铝合金阻隔防爆材料及其压制模具和压制方法
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及防爆材料技术领域,具体为铝合金阻隔防爆材料及其压制模具和压制方法。
背景技术
铝合金类阻隔防爆材料是应用最早、使用量最大的阻隔防爆材料。一般在加油站或运加油车的油罐中阻隔防爆材料的填充方法按照AQ3001-2005《汽车加油(气)站、轻质燃油和液化石油气_汽车罐车用阻隔防爆储罐技术要求》执行,储罐中必须使用结构件支撑防爆材料,以防止防爆材料出现松动、变形或塌陷等现象,减少油气混合物的积累。
但是由于铝合金材料化学性质活泼,极易被气体或液体燃料中存在的活性硫化物(例如硫醇、二氧化硫、三氧化硫)、水溶性酸碱(尤其是水溶性碱)、有机酸类物质(例如环烷酸和脂肪酸等)腐蚀。铝合金材料的表面一旦被腐蚀,其导热、导电及力学性能都将大大降低,容易塌陷造成储罐上方出现未填充空间,积聚在此的油气混合物极易发生爆炸,存在较大的安全隐患。此外,铝合金防爆材料被腐蚀后,还会产生各种碎屑和化学杂质,影响各类燃料或其他化学品的品质,甚至可能造成油管等设备的堵塞。同时现有的铝合金防爆材料一般绕制成圆柱形,制作简单,一般都应用于普通的加油站、油罐车等,但是对于一些非罐体状的中空型材防爆时,圆柱形阻隔防爆材料不能很好的填充,在阻隔防爆材料之间会存在较多间隙,这样就大大降低了填充率,还是存在一定的安全隐患,因此一般需要对防爆铝合金材料通过模具进行压制,但是现有的模具在压制时,对冲压力难以进行把控,可能会导致铝合金内部构造发生损坏。
基于此,本发明设计了铝合金阻隔防爆材料及其压制模具和压制方法,以解决上述提到的问题。
发明内容
本发明的目的在于提供铝合金阻隔防爆材料及其压制模具和压制方法,防爆材料拉伸性能较高,延展性较好,耐腐性也有较大提升,极大的提高的防爆材料的使用寿命,其制成的阻隔防爆材料,具有成卷密度高,强度大,不碎裂等优势,解决了现有的防爆材料强度低且易碎,拉网成型的材料填充至储罐内易塌陷的问题,具有更高的安全性,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:铝合金阻隔防爆材料,包括网状铝合金箔卷成的本体,其本体通过压制工艺压制成凵状,所述铝合金由下列重量百分比的原料制备而成:硅:1~1.5%,铁:0.1~0.2%,铜:1~1.4%,锰:0.05~0.1%,铬:0.02~0.04%,锌:0.03~0.05%,钛:0.05~0.09%,锂:0.02~0.05%,稀土:0.1~0.5%,余量为铝。
优选的,所述铝合金由下列重量百分比的原料制备而成:硅:1,铁:0.1,铜:1,锰:0.05,铬:0.02,锌:0.03,钛:0.05,锂:0.02,稀土:0.1,余量为铝。
优选的,述铝合金由下列重量百分比的原料制备而成:硅:1.25%,铁:0.15%,铜:1.2%,锰:0.07%,铬:0.03%,锌:0.04%,钛:0.07%,锂:0.03%,稀土:0.3%,余量为铝。
优选的,所述铝合金由下列重量百分比的原料制备而成:硅:1.5%,铁:0.2%,铜:1.4%,锰:0.1%,铬:0.04%,锌:0.05%,钛:0.09%,锂:0.05%,稀土:0.5%,余量为铝。
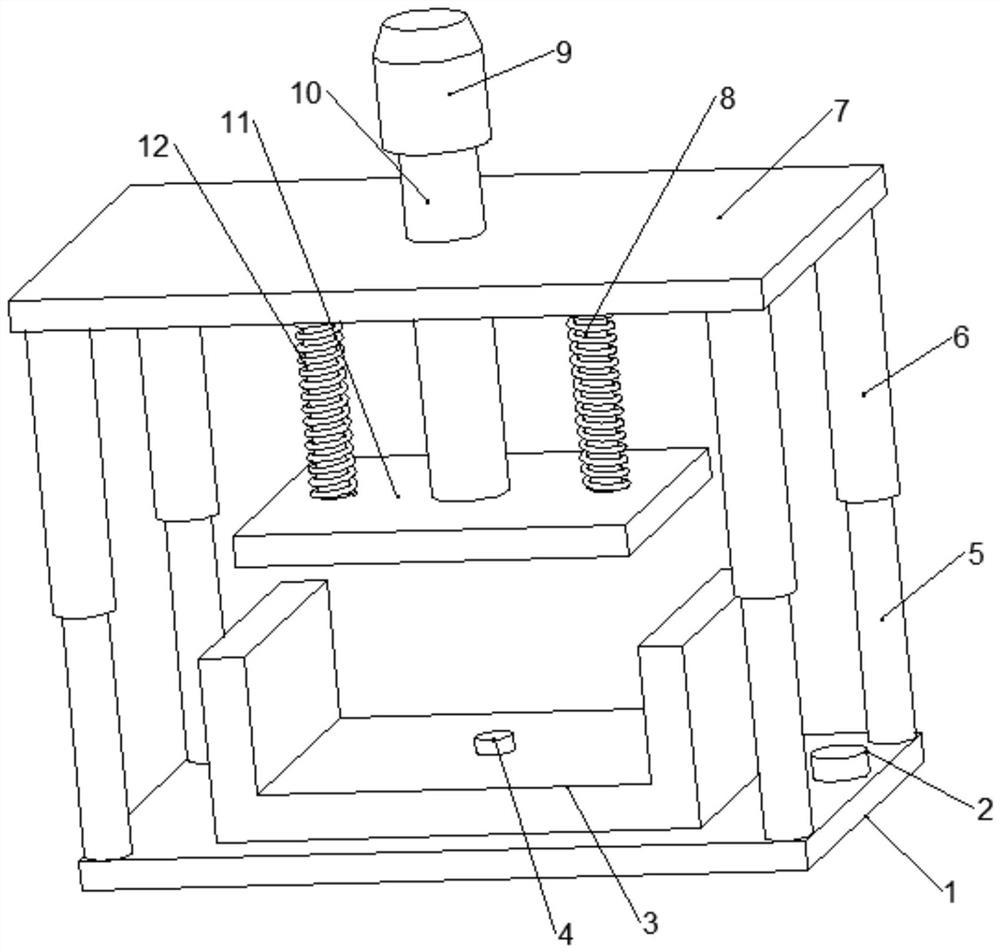
铝合金阻隔防爆材料的压制模具,所述模具包括底座,所述底座顶部固定连接有下模座,所述下模座内设有冲压检测组件,所述底座顶部四角处均固定连接有定位杆,所述定位杆顶端插接于定位套内,所述定位套顶端固定连接有顶板,所述顶板中心有冲压杆穿过,所述冲压杆顶端连接有模柄,所述冲压杆底端固定连接有冲压板。
优选的,所述冲压检测组件包括绝缘外壳,所述绝缘外壳顶部有检测杆穿过,所述检测杆顶端穿过下模座,所述检测杆底端固定连接有金属片,所述金属片顶部两侧均固定连接有第一弹簧,所述第一弹簧顶端与绝缘外壳内顶壁固定连接,所述绝缘外壳内下部左侧设有第一电接触块,所述绝缘外壳内下部右侧设有第二电接触块。
优选的,所述绝缘外壳内底壁设有蓄电池和控制器,所述蓄电池的正极与控制器和第一电接触块之间电连接,所述蓄电池的负极和第二电接触块之间电连接,所述底座顶部设有显示灯,所述控制器控制连接显示灯。
优选的,所述冲压板两侧均固定连接有拉杆,所述拉杆顶端与顶板相连接,所述拉杆外部套有第二弹簧。
模具进行阻隔防爆材料压制的方法,其特征在于,包括以下步骤:
S1,根据材料配比制作铝合金,将铝合金箔切缝并扩展成网状,然后叠制或绕制成蜂窝状单元体,层与层之间的网格以相同方向交错叠合;
S2,将模柄安装在外部压力机上,将上述材料放置在下模座上,启动压力机,冲压板向下运动,冲压板对材料施加压力,在冲压板和下模座的作用下,材料开始发生形变;
S3,随着冲压板向下运动,随着材料形变的进行,材料底部与检测杆相接触,材料压迫检测杆向下运动,检测杆带动金属片向下运动,第一弹簧被拉伸,金属片与第一电接触块和第二电接触块相接触,控制器通电启动,控制器控制显示灯亮起,提醒工作人员材料压制完成;
S4,材料压制完成后,使冲压板保持状态2~3min,然后让冲压板向上运动,可通过外部强力吸盘机将压制成型的材料取下。
与现有技术相比,本发明的有益效果是:
1、本发明中的防爆材料拉伸性能较高,延展性较好,耐腐性也有较大提升,极大的提高的防爆材料的使用寿命,其制成的阻隔防爆材料,具有成卷密度高,强度大,不碎裂等优势,解决了现有的防爆材料强度低且易碎,拉网成型的材料填充至储罐内易塌陷的问题,具有更高的安全性。
2、本发明中,通过冲压板对材料施加压力,在冲压板和下模座的作用下,材料开始发生形变,随着冲压板向下运动,随着材料形变的进行,材料底部与检测杆相接触,材料压迫检测杆向下运动,检测杆带动金属片向下运动,第一弹簧被拉伸,金属片与第一电接触块和第二电接触块相接触,控制器通电启动,控制器控制显示灯亮起,提醒工作人员材料压制完成,能够避免对防爆材料的内部结构造成损伤。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明模具结构示意图;
图2为本发明冲压检测组件结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例1
本发明提供铝合金阻隔防爆材料及其压制模具和压制方法技术方案:包括网状铝合金箔卷成的本体,其本体通过压制工艺压制成凵状,所述铝合金由下列重量百分比的原料制备而成:硅:1,铁:0.1,铜:1,锰:0.05,铬:0.02,锌:0.03,钛:0.05,锂:0.02,稀土:0.1,余量为铝。
请参阅图1-2,铝合金阻隔防爆材料的压制模具,所述模具包括底座1,所述底座1顶部固定连接有下模座3,所述下模座3内设有冲压检测组件4,所述底座1顶部四角处均固定连接有定位杆5,所述定位杆5顶端插接于定位套6内,所述定位套6顶端固定连接有顶板7,所述顶板7中心有冲压杆10穿过,所述冲压杆10顶端连接有模柄9,所述冲压杆10底端固定连接有冲压板11。
其中,所述冲压检测组件4包括绝缘外壳41,所述绝缘外壳41顶部有检测杆42穿过,所述检测杆42顶端穿过下模座3,所述检测杆42底端固定连接有金属片44,所述金属片44顶部两侧均固定连接有第一弹簧43,所述第一弹簧43顶端与绝缘外壳41内顶壁固定连接,所述绝缘外壳41内下部左侧设有第一电接触块45,所述绝缘外壳41内下部右侧设有第二电接触块46。
其中,所述绝缘外壳41内底壁设有蓄电池47和控制器48,所述蓄电池47的正极与控制器48和第一电接触块45之间电连接,所述蓄电池47的负极和第二电接触块46之间电连接,所述底座1顶部设有显示灯2,所述控制器48控制连接显示灯2。
其中,所述冲压板11两侧均固定连接有拉杆8,所述拉杆8顶端与顶板7相连接,所述拉杆8外部套有第二弹簧12,在冲压板11对材料施加压力时,第二弹簧12能够起到减震缓冲的作用。
模具进行阻隔防爆材料压制的方法,包括以下步骤:
S1,根据材料配比制作铝合金,将铝合金箔切缝并扩展成网状,然后叠制或绕制成蜂窝状单元体,层与层之间的网格以相同方向交错叠合;
S2,将模柄9安装在外部压力机上,将上述材料放置在下模座3上,启动压力机,冲压板11向下运动,冲压板11对材料施加压力,在冲压板11和下模座3的作用下,材料开始发生形变;
S3,随着冲压板11向下运动,随着材料形变的进行,材料底部与检测杆42相接触,材料压迫检测杆42向下运动,检测杆42带动金属片44向下运动,第一弹簧43被拉伸,金属片44与第一电接触块45和第二电接触块46相接触,控制器48通电启动,控制器48控制显示灯2亮起,提醒工作人员材料压制完成;
S4,材料压制完成后,使冲压板11保持状态2~3min,然后让冲压板11向上运动,可通过外部强力吸盘机将压制成型的材料取下。
实施例2
本发明提供铝合金阻隔防爆材料及其压制模具和压制方法技术方案:包括网状铝合金箔卷成的本体,其本体通过压制工艺压制成凵状,所述铝合金由下列重量百分比的原料制备而成:硅:1.25%,铁:0.15%,铜:1.2%,锰:0.07%,铬:0.03%,锌:0.04%,钛:0.07%,锂:0.03%,稀土:0.3%,余量为铝。
请参阅图1-2,铝合金阻隔防爆材料的压制模具,所述模具包括底座1,所述底座1顶部固定连接有下模座3,所述下模座3内设有冲压检测组件4,所述底座1顶部四角处均固定连接有定位杆5,所述定位杆5顶端插接于定位套6内,所述定位套6顶端固定连接有顶板7,所述顶板7中心有冲压杆10穿过,所述冲压杆10顶端连接有模柄9,所述冲压杆10底端固定连接有冲压板11。
其中,所述冲压检测组件4包括绝缘外壳41,所述绝缘外壳41顶部有检测杆42穿过,所述检测杆42顶端穿过下模座3,所述检测杆42底端固定连接有金属片44,所述金属片44顶部两侧均固定连接有第一弹簧43,所述第一弹簧43顶端与绝缘外壳41内顶壁固定连接,所述绝缘外壳41内下部左侧设有第一电接触块45,所述绝缘外壳41内下部右侧设有第二电接触块46。
其中,所述绝缘外壳41内底壁设有蓄电池47和控制器48,所述蓄电池47的正极与控制器48和第一电接触块45之间电连接,所述蓄电池47的负极和第二电接触块46之间电连接,所述底座1顶部设有显示灯2,所述控制器48控制连接显示灯2。
其中,所述冲压板11两侧均固定连接有拉杆8,所述拉杆8顶端与顶板7相连接,所述拉杆8外部套有第二弹簧12,在冲压板11对材料施加压力时,第二弹簧12能够起到减震缓冲的作用。
模具进行阻隔防爆材料压制的方法,包括以下步骤:
S1,根据材料配比制作铝合金,将铝合金箔切缝并扩展成网状,然后叠制或绕制成蜂窝状单元体,层与层之间的网格以相同方向交错叠合;
S2,将模柄9安装在外部压力机上,将上述材料放置在下模座3上,启动压力机,冲压板11向下运动,冲压板11对材料施加压力,在冲压板11和下模座3的作用下,材料开始发生形变;
S3,随着冲压板11向下运动,随着材料形变的进行,材料底部与检测杆42相接触,材料压迫检测杆42向下运动,检测杆42带动金属片44向下运动,第一弹簧43被拉伸,金属片44与第一电接触块45和第二电接触块46相接触,控制器48通电启动,控制器48控制显示灯2亮起,提醒工作人员材料压制完成;
S4,材料压制完成后,使冲压板11保持状态2~3min,然后让冲压板11向上运动,可通过外部强力吸盘机将压制成型的材料取下。
实施例3
本发明提供铝合金阻隔防爆材料及其压制模具和压制方法技术方案:包括网状铝合金箔卷成的本体,其本体通过压制工艺压制成凵状,所述铝合金由下列重量百分比的原料制备而成:硅:1.5%,铁:0.2%,铜:1.4%,锰:0.1%,铬:0.04%,锌:0.05%,钛:0.09%,锂:0.05%,稀土:0.5%,余量为铝。
请参阅图1-2,铝合金阻隔防爆材料的压制模具,所述模具包括底座1,所述底座1顶部固定连接有下模座3,所述下模座3内设有冲压检测组件4,所述底座1顶部四角处均固定连接有定位杆5,所述定位杆5顶端插接于定位套6内,所述定位套6顶端固定连接有顶板7,所述顶板7中心有冲压杆10穿过,所述冲压杆10顶端连接有模柄9,所述冲压杆10底端固定连接有冲压板11。
其中,所述冲压检测组件4包括绝缘外壳41,所述绝缘外壳41顶部有检测杆42穿过,所述检测杆42顶端穿过下模座3,所述检测杆42底端固定连接有金属片44,所述金属片44顶部两侧均固定连接有第一弹簧43,所述第一弹簧43顶端与绝缘外壳41内顶壁固定连接,所述绝缘外壳41内下部左侧设有第一电接触块45,所述绝缘外壳41内下部右侧设有第二电接触块46。
其中,所述绝缘外壳41内底壁设有蓄电池47和控制器48,所述蓄电池47的正极与控制器48和第一电接触块45之间电连接,所述蓄电池47的负极和第二电接触块46之间电连接,所述底座1顶部设有显示灯2,所述控制器48控制连接显示灯2。
其中,所述冲压板11两侧均固定连接有拉杆8,所述拉杆8顶端与顶板7相连接,所述拉杆8外部套有第二弹簧12,在冲压板11对材料施加压力时,第二弹簧12能够起到减震缓冲的作用。
模具进行阻隔防爆材料压制的方法,包括以下步骤:
S1,根据材料配比制作铝合金,将铝合金箔切缝并扩展成网状,然后叠制或绕制成蜂窝状单元体,层与层之间的网格以相同方向交错叠合;
S2,将模柄9安装在外部压力机上,将上述材料放置在下模座3上,启动压力机,冲压板11向下运动,冲压板11对材料施加压力,在冲压板11和下模座3的作用下,材料开始发生形变;
S3,随着冲压板11向下运动,随着材料形变的进行,材料底部与检测杆42相接触,材料压迫检测杆42向下运动,检测杆42带动金属片44向下运动,第一弹簧43被拉伸,金属片44与第一电接触块45和第二电接触块46相接触,控制器48通电启动,控制器48控制显示灯2亮起,提醒工作人员材料压制完成;
S4,材料压制完成后,使冲压板11保持状态2~3min,然后让冲压板11向上运动,可通过外部强力吸盘机将压制成型的材料取下。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 铝合金阻隔防爆材料及其压制模具和压制方法
- 铝合金阻隔防爆材料及其压制模具和压制方法