一种水平连续加料电弧炉废钢布料装置及其布料方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明涉及冶金送料设备技术领域,特别是涉及一种水平连续加料电弧炉废钢布料装置及其布料方法。
背景技术
近些年来,随着生态环境问题的日益严峻,国家对于工业生产过程中的环保要求愈发严格。电弧炉作为钢铁工业生产中的“短流程”工艺,具有占地面积小、生产消耗少等优点。同时,电弧炉生产以废钢为主要原料,对于资源循环利用和环境保护具有重要意义。
水平连续加料电弧炉整个冶炼过程电弧炉炉盖全程封闭,电弧炉产生的高温烟气通过水平加料系统与废钢进行热交换,可以提高废钢入炉温度,降低吨钢电耗。因而,水平连续加料电弧炉具有节能降耗,缩短生产周期等优势,近些年来得到了迅速的发展。
水平连续加料电弧炉在实际使用过程中所加入的废钢种类繁多,尺寸大小不一,不规则的废钢堆积时更是形成复杂的料层结构,从而阻碍烟气的流动,废钢与高温烟气间无法进行充分的热交换,致使废钢预热温度较低,尤其是水平连续加料系统中料层底部区域的废钢预热效果极差,整个料层预热均匀性较差。实际中废钢预热后的温度仅有100~200℃,料层底部区域废钢预热温度甚至低于100℃,料层上下区域温差可达到60℃以上。另外,部分轻料型废钢,如薄板、边角余料、钢丝、钢屑等在预热过程易发生熔融与上料辊道粘连,恶化水平连续加料系统加料的顺畅性,导致电弧炉冶炼无法正常进行。公开号为“CN107460274A”名称为“一种水平连续加料预热装置及其强化预热方法”的发明专利中,将水平连续加料预热通道分为强化预热区与烟气预热区,在强化预热区通过烧嘴提供的能量提高废钢预热温度;公开号为“CN108396100A”,名称为“一种水平连续加料电弧炉废钢预热装置及使用方法”的发明专利中,在上料系统中安装点火器和输气设备通过燃料燃烧放热来提高废钢预热温度。但是,以上发明专利均通过外加热源来提高废钢预热温度,若想达到底层废钢也具有较高的预热温度,则需要使用较多喷嘴或点火器,能源消耗较高,并且也难以解决预热过程中部分轻料型废钢与上料辊道粘连的难题。
发明内容
本发明的目的是提供一种水平连续加料电弧炉废钢布料装置及其布料方法,以解决现有技术存在的问题,不仅大大提高了废钢料层底部附近区域的预热温度,使废钢料层的温度分布更加均匀,还解决了轻料型废钢熔融粘连在传送辊道上的问题。
为实现上述目的,本发明提供了如下方案:本发明提供一种水平连续加料电弧炉废钢布料装置,包括进料通道、利用烟气进行预热的预热通道以及贯穿所述进料通道以及所述预热通道的传送辊道;还包括间隔布置的若干加料仓,若干所述加料仓均位于所述进料通道的上方,且底部均设置有落料口;若干所述加料仓中存储的废钢体积类型各不相同,且沿进料方向依次减小,进料方向起始端的部分加料仓中还设置有用于对废钢进行加热的加热装置。
优选的,沿进料方向若干所述加料仓依次分为用于存储重型废钢的第一加料仓、用于存储中型废钢、小型废钢、统料型废钢形成的混合废钢的第二加料仓以及用于存储轻料型废钢的第三加料仓,所述第一加料仓中设置有用于对重型废钢进行加热的加热装置。
优选的,所述第一加料仓、所述第二加料仓、所述第三加料仓的间隔距离相等。
优选的,所述落料口处均设置有用于控制落料的落料挡板。
优选的,所述第一加料仓、所述第二加料仓、所述第三加料仓的底部均为锥形结构,所述落料口位于所述锥形结构的底端。
优选的,所述加热装置为加热喷枪。
优选的,所述第一加料仓中设置有用于监测重型废钢加热温度的温度传感器。
本发明提供一种水平连续加料电弧炉废钢布料方法,包括以下步骤:
1)开启加热喷枪对第一加料仓中的重型废钢进行加热,加热至设定温度时,开启落料口,使重型废钢落在传送辊道上,并持续加料形成重型废钢层;
2)当重型废钢运送至第二加料仓底部时,第二加料仓上的落料口打开,使混合废钢落在重型废钢层的上方,并持续加料形成混合废钢层;
3)当重型废钢与混合废钢运送至第三加料仓底部时,第三加料仓上的落料口打开,使轻料型废钢落在混合废钢层的上方,并持续加料形成轻料型废钢层。
优选的,所添加的重型废钢、混合废钢、轻料型废钢的质量相等,三者的体积关系为:
m/3=ρV
其中,m为电弧炉一个冶炼周期所消耗的废钢总量;V
所添加的重型废钢、混合废钢、轻料型废钢的料层高度关系为:
h=h
h
其中,h为废钢层总高度,h
优选的,步骤1)中,加热装置对重型废钢加热至350℃~450℃,并保持10min~20min后,打开第一加料仓底部的落料口进行加料。
本发明相对于现有技术取得了以下技术效果:
本发明通过设置多个加料仓,向位于进料方向起始端的加料仓中放入大体积、预热时间长的废钢,并在这些加料仓中设置加热装置对废钢提前进行预热,大大提高了废钢料层底部附近区域的预热温度,使废钢料层的温度分布更加均匀,可以提高生产效率;并且向进料方向末端的加料仓中放入小体积、预热时间短、受热后容易与传送辊道粘连的废钢,使得顶部废钢受热后不会与传送辊道粘连,解决了水平连续加料电弧炉上料过程轻料型废钢熔融粘连在传送辊道上的问题,保证了传送辊道的正常使用。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
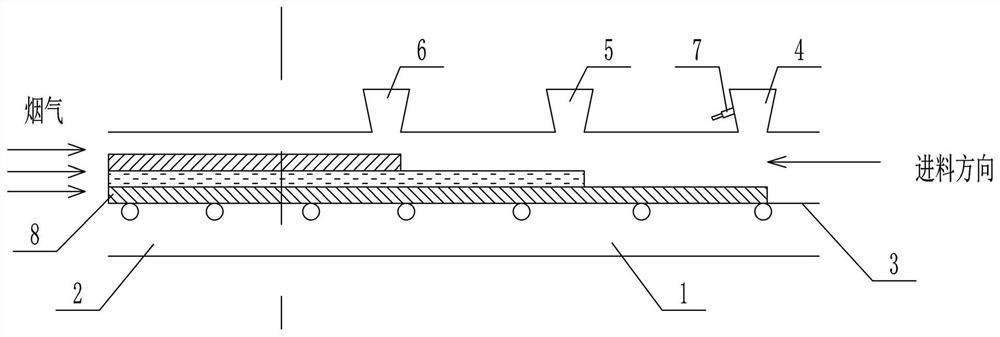
图1为本发明的结构示意图;
其中,1、进料通道;2、预热通道;3、传送辊道;4、第一加料仓;5、第二加料仓;6、第三加料仓;7、加热喷枪;8、废钢料层。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种水平连续加料电弧炉废钢布料装置及其布料方法,以解决现有技术存在的问题,不仅大大提高了废钢料层底部附近区域的预热温度,使废钢料层的温度分布更加均匀,还解决了轻料型废钢熔融粘连在传送辊道上的问题。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
实施例1:
如图1所示,本实施例提供一种水平连续加料电弧炉废钢布料装置,包括进料通道1、利用烟气进行预热的预热通道2以及贯穿进料通道1以及预热通道2的传送辊道3;还包括间隔布置的若干加料仓,若干加料仓均位于进料通道1的上方,且底部均设置有落料口;若干加料仓中存储的废钢体积类型各不相同,且沿进料方向依次减小,进料方向起始端的部分加料仓中还设置有用于对废钢进行加热的加热装置。
进料时,先打开加热装置对废钢进行预热,达到预热温度后,最端部的加料仓打开落料口,使废钢落在传送辊道3上,并在传送辊道3的带动下向前移动,废钢移动至下一个加料仓底部时,此加料仓打开落料口,废钢落在之前的废钢层上,以此类推,最后一个加料仓中的废钢落在废钢层上后,进入预热通道2利用烟气对废钢层进行预热。
本实施例中各个加料仓中的废钢主要利用体积大小来进行区分,位于进料方向起始端的部分加料仓中放入大体积、预热时间长的废钢,并在这些加料仓中设置加热装置对废钢提前进行预热,大大提高了废钢料层8底部附近区域的预热温度,使废钢料层8的温度分布更加均匀;而最后端的部分加料仓中放入小体积、预热时间短、受热后容易与传送辊道3粘连的废钢,即便顶部废钢产生粘连,也仅仅是与下层的废钢粘连,而不会与传送辊道3粘连,解决了水平连续加料电弧炉上料过程轻料型废钢熔融粘连在传送辊道3上的问题。
需要说明的是,本实施例中对废钢的类型分类是本领域技术人员根据的废钢情况能够作出的,在分类时,本领域技术人员仅需根据废钢的体积进行大概的分类,目的是将难以预热的废钢部分以及容易与传送辊道3粘连的废钢部分筛选出来,并分别采取利用加热装置预先预热、放置在废钢层料的顶部的方式进行处理,而并不需要严格地、精准地对废钢进行分类;由于分类标准的不严格统一,则需要进行预热的重型废钢可能分布在多个加料仓中,因此,本实施例中位于进料起始端的多个加料仓中均可以设置加热装置。但是处于节能降耗及降低装置投入成本的目的,加料仓的总量不易太多,能够起到分类的目的即可,具有加热装置的加料仓个数也不易太多,能够起到对底层的废钢进行预热的目的即可。
本实施例中进料通道1与预热通道2可以是连接为整体的通道,也可以是分体的通道,而通道的具体结构尤其是预热通道2中烟气对废钢料层8的预热方式可采用现有技术,本申请对此并不进行赘述。
具体的,本实施例中,沿进料方向若干加料仓依次分为用于存储重型废钢的第一加料仓4、用于存储中型废钢、小型废钢、统料型废钢所组成的混合废钢的第二加料仓5以及用于存储轻料型废钢的第三加料仓6,第一加料仓4中设置有用于对重型废钢进行加热的加热装置;其中,重型废钢包括报废的钢锭、钢坯、初轧坯等;混合废钢包括轧废的钢坯及钢材、机械废钢件、车船板等;轻料型废钢包括各种机械废钢及混合废钢、薄板、边角余料、钢丝、钢屑等;此处的分类是根据GB 4223-2004进行的分类。
本实施例采用三个加料仓实现对不同废钢的分层布料,同样可以解决水平连续加料电弧炉上料过程轻料型废钢熔融粘连在传送辊道3上的问题;并且仅对第一加料仓4中的重型废钢进行预热,第二加料仓5、第三加料仓6的废钢单纯依靠高温烟气预热,在提高料层下方废钢预热温度的同时尽可能利用高温烟气预热,能够减少预热装置的使用数量,明显降低能源消耗。采用本实施例中的技术方案,当重型废钢预热温度达300~500℃时,废钢料层8上下温度差控制在50℃以内,显著改善了水平连续加料电弧炉废钢预热温度的均匀性,能够降低生产能耗。
进一步的,第一加料仓4、第二加料仓5、第三加料仓6的间隔距离相等,而间隔距离本实施例并不进行具体限定;在落料口处均设置有用于控制落料的落料挡板,落料挡板可以采用自动化机械进行控制,并且可以根据第一加料仓4、第二加料仓5、第三加料仓6的间隔距离、传送辊道3的行走速度来确定各个落料挡板开启的时间间隔,以实现废钢料层8前端的各个料层大致是平齐的,避免出现轻料型废钢直接落在传送辊道3上的情况;当落料挡板打开后,控制其落料速度一定的情况下进行持续进料即可,直至达到电弧炉一个冶炼周期所消耗的废钢总量;而具体方式是本领域的常规设置,本实施例并不对落料挡板的结构及其控制方式进行过多限定。
为了便于加料仓进行落料,本实施例中第一加料仓4、第二加料仓5、第三加料仓6的底部均为锥形结构,落料口位于锥形结构的底端。
进一步的,本实施例中的加热装置为加热喷枪7,利用火焰对重型废钢进行预热,当然采用其他加热装置也是可行的;且第一加料仓4中设置有用于监测重型废钢加热温度的温度传感器。
实施例2:
本实施例提供一种水平连续加料电弧炉废钢布料方法,包括以下步骤:
1)开启加热喷枪7对第一加料仓4中的重型废钢进行加热,加热至设定温度时,开启落料口,使重型废钢落在传送辊道3上,并持续加料形成重型废钢层;
2)当重型废钢运送至第二加料仓5底部时,第二加料仓5上的落料口打开,使混合废钢落在重型废钢层8的上方,并持续加料形成混合废钢层;
3)当重型废钢与混合废钢运送至第三加料仓6底部时,第三加料仓6上的落料口打开,使轻料型废钢落在混合废钢层的上方,并持续加料形成轻料型废钢层。
本实施例通过采用三个加料仓实现对不同废钢的分层布料,解决了水平连续加料电弧炉上料过程轻料型废钢熔融粘连在传送辊道3上的问题;并且仅对第一加料仓4中的重型废钢进行预热,第二加料仓5、第三加料仓6的废钢单纯依靠高温烟气预热,在提高料层下方废钢预热温度的同时尽可能利用高温烟气预热,减少了能源的消耗。并且当重型废钢预热温度达300~500℃时,废钢料层8上下温度差控制在50℃以内,显著改善了水平连续加料电弧炉废钢预热温度的均匀性,能够降低生产能耗。
所添加的重型废钢、混合废钢、轻料型废钢的质量相等,三者的体积关系为:
m/3=ρV
其中,m为电弧炉一个冶炼周期所消耗的废钢总量;V
由于所添加的重型废钢、混合废钢、轻料型废钢的质量与平铺面积均是相同的,所以各料层的体积比也是其高度比,可以得到所添加的重型废钢、混合废钢、轻料型废钢的料层高度关系为:
h=h
h
其中,h为废钢层总高度,h
本领域技术人员应当理解,实际布料过程中由于废钢的形状不一,料层的上表面实际上是起伏的,高度也并不是均匀的,本实施例中的料层高度可以理解为料层的平均高度或者根据料层的总质量、总长度、宽度以及孔隙度等参数计算得到的大致高度。
具体的,步骤1)中,加热装置对重型废钢加热至350℃~450℃,优选400℃,并保持10min~20min后,打开第一加料仓4底部的落料口进行加料。
根据实际需求而进行的适应性改变均在本发明的保护范围内。
需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种水平连续加料电弧炉废钢布料装置及其布料方法
- 一种水平连续加料电弧炉废钢预热装置及使用方法