减速机设置在固定支架上。
作为本发明的进一步改进,在所述铰刀装置中,铰刀采用上下两排设置。
作为本发明的进一步改进,在所述动力装置中,动力减速机采用上中下结构,上层在万向节一侧,中层、下层在另一侧。
作为本发明的进一步改进,所述动力减速机通过万向节与,铰刀相连接,为铰刀提供动力,左侧边模、右侧边摸与主振机构配合,将原料挤压成型。
作为本发明的进一步改进,铰刀装置与成型输送装置配合,控制墙板生产速度。
与现有技术相比,本发明具有的有益效果为:铰刀采用上下两排设置,可以快速装卸,随时调整生产不同规格厚度的隔墙板。动力装置中的动力减速机采用上中下结构,上层在万向节一侧,中层、下层在另一侧,可以为不同规格墙板,提供动力支持。
附图说明
下面结合附图对本发明作进一步的说明:
图1为本发明一种全自动轻质墙板生产线用双排孔墙板主机装置的结构示意图;
图2为本发明与成型输送装置、主振机构配合的结构示意图;
图3为本发明动力装置的结构示意图;
图4为本发明铰刀装置的结构示意图;
图中:1左侧边模、2右侧边摸、3动力装置、31固定支架、32动力减速机、4万向节、5铰刀装置、51铰刀支架、52铰刀、53耦合器、6成型输送装置、7主振机构。
具体实施方式
为了本发明的技术方案和有益效果更加清楚明白,下面结合具体实施例对本发明进行进一步的详细说明。
图1为本发明一种全自动轻质墙板生产线用双排孔墙板主机装置的结构示意图,包括铰刀装置5,所述铰刀装置5,一端分别连接左侧边模1、右侧边摸2,另一端通过万向节4连接动力装置3,所述铰刀装置5包括铰刀支架51,铰刀52通过耦合器53固定在铰刀支架51上,所述动力装置3包括固定支架31,动力减速机32设置在固定支架31上。
图2为本发明与成型输送装置、主振机构配合的结构示意图,左侧边模1、右侧边摸2与主振机构7配合,将原料挤压成型;铰刀装置5与成型输送装置6配合,控制墙板生产速度。
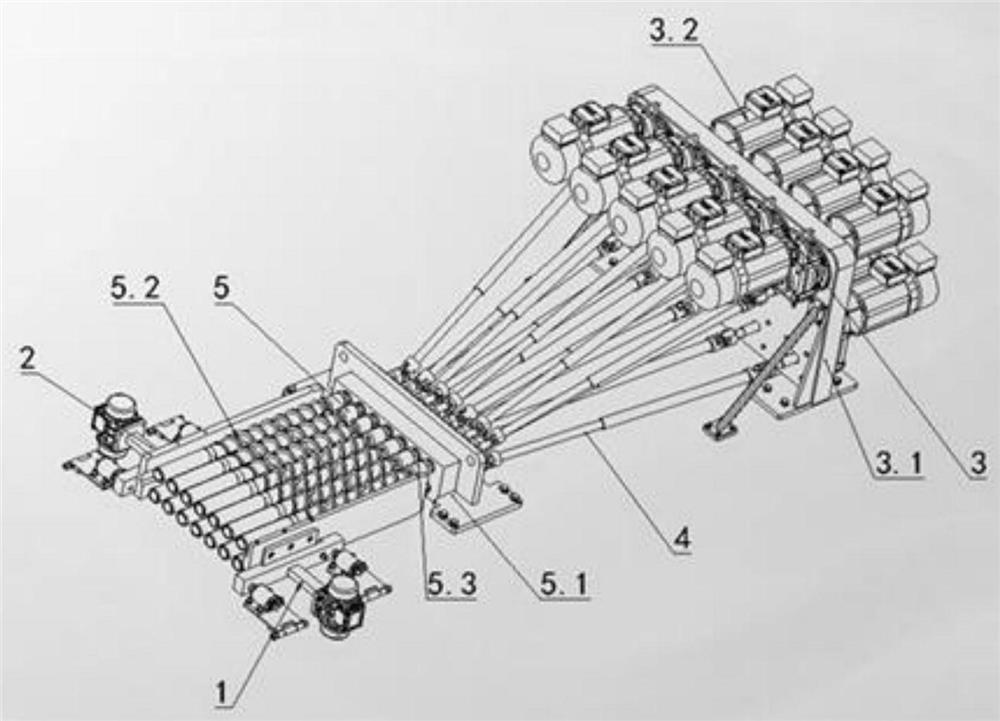
图3为本发明动力装置的结构示意图,所述动力装置3包括固定支架3.1,动力减速机3.2设置在固定支架3.1上,在所述动力装置3中,动力减速机3.2采用上中下结构,上层在万向节4一侧,中层、下层在另一侧。
图4为本发明铰刀装置的结构示意图,所述铰刀装置5包括铰刀支架5.1,铰刀5.2通过耦合器5.3固定在铰刀支架5.1上,在所述铰刀装置5中,铰刀5.2采用上下两排设置
动力装置3中动力减速机3.2的排布方式采用上中下结构,上层5个减速机,中层4个减速机,下层5个减速机,上层在万向节4一侧,中层、下层在另一侧,动力装置3的动力减速机3.2通过万向节4与铰刀装置5的铰刀5.2相连接,铰刀装置5中的铰刀支架5.1装配结构采用上下两排孔,以200mm为例每排7个孔,共计14个孔。动力减速机3.2为铰刀5.2提供动力,左侧边模1、右侧边摸2与主振机构7配合,将原料挤压成型;铰刀装置5与成型输送装置6配合,控制墙板生产速度,动力减速机3.2采用变频减速机,可以分开控制铰刀转速。
应当理解,此处所描述的具体实施方式仅用于理解本发明,并不用于限定本发明,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
- 一种全自动挤压轻质墙板生产线用双排孔墙板主机装置
- 一种全自动挤压轻质墙板生产线用双排孔墙板主机装置