拉链上止成型及输送设备
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及拉链制造技术领域,尤其涉及一种在拉链带上注塑成型上止并对拉连接进行输送的设备。
背景技术
拉链包括拉链带、设于拉链带上的链牙、连接于拉链带上用于使链牙啮合或分离的的拉头,另外,在拉链带的两端一般还会设置上止、下止或方块插销等拉链部件,当这些拉链部件采用塑胶材质成型时,可利用拉链注塑成型设备通过注塑成型工艺在拉链带上成型这些拉链部件。
现有的在拉链带上成型上止的方式是:待成型上止的拉链带,从上止成型装置的前方进入,待上止成型后,由上止成型装置的后方输出。这种成型方式在拉链带较长时,拉链带从上止成型装置的输出时间会较长,拉链带越长,输出时间就越长,拉链上止成型装置的加工周期就越长,造成拉链上止成型装置的加工效率不高,而且后续加工装置的设置位置较远,不利于整条生产线的紧凑化。
另外,用于成型上止的模具的上模一般和用于将塑胶原材料进行处理并将其注入到模具中的注塑装置设计为一体,上模和注塑装置整体上下运动,以完成模具的合模、开模等动作。这种设置方式使得设为一体的上模、注塑装置的整体重量较大,驱动两者上下运动的能耗较大,不利于降低生产成本和节约能源;再者,上模、下模在注塑成型过程中会产生废料,现有设备不能对这些废料随时进行清理,进而影响注塑成型效果。
因此,有必要提供一种结构紧凑、加工周期短、能耗小并能在线清理注塑产生的废料的拉链上止成型及输送设备,以解决上述问题。
发明内容
本发明的目的在于提供一种结构简单、加工周期短、能耗小并能在线清理注塑产生的废料的拉链上止成型及输送设备。
为实现上述目的,本发明的技术方案为:提供一种拉链上止成型及输送设备,其包括上止成型模具套组、注塑装置、拉链带横向输送装置和侧向出料装置,所述注塑装置对接于所述上止成型模具套组的上方,所述拉链带横向输送装置设于所述上止成型模具套组的前方且其输入方向为横向,所述侧向出料装置设于所述上止成型模具套组的侧方且其输出方向为纵向;其中,所述上止成型模具套组包括模座、上模组件、下模组件及驱动组件;所述模座的后侧设有第一清理孔,上模组件括固定于所述模座的上模及设于所述上模后侧的两定位柱;下模组件括可移动地安装于所述模座的下模及设于所述下模后侧并与所述定位柱相对应的定位孔;驱动组件其连接于所述下模用于驱动所述下模移动以与所述上模闭合或打开。
较佳地,所述模座具有相间隔设置上座、下座;所述上模组件还包括可拆卸地连接于所述上模的上模芯,所述下模组件还包括可拆卸地连接于所述下模并与所述上模芯相对应的下模芯;所述驱动组件包括第一电机、丝杆、丝杆套、驱动板、驱动柱,所述第一电机的输出轴固接所述丝杆,所述丝杆套螺纹连接于所述丝杆并固接于所述驱动板,所述驱动柱可移动地穿设于所述底座且两端分别连接所述驱动板、所述下模,所述第一电机驱动所述丝杆转动时使所述丝杆套上下移动,所述丝杆套带动所述驱动板、所述驱动柱移动以推动所述下模上下移动。本发明中,模座的上座、下座相间隔而使其三面开口,使输送方向相垂直的拉链带横向输送装置、侧向出料装置可分别伸入模座内,实现拉链带的横向入料以及侧向出料,以缩短上止成型模具套组的加工周期,简化产线结构。
较佳地,所述注塑装置包括固定架、注料机构及升降机构,所述固定架固定于所述模座的后侧且其上开设有对应于所述第一清理孔的第二清理孔,所述注料机构安装于所述固定架并具有料筒,所述料筒对接于所述上模,所述升降机构安装于所述固定架并连接所述注料机构,用于驱动所述注料机构升降。注塑装置与上模对接并固定设置,相较于现有的注塑装置和上模整体移动的方式,本发明的设置方式所需的能耗大为减小。
较佳地,所述注料机构还包括第二电机、同步轮传动组件及料斗,所述第二电机通过所述同步轮传动组件连接于所述料筒的上端以驱动其转动,所述料斗连接于所述料筒的上端,所述料筒的下端设有与所述上模对接的注料嘴。
较佳地,所述升降机构包括升降气缸、竖直固定板、升降滑块及升降滑轨,所述升降滑轨固定于所述固定架,所述竖直固定板通过所述升降滑块滑接于所述升降滑轨,所述注料机构安装于所述竖直固定板,所述升降气缸固定于所述固定架并连接所述竖直固定板,所述升降气缸驱动所述竖直固定板上下滑动以带动所述注料机构升降。
较佳地,所述拉链上止成型及输送设备还包括吹气装置,所述吹气装置包括吹气嘴、第一收料槽及外罩,所述吹气嘴安装于所述模座的前侧并正对所述第一清理孔、所述第二清理孔,所述第一收料槽倾斜地设于所述第一清理孔、所述第二清理孔内且一端对接所述下模,所述外罩固定于所述固定架并罩设于所述第二清理孔外,所述吹气嘴吹出的气体可将所述上止成型模具套组上的废料吹入所述第一清理孔、所述第二清理孔并通过所述第一收料槽排出。吹气装置的设置可实现废料的在线清理,保持模具清洁。
较佳地,所述拉链带横向输送装置包括直线模组、输入悬臂及输入夹具,所述直线模组横向设于所述上止成型模具套组的前方,所述输送悬臂的下端安装于所述直线模组,所述输入悬臂的上端安装所述输入夹具,所述直线模组用于驱动所述输送悬臂沿横向往复移动。
较佳地,所述输入夹具包括相对设置的第一夹组及第二夹组;其中,第一夹组包括第一直线电机及第一气动夹,所述第一直线电机安装于所述输入悬臂一端并连接所述第一气动夹,用于驱动所述第一气动夹沿纵向移动;第二夹组包括第二直线电机及第二气动夹,所述第二直线电机安装于所述输入悬臂另一端并连接所述第二气动夹,所述第二气动夹与所述第一气动夹相对设置,所述第二直线电机驱动所述第二气动夹沿纵向移动。
较佳地,所述拉链上止成型及输送设备还包括辅助输入装置,所述辅助输入装置设置在拉链带的输入路径上,辅助输入装置包括辅助输入电机、主动带轮、从动带轮、传动带、辅助输入转轮以及辅助进带轮,所述辅助输入电机的驱动轴连接所述主动带轮,所述传动带套设于所述主动带轮、所述从动带轮,所述从动带轮与所述辅助输入转轮同轴固接,所述辅助进带轮设于所述辅助输入转轮的上方并弹性下压。
较佳地,所述侧向出料装置包括输出驱动件、第一输出导轨、第一输出滑块、第二输出导轨、第二输出滑块、输出气缸、手指气缸及输出夹具,所述第一输出导轨纵向设置,所述第一输出滑块滑接于所述第一输出导轨并连接所述输出驱动件,所述输出驱动件用于驱动所述第一输出滑块沿所述第一输出导轨往复滑动,所述第二输出导轨通过第一侧板安装于所述第一输出滑块并沿纵向设置,所述第二输出滑块滑动连接于所述第二输出导轨并固接第二侧板,所述手指气缸安装于所述第二侧板的前端并连接所述输出夹具,所述第二侧板的后端连接所述输出气缸。
与现有技术相比,由于本发明的拉链上止成型及输送设备,首先,将侧向出料装置与拉链带横向输送装置垂直设置,由此实现拉链带的侧出料,相较于现有的整条拉链带从上止成型模具套组中横向移动穿过的出料方式,本发明可缩短拉链带的出料时间,进而缩短上止成型模具套组的加工周期,提高生产效率;其次,仅在上模的后侧设置两个定位柱,使拉链带横向输送装置的输入夹具可移动进入上止成型模具套组,同时,侧向出料装置可伸入上止成型模具套组内夹持拉链带进行侧向出料,并可将后续加工装置设置在上止成型模具套组的侧方出料处,使整条生产线的结构更为紧凑;再者,在上止成型模具套组的后侧设置第一清理孔,可对成型过程中产生的废料进行在线清理,保持模具清洁;另外,下模可移动地设置并由驱动组件来驱动其上下移动以和上模组件的闭合或打开,由于下模组件的重量小,因此驱动时所需的能耗大为减小,同时,注塑装置的整体结构简化,其升降机构驱动注料机构升降过程中所需的能耗也大为减小,从而有利于降低生产成本和节约能源。
附图说明
图1是本发明拉链上止成型及输送设备的结构示意图。
图2是图1中拉链带横向输送装置的结构示意图。
图3是图1中辅助输入装置的结构示意图。
图4是图3的分解图。
图5是图1中上止成型模具套组、注塑装置、吹气装置的结构示意图。
图6是图5另一角度的分解示意图。
图7是本发明中上止成型模具套组的结构示意图。
图8是图7的分解图。
图9是图8中上模组件另一角度的分解图。
图10是图8中下模组件的放大图。
图11是本发明中注塑装置的结构示意图。
图12是图11的分解图。
图13是图11的另一角度示意图。
图14是本发明中侧向出料装置的结构示意图。
图15是图14的另一角度示意图。
具体实施方式
现在参考附图描述本发明的实施例,附图中类似的元件标号代表类似的元件。本发明提供的拉链上止成型及输送设备,主要用于输送拉链带并在拉链带上成型上止,但并不以此为限,也可以用于成型拉链带上的其他部件。
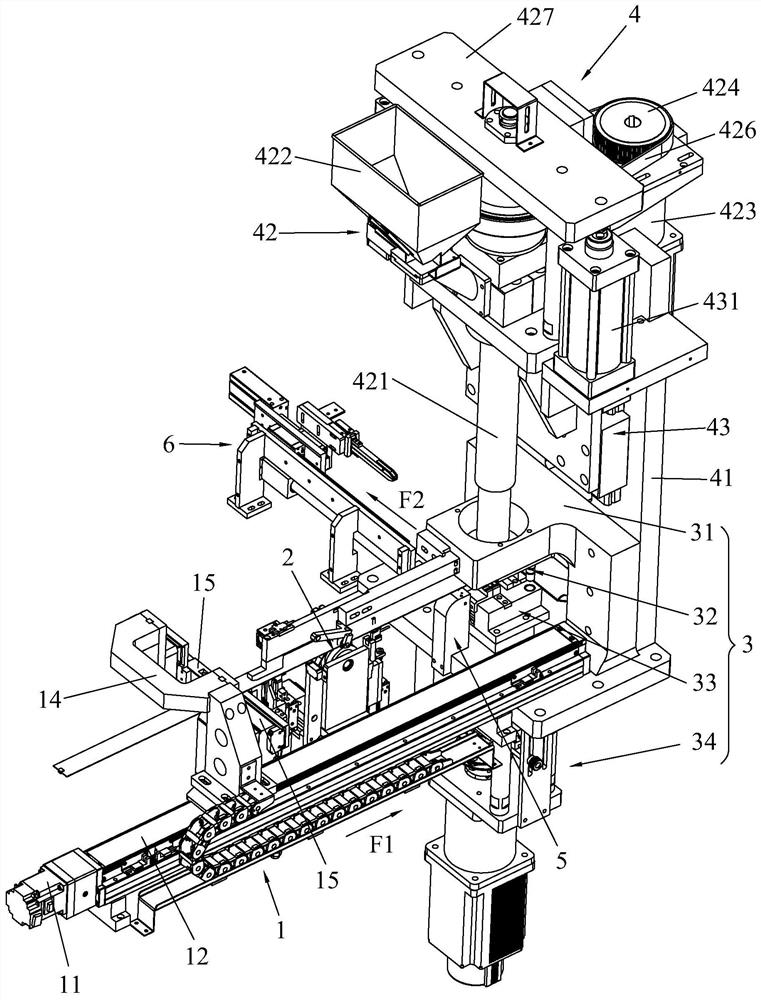
下面先结合图1、图5所示,本发明所提供的拉链上止成型及输送设备,其包括拉链带横向输送装置1、辅助输入装置2、上止成型模具套组3、注塑装置4、吹气装置5和侧向出料装置6。其中,注塑装置4设于上止成型模具套组3的上方并与之对接,用于将注塑材料注入上止成型模具套组3;拉链带横向输送装置1设于上止成型模具套组3的前方且其输入方向为横向(图1中箭头F1所示方向),拉链带横向输送装置1将拉链带送入上止成型模具套组3;辅助输入装置2设于拉链带的横向输入路径上以辅助输入拉链带;吹气装置5设于上止成型模具套组3的前后两侧,用于在线清理上止成型模具套组3上产生的废料;侧向出料装置6设于上止成型模具套组3的侧方且其输出方向为纵向(图1中箭头F2所示方向),成型上止后,由侧向出料装置6将拉链带从上止成型模具套组3的侧向输出。
下面参看图1-图2所示,所述拉链带横向输送装置1包括直线模组、输入悬臂14以及输入夹具15。其中,直线模组横向设于上止成型模具套组3的前方,输送悬臂14滑动连接于直线模组,且输送悬臂14的上端安装输送夹具15,直线模组可驱动输送悬臂14横向往复滑动,带动输入夹具15沿输入导轨12往复滑动而重复将拉链带输送至上止成型模具套组3。
在本发明的一种具体实施方式中,直线模组包括输入电机11、输入螺杆(图未示)、输入螺母套(图未示)、输入导轨12、输入滑块13,输入导轨12横向设于上止成型模具套组3的前方,且输入导轨12的一端延伸至模座31(详见后述)内,输入螺杆横向设于输入导轨12的下方且一端与输入电机11的驱动转轴固接,输入螺母套螺纹连接于输入螺杆并固接输入滑块13,输入滑块13滑动连接于输入导轨12上,同时输入滑块13固接输入悬臂14的下端,输入悬臂14的上端安装输入夹具15。当输送电机11驱动输送螺杆正向或反向转动时,使输送螺母套沿输送螺杆往复移动,进而带动输送滑块13在输送导轨12上往复移动,通过输送滑块13带动输送夹具15沿输送导轨12的往复滑动。
可理解地,直线模组并不限于上述结构,例如在另一实施方式中,直线模组为无杆气缸,直接利用无杆气缸来驱动输送悬臂14往复滑动,以使拉链带横向输送装置1的结构简化。在又一种实施方式中,直线模组还可以是皮带模组,通过皮带模组来驱动输送悬臂14往复滑动。
如图2所示,输入悬臂14包括立柱141、横梁142、左臂143、右臂144,立柱141的下端固定于输入滑块13,立柱141的上端固接横梁142的前端,横梁142水平纵向设置而跨设于输入导轨12的上方,横梁142的前端固定连接左臂143,横梁142的后端固接右臂144,左臂143、右臂144相对设置,输入夹具15分别安装于左臂143、右臂144。
具体地,所述输入夹具15包括第一气动夹151、第二气动夹152、第一直线电机153以及第二直线电机154。其中,第一直线电机153安装于左臂143并连接第一气动夹151,第一直线电机153可驱动第一气动夹151沿纵向移,第一气动夹151和第一直线电机153构成第一夹组;第二直线电机154安装于右臂144并连接第二气动夹152,第二气动夹152与第一气动夹151相对设置,第二直线电机154用于驱动第二气动夹152沿纵向移动,第二气动夹152和第二直线电机154构成第二夹组。
继续结合图1-图2所示,输入拉链带时,输入电机11驱动输入螺杆转动而使输入螺母套带动输入滑块13移动至导轨12的前端,输入滑块13通过输入悬臂14将输入夹具15移送至输入导轨12的前端,然后通过第一气动夹151、第二气动夹152分别夹持拉链带的两侧布带。接着,输入电机11驱动输入螺杆反向转动而使输入螺母套带动输入滑块13沿输入导轨12向后端滑动,即沿箭头F1所示方向滑动,从而拉动拉链带向上止成型模具套组3移动,在此过程中,第一直线电机153驱动第一气动夹151、第二直线电机154驱动第二气动夹152沿纵向前后移动以扯开拉链带,便于在上止成型模具套组3中成型上止。
当输入滑块13滑动到输入导轨12的后端时,输入电机11停止运行,此时第一气动夹151、第二气动夹152进入模座31内,当上止成型模具套组3的上止成型模具(详见后述)闭合夹持拉链带后,第一气动夹151、第二气动夹152才松开拉链带;然后,输入电机11驱动输入螺杆反向转动而使输入螺母套带动输入滑块13沿箭头F1所示方向的反向滑动,直到输入滑块13再次滑动到输入导轨12的前端,以接收下一个拉链带。
结合图3-图4所示,本发明中,辅助输入装置2包括辅助输入电机21、主动带轮22、从动带轮23、传动带24、辅助输入转轮25以及辅助进带轮26。其中,辅助输入电机21的驱动轴连接主动带轮22,传动带24套设于主动带轮22、从动带轮23,从动带轮23与辅助输入转轮25同轴固接,辅助进带轮26设于辅助输入转轮25的上方并弹性下压,通过辅助进带轮26、辅助输入转轮25配合夹持拉链带。在拉链带横向输送装置1夹持拉链带输送至上止成型模具套组3的过程中,辅助输入装置2能够帮助拖在后面的拉链带向上止成型模具套组3输送,尤其适用于较长的拉链带的输送。
下面结合图5-图10所示,上止成型模具套组3包括固定安装的模座31、固定于模座31的上模组件32、可移动地设于模座31的下模组件33以及连接于下模组件33的驱动组件34;其中,上模组件32、下模组件33构成上止成型模具。
下面先结合图7-图8所示,本发明中,模座31具有相平行设置上座311、下座312以及连接于两者后端的两个支架313,上座311、下座312、支架313之间围成一安装区,两个支架313之间相间隔而形成连通安装区的第一清理孔314,即,模座31的后端形成第一清理孔314,模座31的前端形成开口端,同时模座31的两侧也呈开口设置,也就是说,模座31除了后端具有支架313之外,其余三面均为开口设计,模座31的这种结构设置,使得拉链带横向输送装置1的直线模组可伸入模座31内(见图1),进而使得其输入夹具15可夹持拉链带进入模座31内实现横向入料,另外,还使得侧向出料装置6的输出夹具68(详见后述)可进入模座31内夹持拉链带以实现侧向出料,即,通过模座31的设置,使得输送方向相垂直的拉链带横向输送装置1、侧向出料装置6能够与上止成型模具套组3相配合。
继续结合图7-图8所示,上模组件32固定于上座311并位于安装区内,下模组件33可移动地安装于下座312,其可在安装区内上下移动以与上模组件32闭合或打开,驱动组件34连接于下模组件33以驱动其上下移动。
下面结合图8-图10所示,上模组件32包括上模321、上模芯322、上压带块323、两定位柱324,上模321固定于上座311,上模芯322可拆卸地连接于上模321,上压带块323滑动连接于上模321前端,两定位柱324间隔地设于上模321的后端,上模321还开设有与上模芯322相连通的注料孔。对应地,下模组件33包括下模331、下模芯332、下压带块333、定位孔334以及下模板335,下模331可移动地设于下座312,下模芯332可拆卸地连接于下模331并与上模芯322相对应,下压带块333固定于下模331的前端并与上压带块323相对应,两定位孔334开设于下模331的后端并与两定位柱324相对应,下模板335固定于下模331的底部。本发明中,仅在上模321的后端设置两个定位柱324,使拉链带横向输送装置1的输入夹具15、侧向出料装置6的输出夹具68(详见后述)可进入模座31内,同时还使上止成型模具套组3的结构简化,便于和吹气装置5配合安装(详见后述)。
结合图8-9所示,上模组件32还包括一固定块325,固定块325固定于上模321的前端,固定块325的下端具有向两侧凸伸出的第一凸块3251,上压带块323的上端具有相向凸伸的第二凸块3231,上压带块323通过第二凸块3231可滑动地连接于第一凸块3251,当上模321、下模331闭合时,上压带块323可沿固定块325滑动。
继续结合图5-图8所示,所述驱动组件34包括第一电机341、丝杆342、丝杆套343、驱动板344、驱动柱345。其中,第一电机341的输出轴固定连接于丝杆342,丝杆套343螺纹连接于丝杆342并固定驱动板344,两个驱动柱345分别可移动地穿设于下座312且两端分别连接驱动板344、下模板335,第一电机341可驱动丝杆342正反转动,由此使丝杆套343可沿丝杆342上下移动,丝杆套343移动带动驱动板344移动,进而通过驱动柱345带动下模331移动以和上模321闭合或打开。
如图8所示,更具体地,所述驱动组件34还包括导向杆346、导向板347、底板348、吊柱349、上连接板350以及导套351。其中,上连接板350可以拆卸地连接于下座312的下方,导套351安装于上连接板350,底板348通过多个吊柱349固定于上连接板350的下方,第一电机341安装于底板348并使其输出轴穿过底板348而固定丝杆342,两个驱动柱545穿过导套351及下座512而连接下模板535;导向板347固定于底板348,导向板347上开设有竖直延伸的导向槽3471,导向杆346连接于驱动板344并滑动连接于导向槽3471内,导向杆346、导向槽3471的配合以对驱动板344的上下移动进行导向。本发明中,通过上连接板350的设置,当驱动组件34需要维修或更换时,将上连接板350从下座312拆下,即可实现整个驱动组件34的快速拆卸,使驱动组件34的维修、更换更方便。
结合图5-8所示,当拉链带由拉链带横向输送装置1夹持并输送至对应于上模321、下模331的位置后,第一电机341动作并驱动下模331上移与上模321闭合,此时,两定位柱324对应伸入两定位孔334内,同时上压带块323、下压带块333相压合以夹持拉链带定位,上模芯322、下模芯332相闭合以注塑成型上止。上止成型后,第一电机341动作并驱动下模331下移,成型有上止的拉链带由侧向出料装置6从侧向输出。上述过程中,只通过下模组件33的上下移动来完成上止成型模具的开合,因此可大幅节省电机驱动时的用电量,达到节约能源,降低生产成本之目的。
下面继续结合图5-6、图11-图13所示,对注塑装置4、吹气装置5的结构进行详细说明。
如图11-图13所示,注塑装置4包括固定架41、注料机构42及升降机构43。其中,固定架41固定于模座31的后侧且其上开设有对应于第一清理孔314的第二清理孔411,在本发明的一种实施方式中,固定架41的下端呈H形,其下端的开孔即形成第二清理孔411。注料机构42安装于固定架41并位于模座31的上方,注料机构42具有料筒421,料筒421的下端设有和上模321对接的注料嘴;升降机构43安装于固定架41并连接注料机构42,其用于驱动注料机构42升降。本发明中,注塑装置4和上模组件32设计为一体,在成型上止的过程中,只通过下模组件33的上下移动来完成上止成型模具的开合,因此可大幅节省电机驱动时的用电量,达到节约能源,降低生产成本之目的。
参看图5-6,吹气装置5包括一吹气嘴51,吹气嘴51安装于模座31的前侧并正对第一清理孔314、第二清理孔411,吹气嘴51吹出的气体可将上止成型模具套组3上的废料吹入第一清理孔314、第二清理孔411并排出,达到在线清理废料的目的。
结合图1、图11-图13所示,所述注料机构42还包括料斗422、第二电机423以及同步轮传动组件,料斗422连接于料筒421的上端用于将注塑材料注入料筒421内,第二电机423通过同步轮传动组件连接于料筒421的上端以驱动其转动,第二电机423、料斗422分设于料筒421的两侧。
更具体地,同步轮传动组件包括第一皮带轮424、第二皮带轮425及绕设于两者的皮带426,第一皮带轮424固定于第二电机423的输出端,第二皮带轮425固定于料筒421的上端,第二电机423驱动第一皮带轮424转动时,通过皮带426、第二皮带轮425带动料筒421转动。
更进一步地,注料机构42还包括第一连接板427、第二连接板428及第三连接板429,第一连接板427、第三连接板429分别垂直连接于第二连接板428并向相反方向凸伸,且第一连接板427、第三连接板429相互平行,即,第一连接板427、第三连接板429之间具有一定的高度差。料筒421的上端安装于第一连接板427,第二电机423安装于第三连接板429,从而使料筒421、第二电机423分设于第二连接板428的两侧而具有一定间距,以便于和升降机构43配合安装,达到结构紧凑的目的。
继续结合图5-6、图11-图13所示,所述升降机构43包括升降气缸431、竖直固定板432、升降滑块433、升降滑轨434、水平固定板435以及连接柱436。其中,升降滑轨434固定于固定架41并沿其高度方向延伸,竖直固定板432通过升降滑块433滑动连接于升降滑轨434,水平固定板435垂直固定于竖直固定板432,料筒421穿设于水平固定板435使其下端的注料嘴对接上模321,料筒421上端的第一连接板427与水平固定板435相平行,并且第一连接板427的长度方向的两端凸出于水平固定板435的两端,两个连接柱436分别连接于水平固定板435、第一连接板427之间,两个连接柱436设于料筒421的两侧;升降气缸431固定于固定架41并连接于第一连接板427。此外,第二连接板428平行于固定架41设置,注料机构42的第二电机423位于固定架41的外侧,即,第二电机423、料筒421分设于固定架41的两侧,使整个注塑装置4的结构紧凑,减小占用的空间。
本发明的注塑装置4,当需要更换料筒421内的材料或者需要清洗设备时,升降气缸431动作而向上推动第一连接板427,进而通过连接柱436、水平固定板435带动竖直固定板432沿升降滑轨434向上滑动,由此带动料筒421、第二电机423整体上移。当完成换料、清洗等操作后,升降气缸431带动第一连接板427下移,进而通过连接柱436、水平固定板435带动竖直固定板432沿升降滑轨434向下滑动,使料筒421、第二电机423整体下移,直到料筒421下端的注料嘴对接于上模321。在成型上止过程中,料筒421下端的注料嘴始终对接于上模321。
如图11-图13所示,升降机构43通过两个升降气缸431来驱动料筒421升降,对应地,固定架41的两侧固定设有两个安装板437,两个安装板437位于同一水平高度,两个升降气缸431分别固定于两个安装板437并连接于第一连接板427的两端,通过两个升降气缸431同步顶推第一连接板427的两端以驱动其升降,使受力平衡。
继续结合图5-6、图11-图13所示,本发明中,吹气装置5还包括第一收料槽52、第二收料槽53及外罩54。吹气嘴51安装于模座31的前侧,即,模座31的开口端一侧,第一收料槽52卡设于第一清理孔314、第二清理孔411内并呈倾斜设置,第一收料槽52的上端对接下模331,第二收料槽53设于固定架41的下方并呈倾斜设置,且第二收料槽53的倾斜方向与第一收料槽52的倾斜方向相交错,由此来节省安装空间,外罩54固定于固定架41并罩设于第二清理孔411外。当吹气嘴51工作时,其吹出的气体将下模331上的废料吹入第一清理孔314、第二清理孔411,废料落入第一收料槽52后沿其下滑进入第二收料槽53,再沿第二收料槽53自动滑落排出,由此达到随时在线清理下模331的目的,保持上止成型模具套组3的清洁度,进而保证注塑质量,另一方面不用为人清理或停机清理上止成型模具套组3,从而提高生产效率。
继续结合图1、图14-15所示,所述侧向出料装置6包括输出驱动件61、第一输出导轨62、第一输出滑块63、第二输出导轨64、第二输出滑块65、输出气缸66、手指气缸67及输出夹具68。其中,第一输出导轨62纵向设于上止成型模具套组3的侧部,第一输出滑块63滑动连接于第一输出导轨62并连接输出驱动件61,该输出驱动件61可驱动第一输出滑块63在第一输出导轨62上往复滑动,同时,第一输出滑块63固定连接第一侧板6a。第二输出导轨64安装于第一侧板6a并沿纵向延伸,第二输出滑块65滑接于第二输出导轨64,并且第二输出滑块65上固定有第二侧板6b,第二侧板6b的前端安装手指气缸67,该手指气缸67连接输出夹具68,第二侧板6b的后端连接输出气缸66,输出气缸66安装于第一侧板6a,输出气缸66可驱动第二侧板6b沿第二输出导轨64滑动,实现手指气缸67及输出夹具68的纵向滑动。
本发明中,输出驱动件61优选为无杆气缸,但并不以此为限,例如也可以通过电机、螺杆、螺母套相配合的方式驱动第一输出滑块63往复移动。
再次结合图1、图14-15所示,当上止注塑成型后需要侧向出料时,首先,输出驱动件61驱动第一输出滑块63沿第一输出导轨62向上止成型模具套组3移动,即,第一输出滑块63沿图1、图14-15中箭头F2所示方向的反向滑动,使第一侧板6a带动安装于其上的第二侧板6b、输出气缸66、手指气缸67、输出夹具68整体移动,第一输出滑块63滑动到第一输出导轨62的前端后,输出驱动件61停止运行;然后,手指气缸67驱动输出夹具68打开,再由输出气缸66推动第二侧板6b沿第二输出导轨64继续沿箭头F2所示方向的反向移动,当第二输出滑块65移动到第二输出导轨64的前端,输出夹具68伸入上止成型模具套组3的模座31内,此时手指气缸67驱动输出夹具68闭合夹持拉链带。
侧向出料时,先由输出驱动件61驱动第一输出滑块63沿箭头F2所示方向滑动,使第一侧板6a带动第二侧板6b、输出气缸66、手指气缸67、输出夹具68整体移动,当第一输出滑块63滑动到第一输出导轨62的后端时,输出夹具68与下料装置(图未示)的夹具相对应;然后,由下料装置的夹具夹持拉链带,此时,手指气缸67驱动输出夹具68打开以松开拉链带;接着,输出气缸66再带动第二侧板6b向第一输出导轨62的后端滑动,即沿图1、图14-15中箭头F2所示方向移动,此时下料装置可以顺利带动拉链带横向移动以输出。
本发明中,侧向输出装置6通过两级行程设置,防止因输出夹具68打开角度不够大,造成下料装置拉动拉链带不便或刮擦拉链带,使拉链带侧向出料更顺畅,同时,侧向出料可缩短拉链带的出料时间,进而缩短上止成型模具套组3的加工周期,提高生产效率,并且使整条生产线的结构更为紧凑。
下面再次结合图1-图15所示,对本发明之拉链上止成型及输送设备的工作原理进行说明。
首先,由拉链带横向输送装置1将拉链带输入上止成型模具套组3,即,拉链带横向输送装置1的直线模组驱动其输入夹具15夹持拉链带并沿横向(图1中箭头F1所示方向)移动,当输入夹具15的第一气动夹151、第二气动夹152夹持拉链带进入模座31并输送到上模321、下模331之间后,驱动组件34运行驱动下模331上移和上模321闭合夹持固定拉链带,然后第一气动夹151、第二气动夹152松开拉链带并由直线模组驱动沿横向返回,以夹取下一个拉链带。
然后,在上止成型模具套组3中注塑成型上止。具体地,当下模331与上模321闭合时,上压带块323、下压带块333相闭合而夹持拉链带固定;上模芯322、下模芯332相闭合。此时,注塑装置4的料筒421将其内的材料注入上模321内,即,料斗422内盛放的塑胶颗粒进入料筒421后被加热成为熔融态,熔融态的塑胶被注射进上模321中,进而在上模321和下模331之间成型上止。
上止注塑完成后,侧向出料装置6驱动其输出夹具68沿纵向移动至上止成型模具套组3的模座31内,由输出夹具68夹持拉链带,此时驱动组件34运行驱动下模331下移以和上模321相打开而松开拉链带,由侧向出料装置6驱动输出夹具68沿输出方向(图1、图14-15中箭头F2所示方向)移动而完成侧向出料,其中F2所示的纵向垂直于F1所示的横向。
注塑过程中产生的废料,由吹气装置5的吹气嘴51向下模331吹气,气体将废料吹入第一清理孔314、第二清理孔411,使废料沿第一收料槽52自动下滑到第二收料槽53,并沿第二收料槽53自动下滑回收,此过程中,外罩54防止被吹动的废料四处飞散,避免污染设备其他部分,由此保证上止成型模具套组3及其他设备的清洁。
综上,由于本发明的拉链上止成型及输送设备,首先,将侧向出料装置6与拉链带横向输送装置1垂直设置,由此实现拉链带的侧向出料,相较于现有的整条拉链带从上止成型模具套组3中横向移动穿过的出料方式,本发明可缩短拉链带的出料时间,进而缩短上止成型模具套组3的加工周期,提高生产效率;其次,仅在上模321的后侧设置两个定位柱324,使拉链带横向输送装置1的输入夹具15可移动进入上止成型模具套组3,同时,侧向出料装置6可伸入上止成型模具套组3内夹持拉链带进行侧向出料,并可将后续加工装置设置在上止成型模具套组3的侧方出料处,使整条生产线的结构更为紧凑;再者,在上止成型模具套组3的后侧设置第一清理孔314,可对成型过程中产生的废料进行在线清理,保持模具清洁;另外,下模331可移动地设置并由驱动组件34来驱动其上下移动以和上模组件32的闭合或打开,由于下模组件33的重量小,因此驱动时所需的能耗大为减小,同时,注塑装置4的整体结构简化,其升降机构43驱动注料机构42升降过程中所需的能耗也大为减小,从而有利于降低生产成本和节约能源。
以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
- 拉链上止成型及输送设备
- 金属拉链自动上止机的上止挡冲制成型装置