一种激光点焊装置
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及电芯点焊设备技术领域,尤其涉及一种激光点焊装置。
背景技术
随着社会的进步和发展,仓储、家庭、出行等方面的智能化,可移动的消费类电子产品的多元化,电池作为清洁能源的提供者,使其越来越受到广大消费者的追捧和青睐,成为电子产品不可或缺的一部分。然而传统的点焊都是通过简单的夹具进行定位,没有对安装位置精度和力度的管控,导致电芯焊接良品率低,焊装片拆卸不便。而且焊接过程中产生的高温气体,无法得到释放,导致极耳的焊点处出现发黑、击穿、虚焊的情况。同时电芯在组装过程中难免极耳的位置会有不同程度的偏移,极耳的位置偏移导致保护板与极耳的点焊报废,大大增加的生产成本,经济效益低。
因此特别需要一种不仅能够精准定位,焊装片拆卸方便,防止极耳的焊点处出现发黑、击穿、虚焊情况,而且能够对电芯极耳偏移做出纠偏的点焊装置。
发明内容
本发明的目的在于克服上述现有技术中的不足之处而提供一种不仅能够精准定位,焊装片拆卸方便,防止极耳的焊点处出现发黑、击穿、虚焊情况,而且能够对电芯极耳偏移做出纠偏的点焊装置。
本发明是通过如下方式实现的:
包括轨道支架、电芯点焊夹具、极耳位置检测装置和点焊激光机,其特征在于:所述电芯点焊夹具放置在轨道支架上;所述极耳位置检测装置位于轨道支架侧端;所述点焊激光机位于轨道支架侧端,所述点焊激光机位于极耳位置检测装置左侧,所述点焊激光机与极耳位置检测装置通讯连接。
进一步的,所述轨道支架上安装有载具机械手,所述轨道支架内设置有载具转盘,所述载具转盘与载具机械手电性连接,所述载具转盘位于点焊激光机左侧。
进一步的,所述电芯点焊夹具分为电芯安装支架、电芯夹紧定位板、极耳焊接保护模块和保护板移动模块,所述电芯夹紧定位板滑动安装在电芯安装支架上;所述极耳焊接保护模块固定安装在电芯安装支架上,所述极耳焊接保护模块位于电芯极耳下方,所述保护板移动模块滑动安装在电芯安装支架上,所述保护板移动模块位于极耳焊接保护模块前方。
进一步的,所述极耳焊接保护模块分为安装块和排气铜块,所述安装块固定安装在电芯安装支架上,所述安装块前端挖有安装槽,所述安装槽内设置有连接座;所述排气铜块分为铜块安装座和排气铜柱,所述铜块安装座前后两端分别上下延伸出排气铜柱,所述排气铜块能够落在安装槽内,并通过铜块安装座与连接座螺纹连接固定在安装块上,所述排气铜柱侧端开设有泄气口。
进一步的,所述保护板移动模块分为前后滑座、左右滑座和保护板固定组件,所述前后滑座滑动安装在电芯安装支架上;所述左右滑座滑动安装在前后滑座上;所述保护板固定组件分为组件固定底座、限位安装块、焊装片和顶持块,所述组件固定底座固定安装在左右滑座上,所述限位安装块固定安装在组件固定底座右侧,所述焊装片分为插装板和保护板安装板,所述插装板插装在限位安装块上,所述插装板向左弯曲延伸出保护板安装板;所述顶持块固定安装在组件固定底座左侧,所述顶持块内设置有顶持弹簧,所述顶持弹簧与保护板安装板之间设置有顶珠。
进一步的,所述插装板向上延伸出把片。
进一步的,所述极耳位置检测装置分为检测安装座、光源、相机支架和检测相机,所述检测安装座上固定安装有光源,所述检测安装座上固定安装有相机支架,所述相机支架顶部固定安装有检测相机,所述检测相机的镜头位于光源正上方,所述检测相机与点焊激光机通讯连接。
进一步的,设定对两个电芯极耳位子设置有一个标准的位子尺寸A和B;轨道支架带动装夹好的电芯点焊夹具经过极耳位置检测装置,电芯极耳部分经过光源,检测相机测量出此时经过的电芯点焊夹具内的两个电芯极耳位子尺寸A1和B1,计算出偏移值ΔA等于A减A1的绝对值,偏移值ΔB等于B减B1的绝对值;
当A减A1的值与B减B1的值同为正数,则视为同侧左偏移纠偏值为-(ΔA+ΔB)/2;
当A减A1的值与B减B1的值同为负数,则视为同侧右偏移纠偏值为(ΔA+ΔB)/2;
当A减A1的值与B减B1的值一个为负数另一个为正数或其中一个值为0,则视为不同方向偏移,纠偏值为-|ΔA-ΔB|/2;
检测相机会将计算得出的纠偏值传递给点焊激光机,点焊激光机会在原有激光点焊位置参数的基础上加上纠偏值进行点焊。
本发明的有益效果在于:一、通过电芯夹紧定位板能够将装载的电芯准确定位好;二、通过利用排气铜柱将电芯极耳焊接时所产生的高温气体有处释放,防止高温气体堆积形成高压环境,从而解决焊点处出现发黑、击穿、虚焊的情况;三、通过前后滑座滑和左右滑座能够增加夹具使用的灵活性,可以根据实际情况自由的调整保护板固定组件的位子,同时通过顶持弹簧和顶珠对焊装片实行侧向预紧力,避免焊装片插装在限位安装块内因力度过大卡死,便于拆装。四、通过极耳位置检测装置能够测算出电芯极耳的偏移值,然后传达给点焊激光机进行纠偏点焊。
附图说明
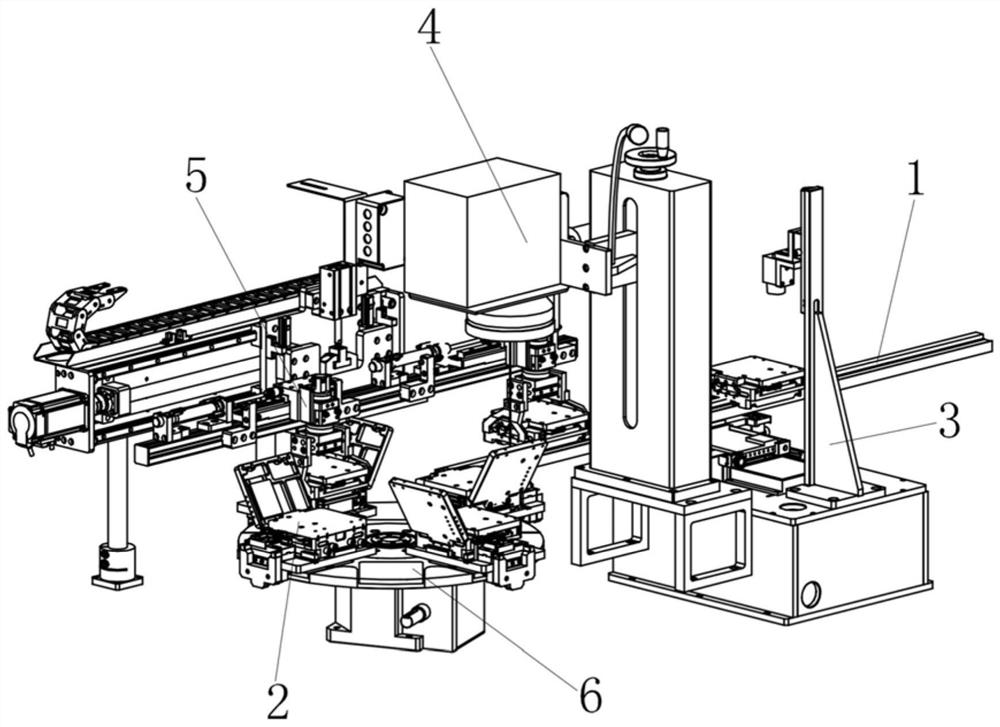
图1本发明结构示意图;
图2本发明点焊夹具结构示意图;
图3本发明电芯与焊接保护模块装配位置示意图;
图4本发明焊接保护模块分解示意图;
图5本发明排气铜块示意图;
图6本发明保护板移动模块结构示意图;
图7本发明保护板移动模块分解结构示意图;
图8本发明焊装片结构示意图;
图9本发明极耳位置检测装置结构示意图;
图10本发明电芯极耳未偏移标准点焊效果示意图;
图11本发明电芯极耳纠偏点焊效果示意图。
1、轨道支架;2、电芯点焊夹具;3、极耳位置检测装置;4、点焊激光机;5、载具机械手;6、载具转盘;7、连接座;8、泄气口;9、顶持弹簧;10、顶珠;11、把片;21、电芯安装支架;22、电芯夹紧定位板;23、极耳焊接保护模块;24、保护板移动模块;31、检测安装座;32、光源;33、相机支架;34、检测相机;231、安装块;232、排气铜块;241、前后滑座;242、左右滑座;243、保护板固定组件;2311、安装槽;2321、铜块安装座;2322、排气铜柱;2431、组件固定底座;2432、限位安装块;2433、焊装片;2433-1、插装板;2433-2、保护板安装板;2434、顶持块。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例:
一种激光点焊装置,如图1至图11所示,包括轨道支架1、电芯点焊夹具2、极耳位置检测装置3和点焊激光机4,其特征在于:所述电芯点焊夹具2放置在轨道支架1上;所述极耳位置检测装置3位于轨道支架1侧端;所述点焊激光机4位于轨道支架1侧端,所述点焊激光机4位于极耳位置检测装置3左侧,所述点焊激光机4与极耳位置检测装置3通讯连接。
进一步的,所述轨道支架1上安装有载具机械手5,所述轨道支架1内设置有载具转盘6,所述载具转盘6与载具机械手5电性连接,所述载具转盘6位于点焊激光机4左侧。
进一步的,所述电芯点焊夹具2分为电芯安装支架21、电芯夹紧定位板22、极耳焊接保护模块23和保护板移动模块24,所述电芯夹紧定位板22滑动安装在电芯安装支架21上;所述极耳焊接保护模块23固定安装在电芯安装支架21上,所述极耳焊接保护模块23位于电芯极耳下方,所述保护板移动模块24滑动安装在电芯安装支架21上,所述保护板移动模块24位于极耳焊接保护模块23前方。
进一步的,所述极耳焊接保护模块23分为安装块231和排气铜块232,所述安装块231固定安装在电芯安装支架21上,所述安装块231前端挖有安装槽2311,所述安装槽2311内设置有连接座7;所述排气铜块232分为铜块安装座2321和排气铜柱2322,所述铜块安装座2321前后两端分别上下延伸出排气铜柱2322,所述排气铜块232能够落在安装槽2311内,并通过铜块安装座2321与连接座7螺纹连接固定在安装块231上,所述排气铜柱2322侧端开设有泄气口8。
进一步的,所述保护板移动模块24分为前后滑座241、左右滑座242和保护板固定组件243,所述前后滑座241滑动安装在电芯安装支架21上;所述左右滑座242滑动安装在前后滑座241上;所述保护板固定组件243分为组件固定底座2431、限位安装块2432、焊装片2433和顶持块2434,所述组件固定底座2431固定安装在左右滑座242上,所述限位安装块2432固定安装在组件固定底座2431右侧,所述焊装片2433分为插装板2433-1和保护板安装板2433-2,所述插装板2433-1插装在限位安装块2432上,所述插装板2433-1向左弯曲延伸出保护板安装板2433-2;所述顶持块2434固定安装在组件固定底座2431左侧,所述顶持块2434内设置有顶持弹簧9,所述顶持弹簧9与保护板安装板2433-2之间设置有顶珠10。
进一步的,所述插装板2433-1向上延伸出把片11。
进一步的,所述极耳位置检测装置3分为检测安装座31、光源32、相机支架33和检测相机34,所述检测安装座31上固定安装有光源32,所述检测安装座31上固定安装有相机支架33,所述相机支架33顶部固定安装有检测相机34,所述检测相机34的镜头位于光源32正上方,所述检测相机34与点焊激光机4通讯连接。
进一步的,设定对两个电芯极耳位子设置有一个标准的位子尺寸A和B;轨道支架1带动装夹好的电芯点焊夹具2经过极耳位置检测装置3,电芯极耳部分经过光源32,检测相机34测量出此时经过的电芯点焊夹具2内的两个电芯极耳位子尺寸A1和B1,计算出偏移值ΔA等于A减A1的绝对值,偏移值ΔB等于B减B1的绝对值;
当A减A1的值与B减B1的值同为正数,则视为同侧左偏移纠偏值为-(ΔA+ΔB)/2;
当A减A1的值与B减B1的值同为负数,则视为同侧右偏移纠偏值为(ΔA+ΔB)/2;
当A减A1的值与B减B1的值一个为负数另一个为正数或其中一个值为0,则视为不同方向偏移,纠偏值为-|ΔA-ΔB|/2;
当A减A1的值与B减B1的值均为0,则视为未偏移,纠偏值为0;
检测相机34会将计算得出的纠偏值传递给点焊激光机4,点焊激光机4会在原有激光点焊位置参数的基础上加上纠偏值进行点焊。
本实施例中,如图1所示,由于电芯点焊夹具2放置在轨道支架1上,因此电芯点焊夹具2通过轨道支架1上的轨道进行移动。极耳位置检测装置3位于轨道支架1侧端,点焊激光机4位于轨道支架1侧端,点焊激光机4位于极耳位置检测装置3左侧,点焊激光机4与极耳位置检测装置3通讯连接,这样在轨道支架1轨道的驱动下电芯点焊夹具2会经过极耳位置检测装置3,极耳位置检测装置3会对经过的电芯点焊夹具2内的电芯极耳位子做出检测,然后将信息传递给点焊激光机4,点焊激光机4会根据极耳位置检测装置3传递来的数据进行纠偏点焊,保证焊点在电芯极耳的中间均匀分布。为了方便电芯点焊夹具2的运输,因此轨道支架1上安装有载具机械手5,轨道支架1内设置有载具转盘6,载具转盘6与载具机械手5电性连接,载具转盘6位于点焊激光机4左侧,这样完成点焊电芯点焊夹具2会被载具机械手5夹起放入载具转盘6,通过载具转盘6的转动将电芯点焊夹具2送到指定运输轨道处,然后再由载具机械手5将电芯点焊夹具2从载具转盘6内夹出送到下一步工序中。
如图2至图8所示,为了方便快速定位电芯的装夹位子,因此在电芯安装支架21上滑动安装有电芯夹紧定位板22。由于电芯安装支架21上固定安装有极耳焊接保护模块23,极耳焊接保护模块23位于电芯极耳下方。极耳焊接保护模块23分为安装块231和排气铜块232,安装块231固定安装在电芯安装支架21上,安装块231前端挖有安装槽2311,安装槽2311内设置有连接座7;排气铜块232分为铜块安装座2321和排气铜柱2322,铜块安装座2321前后两端分别上下延伸出排气铜柱2322,排气铜块232能够落在安装槽2311内,并通过铜块安装座2321与连接座7螺纹连接固定在安装块231上,所述排气铜柱2322侧端开设有泄气口8。这样点焊激光机4在点焊电芯极耳过程中产生的高温气体会进入排气铜块232内,然后由泄气口8将高温气体泄出,不让高温气体在焊点处堆积,从而解决焊点处出现发黑、击穿、虚焊的情况。同时在长久的使用后排气铜柱2322发生变形,还可以将排气铜块232翻转过来使用另一个排气铜柱2322。由于电芯安装支架21上滑动安装有保护板移动模块24,保护板移动模块24位于极耳焊接保护模块23前方;保护板移动模块24分为前后滑座241、左右滑座242和保护板固定组件243,前后滑座241滑动安装在电芯安装支架21上;左右滑座242滑动安装在前后滑座241上;保护板固定组件243分为组件固定底座2431、限位安装块2432、焊装片2433和顶持块2434,组件固定底座2431固定安装在左右滑座242上,限位安装块2432固定安装在组件固定底座2431右侧,焊装片2433分为插装板2433-1和保护板安装板2433-2,插装板2433-1插装在限位安装块2432上,插装板2433-1向左弯曲延伸出保护板安装板2433-2;顶持块2434固定安装在组件固定底座2431左侧,这样能够根据实际的需求自由的调整前后滑座241在电芯安装支架21上的前后位置,左右滑座242在前后滑座241的左右位置,使得保护板安装板2433-2上的保护板能够位于电芯极耳的上方。由于顶持块2434内设置有顶持弹簧9,所述顶持弹簧9与保护板安装板2433-2之间设置有顶珠10,这样通过顶持弹簧9和顶珠10对焊装片2433实行侧向预紧力,能够防止插装板2433-1插装在限位安装块2432内因力度过大卡死。同时为了方便工人对于焊装片2433的拆装,因此插装板2433-1向上延伸出把片11。
如图9至图11所示,为了确保焊点在电芯极耳的中间均匀分布,因此极耳位置检测装置3位于轨道支架1侧端,点焊激光机4位于轨道支架1侧端,点焊激光机4位于极耳位置检测装置3左侧,在进行点焊前要先经过极耳位置检测装置3的检测。极耳位置检测装置3分为检测安装座31、光源32、相机支架33和检测相机34,检测安装座31上固定安装有光源32,检测安装座31上固定安装有相机支架33,相机支架33顶部固定安装有检测相机34,检测相机34的镜头位于光源32正上方,检测相机34与点焊激光机4通讯连接。首先设定对两个电芯极耳位子设置有一个标准的位子尺寸A和B。然后轨道支架1带动装夹好的电芯点焊夹具2经过极耳位置检测装置3,使得电芯极耳部分经过光源32,通过检测相机34测量出此时经过的电芯点焊夹具2内的两个电芯极耳位子尺寸A1和B1。此时便可计算出偏移值ΔA等于A减A1的绝对值,偏移值ΔB等于B减B1的绝对值。当A减A1的值与B减B1的值同为正数,则视为同侧左偏移纠偏值为-(ΔA+ΔB)/2。当A减A1的值与B减B1的值同为负数,则视为同侧右偏移纠偏值为(ΔA+ΔB)/2。当A减A1的值与B减B1的值一个为负数另一个为正数或其中一个值为0,则视为不同方向偏移,纠偏值为-|ΔA-ΔB|/2。如果A减A1的值与B减B1的值均为0,则视为未偏移,纠偏值为0,检测相机34会将计算得出的纠偏值传递给点焊激光机4,点焊激光机4会在原有激光点焊位置参数的基础上加上纠偏值进行点焊,使焊点在电芯极耳的中间均匀分布。
以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 激光点焊辅助装置及激光点焊机
- 一种激光点焊机及应用该激光点焊机的油烟机生产工艺