基于两级线性缓冲区的车辆重排序调度系统
文献发布时间:2023-06-19 10:58:46
技术领域
本发明涉及一种基于两级线性缓冲区的车辆重排序调度系统。
背景技术
为了应对市场的快速变化,当前待加工车辆制造商纷纷采用“多品种、小批量、定制化”混流生产方式,这无疑给生产带来新的挑战。汽车整个制造过程历经冲压、焊接、涂装、总装四大车间,其中焊接、涂装、总装为典型的流水车间。为了提高生产效率和降低生产成本,上述三个车间中各个车间内部的约束不同,如焊接车间约束为生产过程中减少车型的变化次数,涂装车间为尽量减少车身外观颜色的变化次数,总装车间尽量使得瓶颈工位负载平衡以及物料消耗平衡等。因此,针对同一批次待加工车辆,在总装、涂装、焊接车间分别会制定不同的生产序列,以此满足各个流水车间的生产约束,提高效率和降低成本。
由于焊装车间、涂装车间、总装车间对所生产的汽车订单队列的顺序(待加工车辆序列)有着截然不同的需求,即不同的生产车间有截然不同的生产计划;同时为了保证流水线生产顺利平稳的进行,因此需要在相邻的两个车间之间设置线性缓冲区,将在上一个车间完成阶段性加工的车身储存在内,然后将存放在其中的车身按照相应的调度方法释放到下一个车间,从而完成订单队列(车身序列)的重排序。其中,连接总装车间与涂装车间的线性缓冲区为PBS,连接涂装车间与焊装车间的线性缓冲区为WBS。
然而目前没有一种针对WBS和PBS缓冲平台的统一调度方法,目前普遍采用的是基于不同特定规则的启发式算法。如WBS缓冲平台主要采用将相同颜色的车放入同一条调整道,但是目前市场上一款车多达十余种颜色,远多于调整道的数量,因此调节能力有限;当车型改款,增加或者减少颜色种类之后,还得重新制定调度算法,无法适应自适应调度的需求。PBS的主流调度算法将相同的车型配置放入同一条调整道,但是该方法对于待加工车辆混流生产调度同样调节能力有限,当车型配置变更之后,同样需要重新制定调度算法。使得其不能满足当前的生产需求,待加工车辆生产过程管理得趋势为“顺序化、准时化、定制化”,其中顺序化是准时化、定制化的基础。而当前主流调度算法虽然可以在一定程度上满足各个流水车间的车间内部约束,但不能满足“顺序化”的生产指标。
发明内容
本发明的目的是提供一种基于两级线性缓冲区的车辆重排序调度系统,以解决现有车辆生产调度的调节能力有限,不能满足“顺序化”的生产指标的问题。
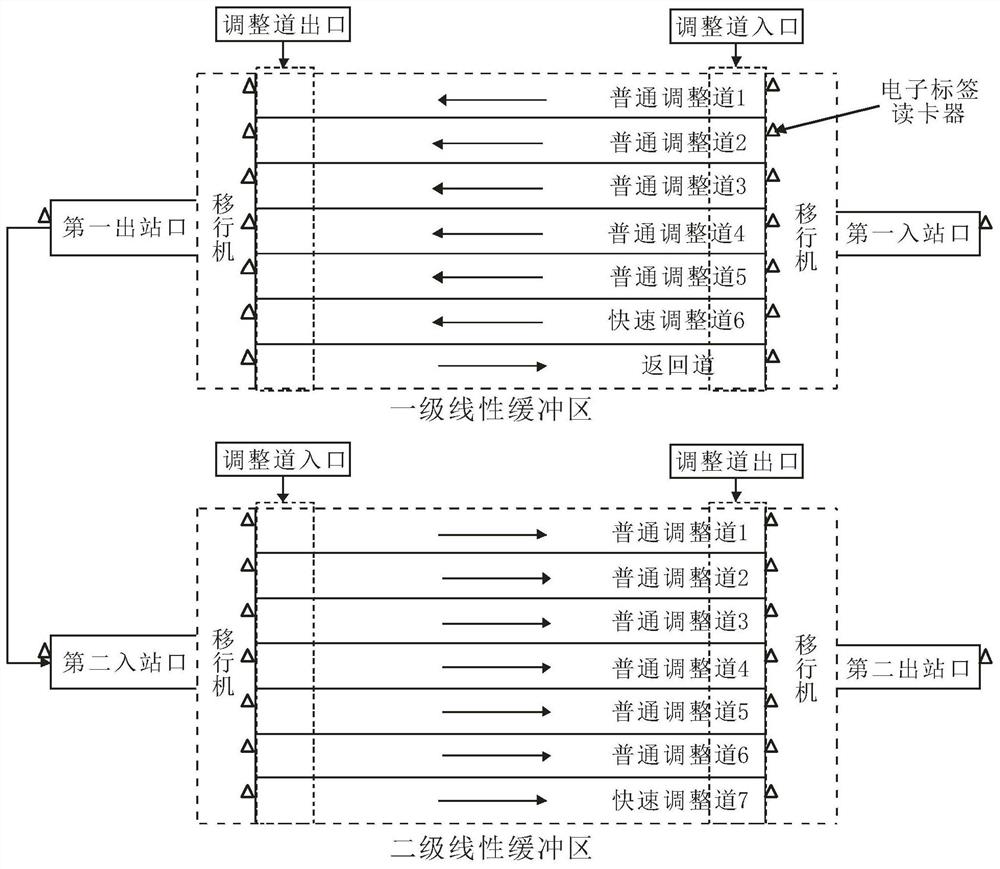
为解决上述技术问题,本发明提供一种基于两级线性缓冲区的车辆重排序调度系统,包括用于对待加工车辆进行重新排序的一级线性缓冲区以及用于平衡经重新排序后的待加工车辆的生产节拍的二级线性缓冲区;
所述一级线性缓冲区包括多条第一普通调整道、至少一条第一快速调整道、至少一条返回调整道以及分别与所述第一普通调整道、第一快速调整道、返回调整道相连通的第一入站口和第一出站口;所述第一快速调整道与第一普通调整道同向运行,且第一快速调整道的运行速度大于第一普通调整道的运行速度;所述返回调整道的运行方向与第一普通调整道的运行方向相反;
所述二级线性缓冲区包括多条第二普通调整道、至少一条第二快速调整道以及分别与所述第二普通调整道和第二快速调整道的第二入站口和第二出站口;所述第二快速调整道与第二普通调整道同向运行,且第二快速调整道的运行速度大于第二普通调整道的运行速度;
待加工车辆上安装有电子标签,所述第一入站口、第一出站口、第二入站口和第二出站口以及各个调整道的入口和出口均设有与所述电子标签相配合的电子标签读写器;通过电子标签读写器读取电子标签获取两级线性缓冲区内的待加工车辆的待加工车辆属性信息,然后根据调度控制器对各调整道的上的待加工车辆进行重排序调度。
进一步地,第一入站口与第一普通调整道、第一快速调整道和返回调整道之间、第一普通调整道、第一快速调整道和返回调整道与第一出站口之间、第二入站口与第二普通调整道和第二快速调整道之间以及第二普通调整道和第二快速调整道与第二出站口之间均设有移行机,移行机根据调度命令将待加工车辆输送到不同的调整道。
进一步地,所述一级线性缓冲区与二级线性缓冲区之间通过辊床连接,满足先入先出的约束条件。
进一步地,所述一级线性缓冲区的入站调度方法为:
S1:获取第一入站口当前待加工车辆的下游车间生产序号T;
S2:获取当前一级线性缓冲区的每条道上的待加工车辆的存储状态;
S3:取当前所有第一普通调整道入口一侧最后一辆待加工车辆的下游车间生产序号[R
S4:根据第一入站优先级顺序对一线性缓冲区的待加工车辆的入站顺序进行调整。
进一步地,所述第一入站优先级顺序为:
优先级1:若T 优先级2:若在[R 优先级3:选择任意一条存储量为0的第一普通调整道i,发送调度指令将待加工车辆T通过移行机运送至第i条第一普通调整道; 优先级4:选择在[R 进一步地,所述一级线性缓冲区的出站调度方法为: S1:获取当前一级线性缓冲区的待加工车辆储存状态; S2:记录之前出站待加工车辆的序号U; S3:查找当前一级线性缓冲区中是否存在序号为U+1的待加工车辆O,若存在,则进入下一步;否则,查找是否存在序号为U+2的待加工车辆O,依次类推; S4:根据第一出站优先级顺序对一级线性缓冲区的待加工车辆的出站顺序进行调整。 进一步地,所述第一出站优先级顺序为: 优先级1:若待加工车辆O位于第一普通调整道以及第一快速调整道的出口一侧,则发送调度指令将待加工车辆O通过移行机运送至第一出站口,进入二级线性缓冲区; 优先级2:若待加工车辆O不位于第一普通调整道以及第一快速调整道的出口一侧: 当待加工车辆O不在返回调整道中,并且待加工车辆O出口一侧前有j辆车,即[A 当待加工车辆O在返回调整道中,则将该待加工车辆运送至第一快速调整道,将待加工车辆O之前的所有待加工车辆运送至返回调整道,然后再将待加工车辆O运送至第一出站口,进入二级线性缓冲区。 进一步地,所述二级线性缓冲区的入站调度方法为: S1:获取第二入站口当前待加工车辆的下游车间生产序号T’; S2:获取当前二级线性缓冲区的每条道上的待加工车辆的存储状态; S3:取当前所有第二普通调整道入口一侧最后一辆待加工车辆的下游车间生产序号[R S4:根据第二入站优先级顺序对二线性缓冲区的待加工车辆的入站顺序进行调整。 进一步地,所述第二入站优先级顺序为: 优先级1:若T’ 优先级2:选择[R 优先级3:选择在[R 进一步地,所述二级线性缓冲区的出站调度方法为: S1:获取当前二级线性缓冲区的待加工车辆储存状态; S2:获取所有第二普通调整道以及第二快速调整道出口一侧第一辆的下游车间生产序号[L S3:选择[L 本发明的有益效果为: 1、能够对车辆进行顺序化重排序,并且能够保证一定的生产节拍,使得生产平稳化; 2、能够将上游车辆序列转化为下游车间计划序列,满足下游车辆的生产约束,(如WBS将焊接车辆生产序列转为涂装车间生产计划序列,可减少涂装车间中车辆颜色连续喷涂过程中颜色切换次数,不用频繁的清洗颜料,降低成本;PBS将涂装车辆生产序列转为总装车间生产计划序列,解决总装车间生产过程中瓶颈工位均衡化,可有效提高车辆的装配质量工艺) 3、顺序化生产为汽车准时化生产提供基础,当顺序化生产时,生产序列满足各车间的生产约束,降低了车辆内部的物料供应库存成本,并提高了库存周转效率。 附图说明 此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,在这些附图中使用相同的参考标号来表示相同或相似的部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中: 图1为本发明一个实施例的两级线性缓冲区物理结构; 图2为根据一级线性缓冲区入站调度方法入站后,待加工车辆序列的分布示意图; 图3为调度过程中,待加工车辆序列的分布示意图; 图4为另一调度过程中,待加工车辆序列的分布示意图; 图5为调度完成后,待加工车辆序列的分布示意图。 具体实施方式 如图1所示的基于两级线性缓冲区的车辆重排序调度系统,包括用于对待加工车辆进行重新排序的一级线性缓冲区以及用于平衡经重新排序后的待加工车辆的生产节拍的二级线性缓冲区;下面分别对该两级线性缓冲区进行详细描述: 所述一级线性缓冲区包括多条第一普通调整道、至少一条第一快速调整道、至少一条返回调整道以及分别与所述第一普通调整道、第一快速调整道、返回调整道相连通的第一入站口和第一出站口;所述第一快速调整道与第一普通调整道同向运行,且第一快速调整道的运行速度大于第一普通调整道的运行速度;所述返回调整道的运行方向与第一普通调整道的运行方向相反。 所述二级线性缓冲区包括多条第二普通调整道、至少一条第二快速调整道以及分别与所述第二普通调整道和第二快速调整道的第二入站口和第二出站口;所述第二快速调整道和第二普通调整道为同向运行的相同物理结构,且第二快速调整道的运行速度大于第二普通调整道的运行速度。 线性缓冲区中的每条调整道均满足先入先出(FIFO,First In First Out)的规则,所述第一普通调整道的入口和出口、第一快速调整道的入口和出口、返回调整道的入口和出口、第二普通调整道的入口和出口和第二快速调整道的入口和出口以及第一入站口、第一出站口、第二入站口和第二出站口均设有电子标签读写器,待加工车辆上安装有相应的电子标签。调度过程中通过电子标签读写器读取电子标签获取两级线性缓冲区内的待加工车辆的待加工车辆属性信息,然后根据调度控制器对各调整道的上的待加工车辆进行重排序调度;其中,电子标签可采用RFID电子标签、NFC电子标签或IC卡,电子标签读写器为与电子标签相配合的电子标签读写器;调度控制器可采用PLC。每辆待加工车辆均配有电子标签,电子标签内置的车辆属性信息包括总装序号、涂装序号、焊接序号、各个工位的上线和下线时间等。 第一入站口与第一普通调整道、第一快速调整道和返回调整道之间、第一普通调整道、第一快速调整道和返回调整道与第一出站口之间、第二入站口与第二普通调整道和第二快速调整道之间以及第二普通调整道和第二快速调整道与第二出站口之间均设有移行机,移行机根据调度命令将运输待加工车辆的滑橇以及滑橇上的待加工车辆输送到不同的调整道。移行机将根据调度方法对应的PLC指令将滑撬以及装载的车辆输送到不同的调整道。同理,在出站处,移行机将根据调度方法对应的PLC指令将滑撬以及装载的车辆输送到下游车间或者返回调整道。 所述一级线性缓冲区与二级线性缓冲区之间通过辊床连接,所述辊床可采用直线输送辊床,也满足先入先出的约束条件。工作时,电机转动带动链条传动,从而带动辊床驱动滑橇。 下面结合上述车辆重排序调度系统对车辆调度方法座详细介绍: 所述一级线性缓冲区的入站调度方法为: S1:获取第一入站口当前待加工车辆的下游车间生产序号T(针对PBS上游车间为涂装车间、下游车间为总装车间;针对WBS上游车间为焊接车间、下游车间为涂装车间); S2:获取当前一级线性缓冲区的每条道上的待加工车辆的存储状态(存储状态包括每条道存储的车辆数目以及每辆车的下游车间生产序号); S3:取当前所有第一普通调整道入口一侧最后一辆待加工车辆的下游车间生产序号[R S4:根据第一入站优先级顺序对一线性缓冲区的待加工车辆的入站顺序进行调整。 所述第一入站优先级顺序为: 优先级1:若T 优先级2:若在[R 优先级3:选择任意一条存储量为0的第一普通调整道i,发送调度指令将待加工车辆T通过移行机运送至第i条第一普通调整道; 优先级4:选择在[R 所述一级线性缓冲区的出站调度方法为: S1:获取当前一级线性缓冲区的待加工车辆储存状态; S2:记录之前出站待加工车辆的序号U; S3:查找当前一级线性缓冲区中是否存在序号为U+1的待加工车辆O,若存在,则进入下一步;否则,查找是否存在序号为U+2的待加工车辆O,依次类推; S4:根据第一出站优先级顺序对一级线性缓冲区的待加工车辆的出站顺序进行调整。 所述第一出站优先级顺序为: 优先级1:若待加工车辆O位于第一普通调整道以及第一快速调整道的出口一侧,则发送调度指令将待加工车辆O通过移行机运送至第一出站口,进入二级线性缓冲区; 优先级2:若待加工车辆O不位于第一普通调整道以及第一快速调整道的出口一侧: 当待加工车辆O不在返回调整道中,并且待加工车辆O出口一侧前有j辆车,即[A 当待加工车辆O在返回调整道中,则将该待加工车辆运送至第一快速调整道,将待加工车辆O之前的所有待加工车辆运送至返回调整道,然后再将待加工车辆O运送至第一出站口,进入二级线性缓冲区。 所述二级线性缓冲区的入站调度方法为: S1:获取第二入站口当前待加工车辆的下游车间生产序号T’(针对PBS上游车间为涂装车间、下游车间为总装车间;针对WBS上游车间为焊接车间、下游车间为涂装车间); S2:获取当前二级线性缓冲区的每条道上的待加工车辆的存储状态(存储状态包括每条道存储的车辆数目以及每辆车的下游车间生产序号); S3:取当前所有第二普通调整道入口一侧最后一辆待加工车辆的下游车间生产序号[R S4:根据第二入站优先级顺序对二线性缓冲区的待加工车辆的入站顺序进行调整。 所述第二入站优先级顺序为: 优先级1:若T’ 优先级2:选择[R 优先级3:选择在[R 所述二级线性缓冲区的出站调度方法为: S1:获取当前二级线性缓冲区的待加工车辆储存状态; S2:获取所有第二普通调整道以及第二快速调整道出口一侧第一辆的下游车间生产序号[L S3:选择[L 下面结合具体案例及附图对上述调度系统的效果进行说明: 车辆生产制定排产计划是往往是按照最小生产循环进行的,即每个生产批次由固定的车辆数目,不同的车型、配置、颜色构成。假设某个生产批次中有30辆车,在涂装车间加工之后对应的总装计划序列为18,19,4,22,28,13,11,27,2,15,17,24,6,12,20,10,1,14,25,23,29,5,21,7,30,26,16,3,8,9 根据第一级缓冲区入站规则,该序列在第一级缓冲区的分布情况如图2所示;按照第一级线性缓冲区的出站规则,除了两辆车1和车辆2之外,针对车辆序号3的分布情况如图3所示;然后将车辆序号3之前的车辆5和7运送至返回道,这时调度过程中的情况如图4所示;图5为调度完成后的分布情况示意图。 最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
- 基于两级线性缓冲区的车辆重排序调度系统
- 基于改进遗传算法的WBS缓冲区车辆排序调度方法