一种高性能滤光片生产加工工艺方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及滤光片生产技术领域,具体是一种高性能滤光片生产加工工艺方法。
背景技术
滤光片的种类繁多,不同的滤光片有不同的用途。滤光片产品主要按光谱波段、光谱特性、应用特点等方式分类。按照光谱波段分,可分为紫外滤光片、可见滤光片、红外滤光片;按照光谱特性分,可分为带通滤光片、截止滤光片、分光滤光片、中性密度滤光片、反射滤光片。带通型即选定波段的光通过,通道以外的光截止,短波通型即短于选定波长的光通过,长于该波长的光截止,长波通型即长于选定波长的光通过,短语该波长的光截止。滤光片应用广泛,可广泛应用于投影仪、数码相机、电脑手机摄像头、扫描器、医疗设备、特殊光学仪器等民用和军用光学系统中。但传统滤光片生产工艺设计不合理。
发明内容
本发明的目的在于提供一种高性能滤光片生产加工工艺方法,以解决现有技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种高性能滤光片生产加工工艺方法,包括以下步骤:
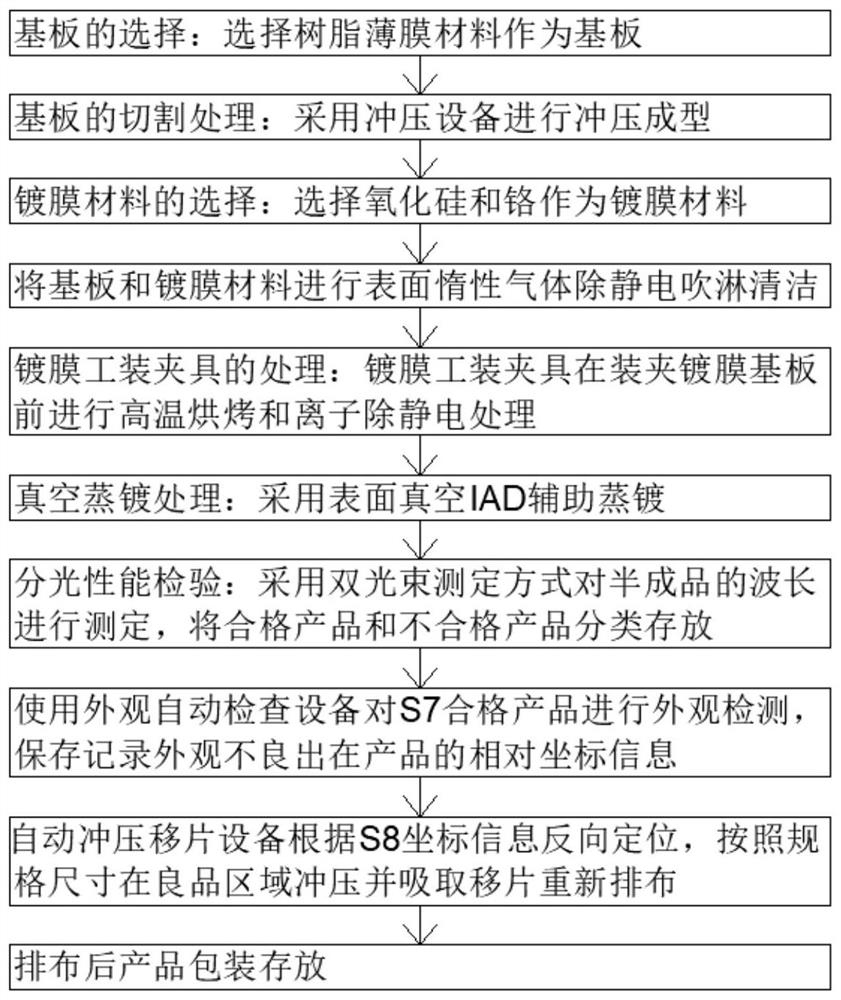
S1:基板的选择:选择树脂薄膜材料作为基板;
S2:基板的切割处理:采用冲压设备进行冲压成型;
S3:镀膜材料的选择:选择氧化硅和铬作为镀膜材料;
S4:将基板和镀膜材料进行表面惰性气体除静电吹淋清洁;
S5:镀膜工装夹具的处理:镀膜工装夹具在装夹镀膜基板前进行高温烘烤和离子除静电处理;
S6:真空蒸镀处理:采用表面真空IAD辅助蒸镀;
S7:分光性能检验:采用双光束测定方式对半成品的波长进行测定,将合格产品和不合格产品分类存放;
S8:使用外观自动检查设备对S7合格产品进行外观检测,保存记录外观不良出在产品的相对坐标信息;
S9:自动冲压移片设备根据S8坐标信息反向定位,按照规格尺寸在良品区域冲压并吸取移片重新排布;
S10:排布后产品包装存放。
优选的,所述步骤S1中基板的厚度小于0.11mm。
优选的,所述步骤S4中基板的清洁采用离子风枪惰性气体除静电吹淋清洁。
优选的,所述步骤S5中镀膜工装夹具采用对夹式装夹治具。
优选的,所述步骤S6中将基板一侧交替蒸镀氧化硅和氧化钛,交替蒸镀的层数为20-40层;;再重复上述操作,将基板另一侧交替蒸镀氧化硅和氧化钛,交替蒸镀的层数为20-40层。
优选的,所述步骤S6中真空蒸镀的温度为120-140℃。
与现有技术相比,本发明的有益效果是:将树脂材料的基板进行冲压成型,可获得较小的基板,且冲压效果好;将基板和镀膜材料进行表面惰性气体除静电吹淋,可除去基板和镀膜材料的静电,避免影响镀膜;工艺流程设计精炼高效,可生产出面积小、厚度薄的高精度产品;生产出的产品滤光性能好,品质稳定。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
图1为本发明的结构示意图。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
请参阅图1,本发明实施例中,一种高性能滤光片生产加工工艺方法,包括以下步骤:
S1:基板的选择:选择树脂薄膜材料作为基板;
S2:基板的切割处理:采用冲压设备进行冲压成型;
S3:镀膜材料的选择:选择氧化硅和铬作为镀膜材料;
S4:将基板和镀膜材料进行表面惰性气体除静电吹淋清洁;
S5:镀膜工装夹具的处理:镀膜工装夹具在装夹镀膜基板前进行高温烘烤和离子除静电处理;
S6:真空蒸镀处理:采用表面真空IAD辅助蒸镀;
S7:分光性能检验:采用双光束测定方式对半成品的波长进行测定,将合格产品和不合格产品分类存放;
S8:使用外观自动检查设备对S7合格产品进行外观检测,保存记录外观不良出在产品的相对坐标信息;
S9:自动冲压移片设备根据S8坐标信息反向定位,按照规格尺寸在良品区域冲压并吸取移片重新排布;
S10:排布后产品包装存放。
优选的,所述步骤S1中基板的厚度小于0.11mm。
优选的,所述步骤S4中基板的清洁采用离子风枪惰性气体除静电吹淋清洁。
优选的,所述步骤S5中镀膜工装夹具采用对夹式装夹治具。
优选的,所述步骤S6中将基板一侧交替蒸镀氧化硅和氧化钛,交替蒸镀的层数为20-40层;;再重复上述操作,将基板另一侧交替蒸镀氧化硅和氧化钛,交替蒸镀的层数为20-40层。
优选的,所述步骤S6中真空蒸镀的温度为120-140℃。
本发明的工作原理是:选择树脂薄膜材料作为基板;基板的切割处理:采用冲压设备进行冲压成型;镀膜材料的选择:选择氧化硅和铬作为镀膜材料;将基板和镀膜材料进行表面惰性气体除静电吹淋清洁;镀膜工装夹具的处理:镀膜工装夹具在装夹镀膜基板前进行高温烘烤和离子除静电处理;真空蒸镀处理:采用表面真空IAD辅助蒸镀;分光性能检验:采用双光束测定方式对半成品的波长进行测定,将合格产品和不合格产品分类存放;使用外观自动检查设备对合格产品进行外观检测,保存记录外观不良出在产品的相对坐标信息;自动冲压移片设备根据坐标信息反向定位,按照规格尺寸在良品区域冲压并吸取移片重新排布;排布后产品包装存放。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高性能滤光片生产加工工艺方法
- 一种高性能滤光片生产加工工艺方法