具有支撑条的立绵模杯及其制备方法
文献发布时间:2023-06-19 11:32:36
技术领域
本发明涉及服装生产技术领域,具体涉及一种具有支撑条的立绵模杯以及该具有支撑条的立绵模杯的制备方法。
背景技术
立绵模杯在市场上已有广泛的应用,现有的立绵必须配合三明治布料才可以模压成模杯,其原因是因为立绵本身的特性,如支撑性不好、不耐水洗,水洗后起皱、下塌、松散等问题,所以需要结合三明治布料,采用三明治布料的厚度和强支撑性来缓解或掩盖立绵的水洗问题。
但这样的模杯随之带来了其它问题,如:1.模杯杯口厚,且三明治布料在裁切的时候会出现拉丝,拉丝会对人体皮肤产生刺痛或不舒服的感觉,所以模杯封口位置需要做防扎处理;2.采用了三明治的模杯成本会很高(三明治布料的价格在35-80元/米不等,但普通佳积布为10元/米左右);3.立绵模杯的布料的选择很局限,对文胸设计如印花、以及工艺等都有所限制。
发明内容
有鉴于此,为了克服现有技术的缺陷,本发明的目的是提供一种改进的立绵模杯,其采用了在模杯内设置支撑条,替代传统的三明治布料来提供支撑性。
为了达到上述目的,本发明采用以下的技术方案:
一种具有支撑条的立绵模杯,包括第一布料层和第二布料层以及位于第一布料层和第二布料层之间的支撑层,所述支撑层包括贴合在所述第一布料层和/或第二布料层上的支撑条,所述支撑条包括相互交错设置的第一支撑条和第二支撑条,所述第一支撑条和第二支撑条之间形成透气孔。
在本发明一些优选地实施方面,所述支撑条由硅胶固化后形成,所述硅胶的粘度在25℃下为3万-5万mPa.s。
在本发明一些优选地实施方面,每平方米的布料层上具有50-100g的硅胶。
在本发明一些优选地实施方面,所述第一支撑条和第二支撑条的宽度为1-3mm,优选为2mm。
在本发明一些优选地实施方面,所述透气孔的孔径为1-3mm,优选为2mm。所述透气孔的形状为平行四边形如矩形、菱形,或者是圆形等形状。
在本发明一些优选地实施方面,所述第一布料层和第二布料层上均设置有所述支撑条,所述第一立绵层上的第一支撑条和第二支撑条与所述第二立绵层上的第一支撑条和第二支撑条重合或交错设置。
在本发明一些优选地实施方面,所述第一支撑条和第二支撑条均为直线设置,所述第一支撑条和第二支撑条相互垂直设置,此时透气孔的形状为矩形。
在本发明一些优选地实施方面,所述第一支撑条沿布料层的长度方向或宽度方向的其中一个方向设置,所述第二支撑条沿布料层的长度方向或宽度方向的剩余一个方向设置。
在本发明一些优选地实施方面,所述第一布料层和第二布料层均包括面料层和立绵层,所述立绵层的一侧与面料层相贴合,所述立绵层的另一侧具有所述支撑层。
本发明还提供了一种如上所述的具有支撑条的立绵模杯的制备方法,包括以下步骤:
1)复合:将面料与立绵进行复合,形成面料与立绵贴合的布料;
2)丝印:将硅胶丝印至所述立绵远离面料的一侧,丝印后,所述立绵上具有由支撑条形成的支撑层;
3)裁切:将步骤2)中制备得到的具有支撑层的布料进行裁切,得到具有支撑层的第一布料层和第二布料层,所述第一布料层和第二布料层均包括面料层和立绵层;
4)预压:将步骤3)中的第二布料层先进行预压,所述第二布料层中的支撑层朝向凸模,所述面料层朝向凹模;预压时的参数为凹凸模模温度:185-188℃,时间:80s,压力:8kg/cm
5)模压:将步骤3)中的第一布料层以及步骤4)中预压后的第二布料层层叠后进行模压,模压时,所述第一布料层靠近凸模,所述第二布料层靠近凹模,第一布料层的面料层朝向所述凸模,第二布料层的面料层朝向所述凹模;模压时还需在第一布料层和第二布料层之间喷涂快干胶;模压参数为凹凸模温度:185-188℃,时间:80s,压力:8kg/cm
6)修剪:模压后进行冷却和修剪,得到具有支撑条的立绵模杯。冷却为采用冷模进行压合,参数为模具温度:室温,时间:70s,压力:8kg/cm
由于采用了以上的技术方案,相较于现有技术,本发明的有益之处在于:本发明的具有支撑条的立绵模杯,通过在立绵层远离面料层的一侧上设置由支撑条形成的支撑层,替代传统的立绵模杯上的三明治布料,不仅能够降低成本,而且能够克服三明治-立绵模杯的种种缺点,使得面料的选择以及模杯的制备更加多样化。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明优选实施例的具有支撑条的模杯的截面图;
图2为本发明优选实施例的具有支撑条的布料的示意图;
图3为本发明优选实施例的具有支撑条的布料预压时的示意图;
图4为本发明优选实施例的薄款立绵模杯模压的示意图;
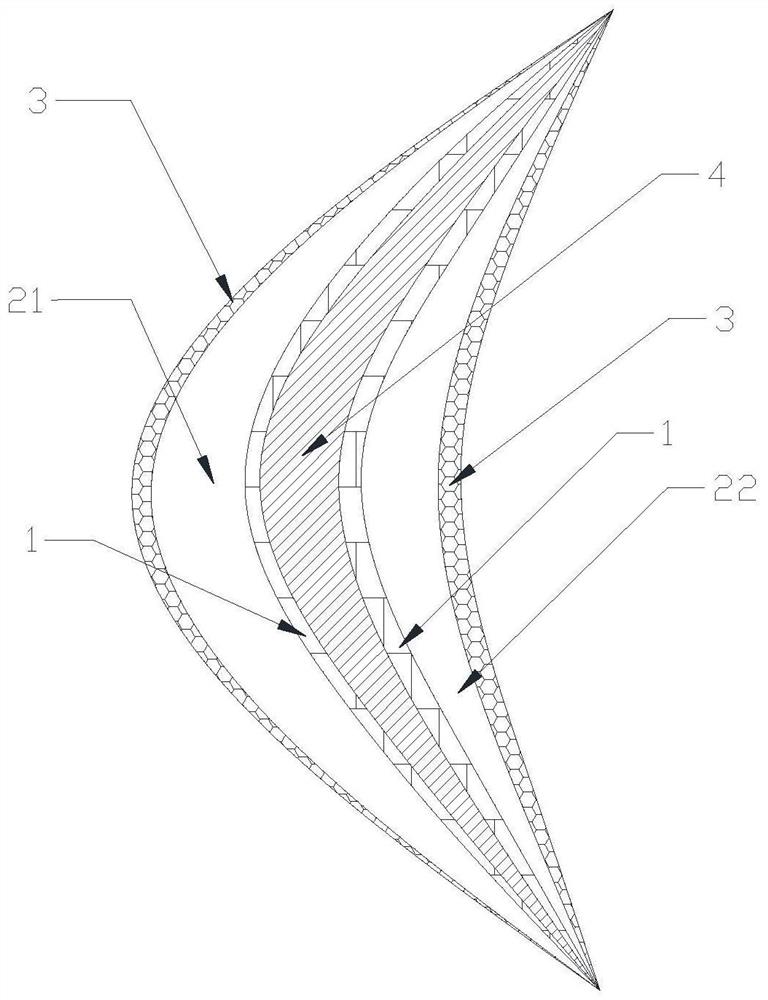
图5为本发明优选实施例的厚款立绵模杯模压的示意图;
其中:支撑层-1,立绵层-2,第一立绵层-21,第二立绵层-22,面料层-3,削绵芯-4,凸模-5,凹模-6。
具体实施方式
为了使本技术领域的人员更好地理解本发明的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
实施例1立绵模杯
参见图1,本实施例中的具有支撑条的立绵模杯,包括第一布料层和第二布料层以及位于第一布料层和第二布料层之间的支撑层1,第一布料层和第二布料层均包括面料层3和立绵层2,立绵层2的一侧与面料层3相贴合,立绵层2的另一侧具有支撑层1。
本实施例中的立绵层2为3-5mm的厚度,立绵是有纤维在一定温度下屈服呈“N”字形排列而成的,纯立绵材料水洗的时候因为温度和外作用力破坏了“N”型的排列,使得纤维与纤维之间的粘结点发生断裂而造成杯面有下塌、杯里有起皱,整体形状呈松散状态。
本实施例中的面料层3采用的面料为佳积布、鸟眼布等。
支撑层1包括贴合在第一布料层和/或第二布料层上的支撑条,支撑条包括相互交错设置的第一支撑条和第二支撑条,第一支撑条和第二支撑条之间形成透气孔。第一支撑条和第二支撑条的宽度为2mm,透气孔的孔径为2mm。在其他一些实施例中,第一支撑条和第二支撑条的宽度可为1-3mm,透气孔的孔径可为1-3mm。
本实施例中第一布料层和第二布料层上均设置有支撑条,第一立绵层21上的第一支撑条和第二支撑条与第二立绵层22上的第一支撑条和第二支撑条重合或交错设置。本实施例中,第一立绵层21上的第一支撑条和第二支撑条与第二立绵层22上的第一支撑条和第二支撑条重合,且第一支撑条和第二支撑条均为直线设置,第一支撑条和第二支撑条相互垂直设置,此时透气孔的形状为矩形。在其他的实施例中,透气孔的形状取决于支撑条的设置,可为平行四边形如矩形、菱形,或者是圆形等形状。
支撑条由硅胶固化后形成,硅胶的粘度在25℃下为3万-5万mPa.s,以方便丝印,硅胶的丝印量为每平方米的布料层上具有80g的硅胶,在其他的实施例中,硅胶的丝印量可为每平方米的布料层上具有50-100g的硅胶。
第一支撑条沿布料层的长度方向或宽度方向的其中一个方向设置,第二支撑条沿布料层的长度方向或宽度方向的剩余一个方向设置,即第一支撑条和第二支撑条沿着布料层的长度或宽度方向设置,以起到更好地支撑效果。
本实施例中的具有支撑条的立绵模杯,通过在立绵层2远离面料层3的一侧上设置由支撑条形成的支撑层1,替代传统的立绵模杯上的三明治布料,不仅能够降低成本,而且能够克服三明治-立绵模杯的种种缺点,使得面料的选择以及模杯的制备更加多样化。
本实施例将有机硅胶以丝网印的工艺,涂附在模杯面里层的立绵层2上,起到支撑立绵结构的性能,同时硅胶固化时可将立绵纤维之间的粘结点加固,从而改善立绵下榻,起皱,松散问题,立绵支撑好了,那它复合的面料就可以不选择三明治。
没有支撑条的立棉模杯的支撑力小,同样杯型采用丝网印刷硅胶条后,更有承托力并且穿着后有承托且有安全感。
将现有技术中的没有支撑条的立棉模杯以及本实施例中的具有支撑条的模杯进行水洗,水洗为采用洗衣机,30℃水温,水洗时间30min/次,洗衣机转速800转/min,洗涤20次。
在没有脱胶现象情况下,无支撑条的模杯的缩率在3-5mm,本实施例中的有支撑条模杯的缩率在3mm以内。无支撑条的模杯的杯面杯里会有皱纹,有支撑条模杯的杯面杯里皱纹少、短、浅,洗水后的外观相对更优。
实施例2立绵模杯的制备方法
如图2-4所示,本实施例中提供的用于制备实施例1中的具有支撑条的立绵模杯的方法,具体包括以下步骤:
1)复合:将面料与立绵进行复合,形成面料与立绵贴合的布料。
复合的目的为将面料与立绵进行完全的贴合,采用热熔胶进行复合。
2)丝印:将硅胶丝印至立绵远离面料的一侧,丝印后,立绵上具有由支撑条形成的支撑层1。支撑条的形式如实施例1中所述。
具体的,本实施例中的硅胶原料为医用有机硅胶(聚二甲基硅氧烷),其粘度为3万-5万mPa.s(25℃)。丝印采用的网板:菲林网板线的宽度1-1.5mm线与线的间距2mm。丝印后的固化参数为:50-180℃下保持50-80s。
3)裁切:将步骤2)中制备得到的具有支撑层1的布料进行裁切,得到具有支撑层1的第一布料层和第二布料层,第一布料层和第二布料层均包括面料层3和立绵层2。即第一布料层和第二布料层的结构是一样的,材质上可以选择面料不一样。
4)预压:将步骤3)中的第二布料层先进行预压,第二布料层中的支撑层1朝向凸模5,面料层3朝向凹模6;预压时的参数为凹凸模5模温度:185-188℃,时间:80s,压力:8kg/cm
5)模压:将步骤3)中的第一布料层以及步骤4)中预压后的第二布料层层叠后进行模压,模压时,第一布料层靠近凸模5,第二布料层靠近凹模6,第一布料层的面料层3朝向凸模5,第二布料层的面料层3朝向凹模6;模压时还需在第一布料层和第二布料层之间喷涂快干胶;模压参数为凹凸模5温度:185-188℃,时间:80s,压力:8kg/cm
如图5所示,如果要制备厚杯,还可以在第一布料层和第二布料层之间加入立绵削绵芯4,其为立绵材质的削绵芯4,可以增加最终制得的模杯的厚度。
6)修剪:模压后进行冷却和修剪,得到具有支撑条的立绵模杯。冷却为采用冷模进行压合,参数为模具温度:室温,时间:70s,压力:8kg/cm
丝网印刷是指用丝网作为版基,并通过感光制版方法,制成带有图文的丝网印版。丝网印刷由五大要素构成,丝网印版、刮板、有机硅胶、印刷台以及承印物。利用丝网印版图文部分网孔可透过有机硅胶,非图文部分网孔不能透过有机硅胶的基本原理进行印刷。印刷时在丝网印版的一端倒入有机硅胶,用刮板对丝网印版上的有机硅胶部位施加一定压力,同时朝丝网印版另一端匀速移动,有机硅胶在移动中被刮板从图文部分的网孔中挤压到承印物上。
本实施例中将有机硅胶以丝网印的工艺,涂附在模杯面里层的立绵层上,起到支撑立绵结构的性能,同时硅胶固化时可将立绵纤维之间的粘结点加固,从而改善立绵下榻、起皱、松散等问题,为立绵提供支撑,替代了传统的三明治不了,使得面料可以采用鸟眼布、佳积布等等可以模压的面料。从而解决传统的三明治-立绵模杯的碗口厚的问题,可以不用防扎包条,同时能够降低成本。
以上实施例中出现的“绵”与现有技术中的“棉”可以通用,不会对本发明的技术方案造成限制和曲解。以上实施例中为具体说明的技术方案为本领域的常规技术手段或选择如面料与立绵之间的复合等。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
- 具有支撑条的立绵模杯及其制备方法
- 具有支撑条的立绵模杯