一种环形工件残余应力高能声束调控装置
文献发布时间:2023-06-19 11:05:16
技术领域
本发明属于残余应力调控技术领域,具体涉及一种环形工件残余应力高能声束调控装置。
背景技术
环形工件在航天产品上应用非常广泛,在其钣金、焊接、机加等制造过程中易产生残余应力,需对其残余应力进行调控(消减或均化)以保证最终产品质量的稳定性。残余应力高能声束调控法是利用高能声束的粒子波动能量给工件位错原子以足够的动力,实现晶格畸变的减少,从而使残余应力消除或均化。高能声束调控过程中需要保证激励器和工件紧密贴合,以便粒子波动能量高效传导给工件,而环形工件残余应力调控的难度在于表面为曲面,常规的调控装置不便于实现激励器和环形工件的紧密贴合。
通过文献检索发现,中国专利CN201010241255.9(一种集成超声波去应力的T型导轨自动矫直机,2010)公开了一种集成超声波去应力的T型导轨自动矫直机,该装置利用超声激励消除矫直过程中导轨内部产生的内应力,减小残余应力对矫直质量的影响,该装置的主要不足是只针对T型导轨一种工件。中国专利CN200620102802.4(一种用于消除残余应力的激振装置,2010)公开了一种发明的用于消除残余应力的激振装置,该装置通过改变交流电源的频率实现了高频振动,利用工件上的高频振动来消除残余应力,存在技术复杂,不能用于环形工件残余应力高能声束调控中的问题。
发明内容
本发明的目的是提供一种环形工件残余应力高能声束调控装置,以解决高能声束激励器和环形工件表面紧密贴合以及高效整体调控的技术问题。
实现本发明目的的技术解决方案为:一种环形工件残余应力高能声束调控装置,包括激励楔块、高能声束激励器、激励器安装板、三角支撑架、顶紧螺栓和底座,所述三角支撑架固定在底座上,所述顶紧螺栓穿过三角支撑架上的螺纹孔顶紧激励器安装板,所述激励楔块安装在激励器安装板上,所述高能声束激励器与激励楔块尾部螺纹连接在一起,激励楔块弧形面和环形工件之间涂抹润滑油脂。
本发明与现有技术相比,其显著优点有:
(1)本发明结构简单,制作方便,环形工件摆放好后,一人即可简单完成操作,降低了制造和操作难度。
(2)本发明可使所有激励器与环形工件一次性整体紧密贴合,减少能量衰减,提高波形振动传导效率。
(3)本发明可实现环形工件残余应力的整体性调控,提高了生产效率。
附图说明
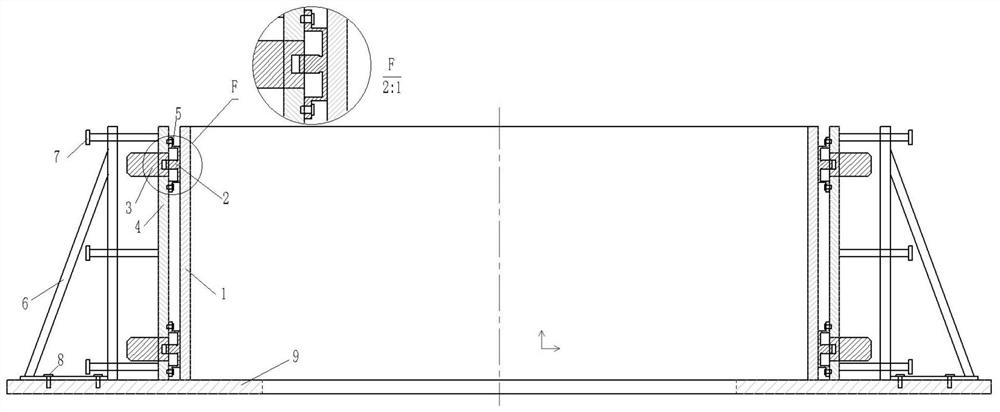
图1是本发明一种环形工件残余应力高能声束调控装置整体结构示意图。
图2是激励器安装板结构示意图。
图3是激励楔块结构示意图。
具体实施方式
如图1所示,一种环形工件残余应力高能声束调控装置,包括激励楔块2、高能声束激励器3、激励器安装板4、三角支撑架6、顶紧螺栓7、底座9,所述三角支撑架6固定在底座9上,所述顶紧螺栓7穿过三角支撑架6上的螺纹孔顶紧激励器安装板4,所述激励楔块2安装在激励器安装板4上,所述高能声束激励器3与激励楔块2尾部螺纹连接在一起,激励楔块2弧形面和环形工件1之间涂抹润滑油脂。
进一步的,所述激励楔块2所选材质与环形工件1相同,尾部为螺纹结构,前端面为弧形圆面结构,弧面曲率与环形工件1外圆面曲率相同。
进一步的,所述激励器安装板4为弧形薄板结构,圆周方向均匀分布。
进一步的,所述激励器安装板4圆周方向均匀分布6块。6块激励器安装板4组成圆筒状结构,上下分2排均匀分布36个高能声束激励器安装孔。
进一步的,所述三角支撑架6通过安装螺栓8固定连接在底座9上。
进一步的,所述底座9为环形或圆形结构。
进一步的,所述激励楔块2通过固定螺栓5安装在激励器安装板4上。
进一步的,所述激励楔块2和环形工件1的贴紧,是通过旋转顶紧螺栓7使激励器安装板4前进,同时由激励器安装板4带动激励楔块2逐渐贴合环形工件1实现的。
为了详细说明本发明的技术内容,实现目的及效果,以下结合实施方式并配合附图进行详细说明。
实施例
结合图1,本发明公开了一种环形工件残余应力高能声束调控装置,包括激励楔块2、高能声束激励器3、激励器安装板4、固定螺栓5、三角支撑架6、顶紧螺栓7、安装螺栓8、底座9。
结合图1,三角支撑架6通过安装螺栓8固定在底座9上,顶紧螺栓7穿过三角支撑架6上的螺纹孔顶紧激励器安装板4,激励楔块通过固定螺栓5安装在激励器安装板4上,高能声束激励器3通过激励楔块2尾部螺纹连接在一起,激励楔块2弧形面和环形工件1之间涂抹润滑油脂。
结合图2,左图为激励器安装板4俯视图,右图为左图E-E剖面,可以看出,激励器安装板4为弧形板材,圆周环向布置6块,上下分2排均匀分布36个高能声束激励器安装孔,如图2中10所示。
结合图3,图1所述的激励楔块2尾部为螺纹结构11,前端面为弧形圆面结构12,弧面曲率与环形工件1外圆面曲率相同。
某经过搅拌摩擦焊纵向和环向焊接、机加后的铝合金环形工件、规格为Φ1400mm×560mm,将该工件吊装在本发明装置中,通过旋转顶紧螺栓7使激励器安装板4前进,同时由激励器安装板4带动激励楔块2逐渐贴合该环形工件后,采用高能声束调控法对其残余应力进行调控,调控时间为30min/次+间隔10分钟+循环5次。对调控前后某焊缝处进行残余应力测量,应力值从平均约230MPa下降到约40MPa,应力消减效果较好。
以上所述仅为本发明的较佳实施例,并不用于限制本发明,凡在本发明的原则和精神之内所作的任何修改、等同替换和改进等,均包含在本发明的保护范围之内。
- 一种环形工件残余应力高能声束调控装置
- 高铁轮对踏面残余应力高能声束调控方法